Изобретение относится к прокатному производству, конкретнее к горячей сортовой прокатке, и может быть использовано для изготовления полос с круглыми утолщениями по кромкам, например заготовок дверных петель автомобилей.
Известны способы прокатки полосовых профилей с круглыми утолщениями по кромкам для изготовления подвижного звена дверной петли автомобиля. Способ предусматривает нагрев полосы и ее обжатие по толщине за 9 проходов в горизонтальных валках с калибрами [1].
Недостатки известных способов состоят в том, что прокатанная полоса имеет большую разноширинность и дефекты на круглых утолщениях по кромкам в виде невыполнения профиля, заусенцев, лампасов. В результате снижается качество готового проката.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ горячей прокатки полосы с круглыми утолщениями по кромкам, включающий ее многопроходное обжатие по толщине в горизонтальных валках с калибрами: черновых, предчистовом и чистовом. Прокатку в горизонтальных валках с калибрами ведут до получения конечной толщины полосы [2] - прототип.
Недостатки известного способа состоят в следующем. Прокатка полосы с круглыми утолщениями по кромкам в горизонтальных валках происходит с последовательным уменьшением толщины по проходам. Колебания температурно-деформационных параметров, условий трения и неравномерность износа калибров приводят к образованию разноширинности полосы, ее искривлениям. На круглых утолщениях кромок имеет место невыполнение профиля, образование лампасов и заусенцев. Это приводит к снижению качества полос с круглыми утолщениями по кромкам.
Техническая задача, решаемая изобретением, состоит в повышении качества полосы с круглыми утолщениями по кромкам.
Для решения указанной технической задачи в известном способе прокатки полосы с круглыми утолщениями по кромкам, включающем ее многопроходное обжатие по толщине в горизонтальных валках с калибрами, согласно изобретению при достижении отношения ширины полосы к ее толщине, равного 15-19, полосу обжимают по ширине в вертикальных валках с калибрами, со степенью обжатия 1,2-2,2%, после чего ее вновь обжимают в горизонтальных валках с калибрами до конечной толщины.
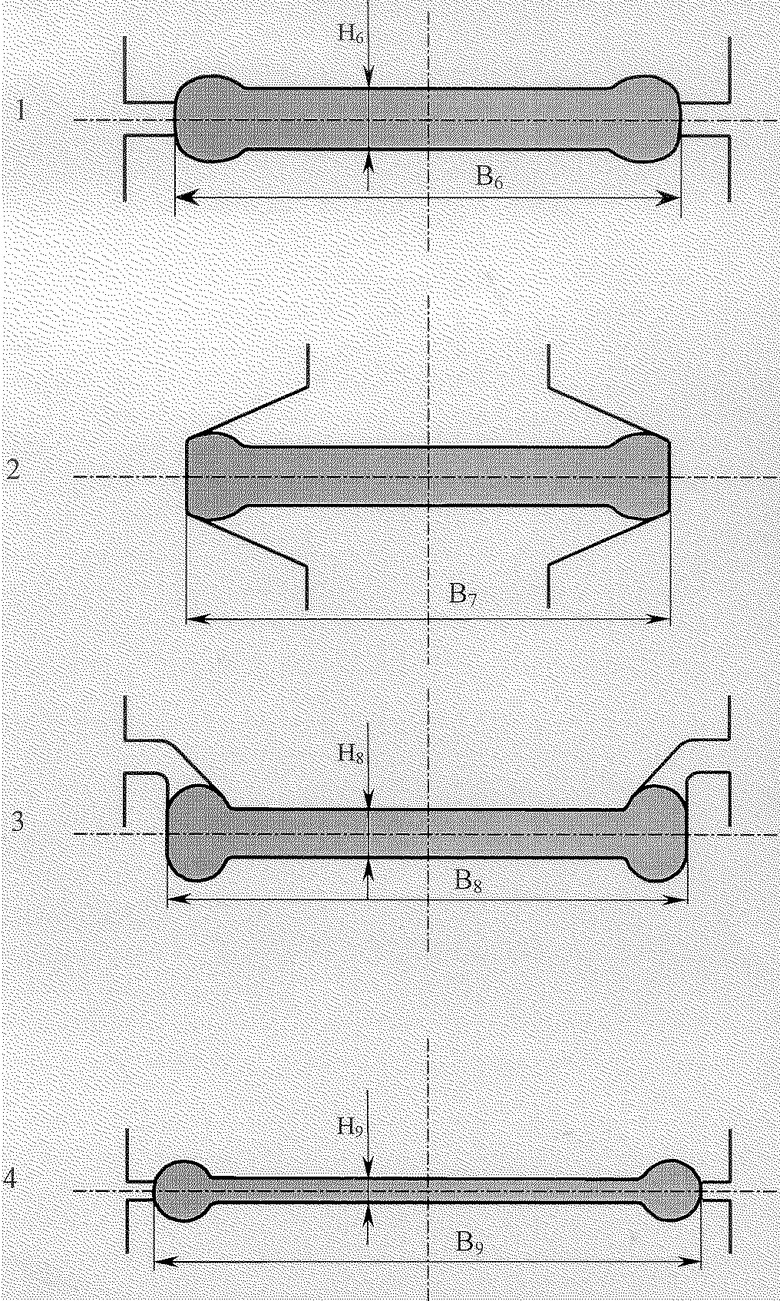
На чертеже показана последовательность изменения по проходам поперечного сечения полосы с круглыми утолщениями по кромкам при реализации предложенного способа: 1 - перед проходом в вертикальных валках с калибрами; 2 - после прохода в вертикальных валках с калибрами; 3 и 4 - после предчистового и чистового проходов в горизонтальных валках с калибрами.
