Изобретение относится к металлургии, а именно к сортопрокатному производству, и может быть использовано для получения шестигранных стальных прутков.
Известны способы прокатки профильной стали, включающие многопроходное обжатие заготовки в валках с калибрами с получением в предпоследнем проходе полосы симметричного сечения с утолщениями вдоль границ участков, обжимаемых в чистовых калибрах с большим или меньшим обжатием по сечению [1] или с утолщением на верхней стороне полосы, выполненным с регламентированной стрелой вогнутости [2].
Недостатки известных способов заключаются в том, что с использованием перечисленных выше операций не удается получить шестигранную сталь с высокой точностью выполнения профиля.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки шестигранной стали, включающий многопроходное обжатие заготовки в валках с калибрами с получением в предпоследнем проходе полосы симметричного сечения с вогнутыми противоположными сторонами и скошенными кромками, и обжатие ее на конечный размер в валках с чистовым калибром [3] - прототип.
Недостаток известного способа состоит в том, что при обжатии полосы в чистовом калибре из-за действия подпирающих сил трения на контактных поверхностях металла с валками в зоне расположения ребер шестигранной стали происходит скругление углов, что снижает точность выполнения профиля, а следовательно, и качество готового проката.
Задача изобретения состоит в повышении точности выполнения профиля.
Поставленная цель достигается тем, что в известном способе прокатки шестигранной стали, включающем многопроходное обжатие заготовки в валках с калибрами с получением в предпоследнем проходе полосы симметричного сечения с вогнутыми противоположными сторонами и скошенными кромками и обжатие ее на конечный размер, согласно предложению в предпоследнем проходе в каждом месте перехода вогнутой стороны полосы в скошенную кромку формируют утолщение, ограниченное двумя дугами с кривизной 0,03-0,15 мм-1, одна из которых сопряжена с вогнутой стороной полосы, а другая - со скошенной кромкой, при этом площадь поперечного сечения утолщения составляет 1-4% от площади поперечного сечения полосы.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами прокатки шестигранной стали. Оба включают многопроходное обжатие заготовки в валках с калибрами. В обоих случаях в предпоследнем проходе получают полосу симметричного сечения с вогнутыми противоположными сторонами и скошенными кромками. Эту полосу затем обжимают на конечный размер.
Отличия предложенного способа состоят в том, что в предпоследнем проходе в каждом месте перехода вогнутой стороны в скошенную кромку формируют утолщение, ограниченное двумя дугами с кривизной 0,03-0,15 мм-1, одна из которых сопряжена с вогнутой стороной полосы, а другая - со скошенной кромкой. В известном способе данный признак отсутствует. Кроме того, в предложенном способе регламентирована площадь поперечного сечения утолщения, составляющая 1-4% от площади поперечного сечения полосы. Этого признака в известном техническом решении также нет.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности выполнения профиля шестигранного стального проката. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность изобретения состоит в следующем. При обжатии в последнем (чистовом) калибре необходимо получить точный шестигранник, поэтому форма полосы, входящей в этот калибр, должна учитывать характер течения металла по сечению профиля, на свободных поверхностях и на поверхностях контакта с валками. Четыре грани шестигранника формируются стенками калибра, а две - на свободных поверхностях. Вогнутость противоположных сторон полосы компенсирует бочкообразование свободных поверхностей в процессе ее обжатия по ширине, за счет этого свободно формирующиеся грани шестигранника приобретают плоскую форму. Однако силы трения между деформируемым металлом и стенками калибра оказывают сдерживающее воздействие, препятствуя течению металла. В результате угол между гранями, сформированными на контактной и свободной поверхностях, оказывается скругленным, что является причиной невыполнения профиля.
Утолщение с регламентированными геометрическими параметрами в местах перехода вогнутой стороны полосы в скошенную кромку изменяет характер течения металла при обжатии в последнем проходе. Количество металла, дополнительно вытесняемого в зону угла между гранями, сформированными на контактной и свободной поверхностях, увеличивается настолько, чтобы исключить образование скругленных углов и невыполнение профиля.
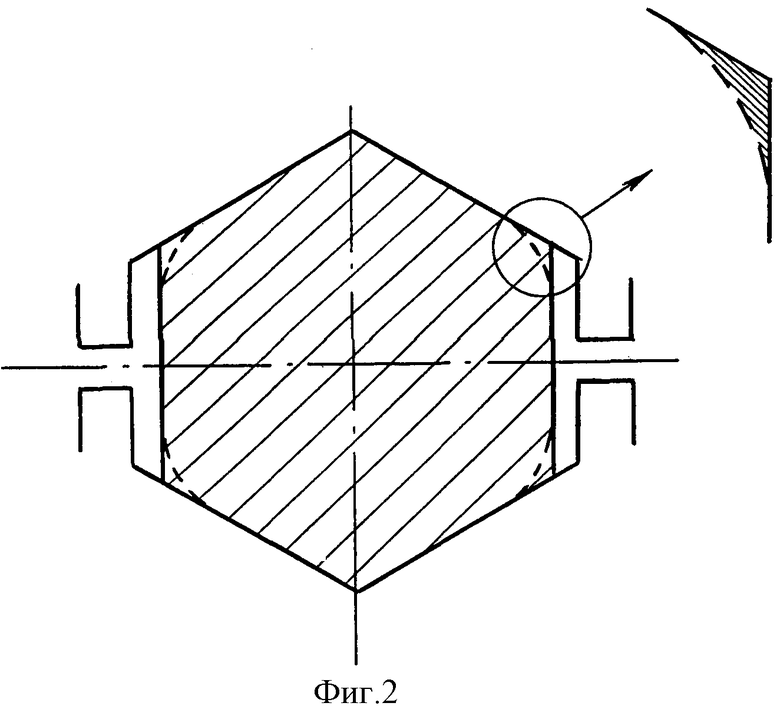
На фиг. 1 и 2 изображены профили полосы перед и после чистового прохода при прокатке по предложенному способу (сплошные линии) и по известному (пунктирные линии).