Сущность изобретения состоит в следующем. Многопроходное обжатие в горизонтальных валках с калибрами, имеющими переменные катающие радиусы в местах, где расположены круглые утолщенные кромки, приводит к росту контактных скольжений в очаге деформации и повышенному износу калибров. Выходящая из валков полоса приобретает разноширинность, а на боковых кромках круглых утолщений образуются дефекты. Разноширинность полосы и дефекты боковых утолщений не устраняются полностью при прокатке в горизонтальных валках в предчистовом и чистовом проходах.
Дополнительное обжатие полосы по ширине в вертикальных валках с калибрами обеспечивает калибровку ее ширины перед заключительными предчистовым и чистовым проходами. Вертикальные валки эффективно "прорабатывают" боковые стороны круглых утолщений по кромкам и устраняют дефекты в виде мелких разрывов, заусенцев, лампасов.
При отношении ширины полосы к толщине, равном 15-19, обжатие ее по ширине на 1,2-2,2% полностью устраняет разноширинность и дефекты кромок без потери устойчивости полосы в калибре. За счет этого в последующих проходах в горизонтальных валках с калибрами формируется бездефектная полоса конечной толщины.
Калибрующий проход в вертикальных валках наиболее эффективен как можно ближе к последнему проходу, чтобы последующая прокатка в горизонтальных валках с калибрами не привела к нарастанию образования дефектов.
Экспериментально установлено, что при отношении ширины заготовки В6 к ее толщине Н6, равном В6/Н6= 15-19 (сечение 1 на чертеже), полоса с круглыми утолщениями по кромкам сохраняет поперечную устойчивость при деформировании. Это позволяет обжимать ее по ширине для устранения разноширинности и дефектов круглых утолщений по кромкам без искажений формы плоского полотна полосы. Если отношение B6/H6 будет более 19, то полоса с круглыми утолщениями по кромкам в процессе обжатия по ширине теряет устойчивость в калибре, что недопустимо. Проведение контрольного прохода в вертикальных валках на ранних стадиях прокатки, когда В6/Н6 менее 15, нецелесообразно, т.к. последующие проходы в горизонтальных валках с обжатием по толщине вновь приведут к накоплению разноширинности и дефектов по кромкам.
При степени обжатия в вертикальных валках с калибрами менее 1,2% не достигается полное устранение разноширинности и дефектов кромок круглых утолщений. Увеличение степени обжатия по толщине более 2,2% приводит к потере устойчивости в калибре полосы с круглыми утолщениями по кромкам.
Пример реализации способа
Исходную заготовку квадратного сечения 100х100 мм из стали марки 25 нагревают до температуры 1230oС и прокатывают на сортопрокатном стане 350 в горизонтальных валках с балочными калибрами закрытого типа с обжатиями по толщине и чередованием мест положения разъемов калибров.
После обжатия в 6-м проходе полоса приобретает форму поперечного сечения 1 (см. чертеж). При ширине полосы В6=138,4 мм и толщине Н6=8,2 мм отношение В6/Н6=138,4 мм/8,2 мм=16,83.
Затем в 7-м проходе полосу обжимают по ширине в вертикальных валках с калибром, в результате чего она приобретает сечение 2. Обжатие в 7-м проходе ведут с ширины В6=138,4 мм до ширины В7=136 мм. Таким образом, относительная величина обжатия ε7 составит
Выходящую из вертикальных валков полосу обжимают по толщине до H8=6,7 мм в 8-м проходе (предчистовой проход) в горизонтальных валках балочного типа, где происходит формирование поперечного сечения 3, ширина которого возрастает до B8=140 мм. Завершают прокатку полосы в 9-м проходе (чистовой проход) обжатием до конечной толщины Н9=5,6 мм в горизонтальных валках с открытым калибром, после которого полоса имеет ширину В9=140,95 мм (сечение 4).