Экспериментально установлено, что если кривизна ρ дуг, ограничивающих утолщение, меньше, чем 0,03 мм-1, то это приводит к невыполнению формы готового профильного проката. Увеличение кривизны ρ более 0,15 мм-1 приводит к образованию дефекта "закат", что недопустимо.
Если площадь поперечного сечения S утолщения будет менее 1%, то количества вытесняемого металла в зону угла между гранями недостаточно для выполнения профиля шестигранника. Увеличение этого значения более 4% приводит к образованию наплыва в виде лампаса, снижению точности профильного проката.
Пример реализации способа
Исходную заготовку сечением 60 х 60 мм из стали Ст3сп разогревают до температуры 1210oС и прокатывают на сортопрокатном стане 250 за 13 проходов в вертикальных и горизонтальных валках с калибрами в полосу прямоугольного поперечного сечения. В 14-м проходе в вертикальных валках полосе придают симметричное сечение (фиг.1), площадь которого составляет 1212 мм2, с вогнутыми противоположными сторонами и скошенными кромками. В каждом месте перехода вогнутой стороны полосы в скошенную кромку формируют утолщение площадью S= 30,3 мм2 (что составляет 2,5% от площади поперечного сечения полосы), ограниченное двумя дугами с кривизной ρ = 0,09 мм-1. Утолщения получают за счет выполнения врезов соответствующей формы в ручьях вертикальных валков, образующих калибр.
Полученную полосу с утолщениями в местах перехода вогнутой стороны в скошенную кромку обжимают в горизонтальных валках с чистовым калибром до конечного поперечного сечения в равносторонний шестиугольник с диаметром вписанной окружности 32 мм (сталь шестигранная, профиль 32 по ГОСТ 2879). За счет утолщений на полосе исключается скругление углов профиля и достигается полное его выполнение.
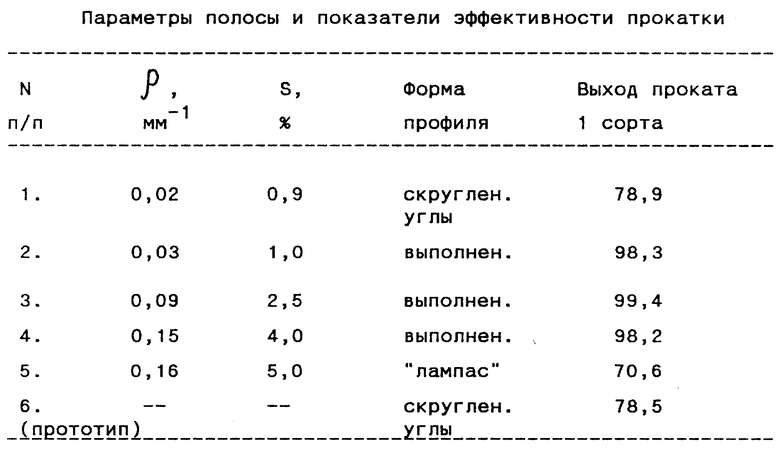
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
Из таблицы следует, что реализация предложенного способа (варианты 2-4) обеспечивает повышение точности выполнения профиля и максимальный выход шестигранных прутков 1 сорта. В случаях запредельных значений заявленных параметров (варианты 1 и 5) и реализации способа-прототипа (вариант 6) точность выполнения профиля снижается, уменьшается выход годного проката 1 сорта.
Технико-экономические преимущества предложенного способа заключаются в том, что выполнение в предпоследнем проходе утолщений на полосе в местах перехода вогнутой стороны в скошенную кромку и при регламентированных значениях кривизны дуг и площади поперечного сечения позволяют в последнем проходе за счет перераспределения вытесняемого при деформировании металла исключить образование скруглений углов шестигранного профиля и повысить его качество.
За базовый объект принят способ-прототип. Реализация предложенного способа обеспечит повышение рентабельности производства шестигранной стали размерами от 15 до 48 на 10-15%.
Источники информации
1. Патент РФ 2014915, МПК В 21 В 1/08, 1994 г.
2. Авт. св. СССР 759151, МПК В 21 В 1/08, 1980 г.
3. Н.В. Литовченко и др. Калибровка валков сортовых станов. М.: ГНТИ литературы по черной и цветной металлургии. - 1963, с.252-255 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 2000 |
|
RU2187391C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛОБЧАТОЙ ПОЛОСЫ | 2000 |
|
RU2184629C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2004 |
|
RU2257970C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2000 |
|
RU2184628C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ ПРЯМОУГОЛЬНОГО ИЛИ КВАДРАТНОГО СЕЧЕНИЙ | 2014 |
|
RU2568804C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Способ производства калиброванной шестигранной стали | 1988 |
|
SU1729635A1 |
Изобретение относится к металлургии, а именно к сортопрокатному производству, и может быть использовано для получения шестигранных стальных прутков. Задача изобретения - повышение точности профиля. Способ включает многопроходное обжатие заготовки в валках с калибрами с получением в предпоследнем проходе полосы симметричного сечения с вогнутыми противоположными сторонами и скошенными кромками. В предпоследнем проходе в каждом месте перехода вогнутой стороны полосы в скошенную кромку формируют утолщение, ограниченное двумя дугами с кривизной 0,03-0,15 мм-1, одна из которых сопряжена с вогнутой стороной полосы, а другая - со скошенной кромкой, при этом площадь поперечного сечения утолщения составляет 1-4% от площади поперечного сечения полосы. Изобретение обеспечивает исключение образования скруглений углов шестигранного профиля за счет перераспределения вытесняемого при деформации металла. 2 ил., 1 табл.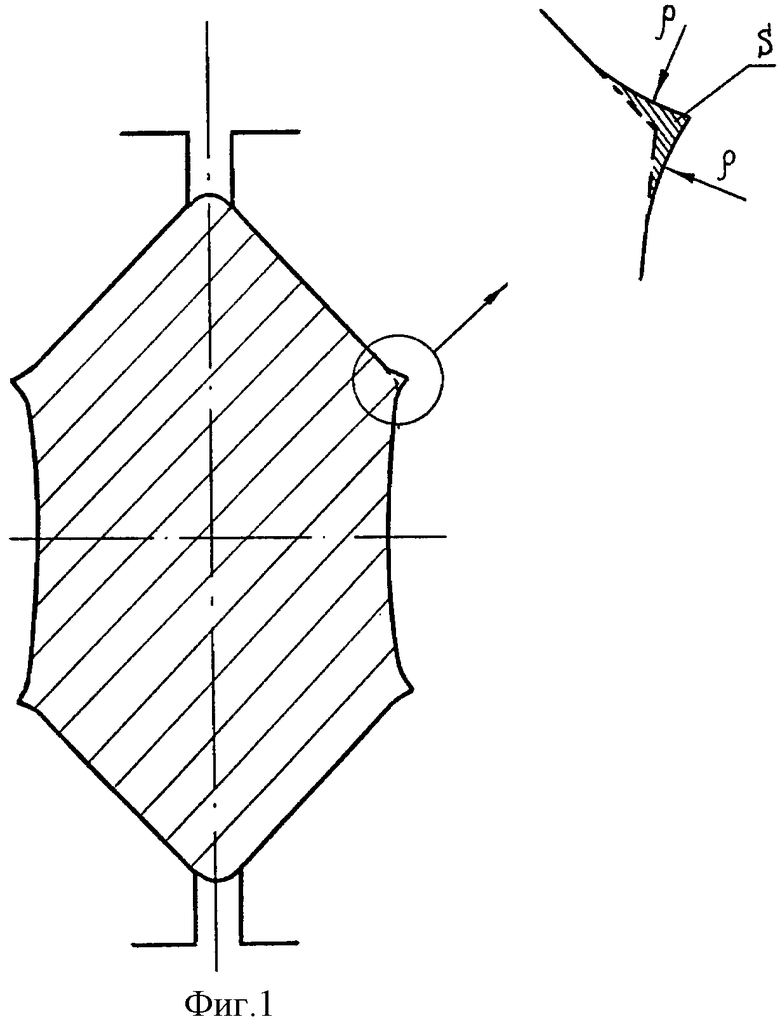
Способ прокатки шестигранной стали, включающий многопроходное обжатие заготовки в валках с калибрами с получением в предпоследнем проходе полосы симметричного сечения с вогнутыми противоположными сторонами и скошенными кромками и обжатие ее на конечный размер, отличающийся тем, что в предпоследнем проходе в каждом месте перехода вогнутой стороны полосы в скошенную кромку формируют утолщение, ограниченное двумя дугами с кривизной 0,03-0,15 мм-1, одна из которых сопряжена с вогнутой стороной полосы, а другая со скошенной кромкой, при этом площадь поперечного сечения утолщения составляет 1-4% от площади поперечного сечения полосы.
| ЛИТОВЧЕНКО Н.В | |||
| и др | |||
| Калибровка валков сортовых станов | |||
| - М.: ГНТИ литературы по черной и цветной металлургии, 1963, с.252-255 | |||
| Калибровка валков для прокатки рессорных профилей | 1978 |
|
SU759151A1 |
| RU 2058838 C1, 27.04.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 1988 |
|
RU1688504C |