Благодаря тому, что полоса в 7-м проходе была обжата по ширине на 1,7% в вертикальных валках с калибрами, после чистового прохода она характеризуется высокими показателями качества: минимальной разноширинностью, отсутствием искривлений, невыполнений профиля, лампасов и заусенцев на круглых утолщениях кромок.
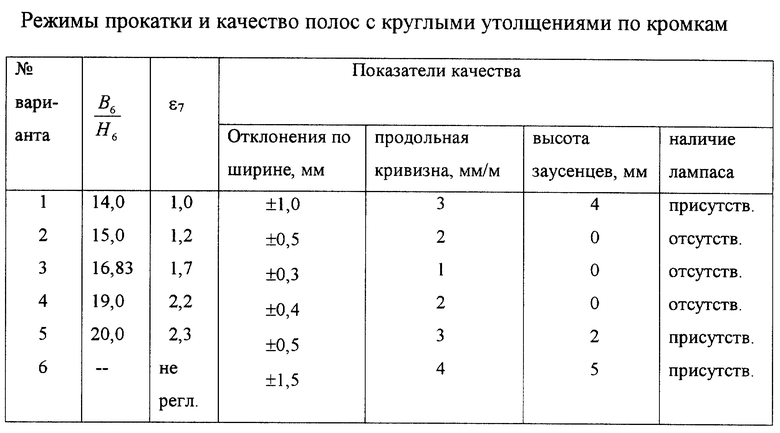
Варианты реализации способа и показатели их эффективности приведены в таблице.
Из таблицы следует, что в случаях реализации предложенного способа (варианты 2-4) достигается повышение качества полос с круглыми утолщениями кромок: отклонения по ширине и продольная кривизна минимальны, заусенцев и лампасов по кромкам нет.
При запредельных значениях заявленных параметров (варианты 1 и 5) качество полос ухудшается. Полосы, прокатанные в соответствии со способом-прототипом (вариант 6), характеризуются большой разноширинностью и продольной кривизной, имеют на боковых кромках заусенцы и лампасы.
Технико-экономические преимущества предложенного способа заключаются в том, что обжатие полосы по ширине в вертикальных валках с калибрами со степенью обжатия 1,2-2,2%, когда отношение ее ширины к толщине составляет 15-19, позволяет осуществить калибровку ее ширины перед заключительными проходами без потери устойчивости в вертикальном калибре, уменьшить продольную кривизну, исключить образование заусенцев и лампасов. Этим достигается повышение качества полос с круглыми утолщениями по кромкам.
В качестве базового объекта принят способ-прототип. Применение предложенного способа позволит повысить рентабельность производства полос с утолщениями по кромкам на 10-20%
Литературные источники, использованные при составлении описания изобретения
1. Н. Е. Скороходов и др. Калибровка сложных профилей (справочник). М., Металлургия, 1979 г., с.48-51.
2. Б.М. Илюкович и др. Прокатка и калибровка фасонных профилей. Справочник. М., Металлургия, 1989 г., с.188-190 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЖЕЛОБЧАТОЙ ПОЛОСЫ | 2000 |
|
RU2184629C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2004 |
|
RU2257970C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ ШЕСТИГРАННОЙ СТАЛИ | 2000 |
|
RU2184627C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНОГО УГЛОВОГО ПРОФИЛЯ | 2005 |
|
RU2287382C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 2000 |
|
RU2187391C1 |
Изобретение относится к прокатному производству и может быть использовано при получении полосовых профилей с круглыми утолщениями кромок и вертикальной осью симметрии, например заготовок дверных петель автомобилей. Способ включает многопроходное обжатие полосы по толщине в горизонтальных валах с калибрами. Техническая задача, решаемая изобретением, состоит в повышении качества полосы с круглыми утолщениями по кромкам. Для этого при достижении отношения ширины полосы к ее толщине, равного 15-19, полосу обжимают по ширине в вертикальных валках с калибрами со степенью обжатия 1,2-2,2%, после чего ее продолжают обжимать в горизонтальных валках с калибрами до конечной толщины. Изобретение обеспечивает уменьшение продольной кривизны, исключение образования заусенцев и лампасов. 1 табл., 1 ил.
Способ прокатки полосы с круглыми утолщениями по кромкам, включающий ее многопроходное обжатие по толщине в горизонтальных валках с калибрами, отличающийся тем, что при достижении отношения ширины полосы к ее толщине, равного 15-19, полосу обжимают по ширине в вертикальных валках с калибром со степенью обжатия 1,2-2,2%, после чего ее вновь обжимают в горизонтальных валках с калибрами до конечной толщины.
| ИЛЮКОВИЧ Б.М | |||
| и др | |||
| Прокатка и калибровка фасонных профилей | |||
| Справочник | |||
| - М.: Металлургия, 1989 г., с.188-190 | |||
| Способ прокатки несимметричных двутавровых профилей | 1978 |
|
SU764228A1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
