Изобретение относится к технологии производства слоистых пластиков и может быть использовано для изготовления антифрикционных изделий.
Известен способ изготовления антифрикционных изделий, заключающийся в подготовке несущей поверхности и фиксации на ней антифрикционной полимерной пленки (А.В.Чичинадзе. Полимеры в узлах трения машин и приборов. Машиностроение. М., 1980, с.23).
Недостатком этого способа является то, что в качестве несущей поверхности изделия используют бронзовую сетку, которая приводит к разрушению антифрикционной пленки при работе с динамическими нагрузками, что снижает надежность узла.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления антифрикционных изделий, заключающийся в нарезании на несущей поверхности изделий канавок и заполнения их жидкой полимерной композицией с последующим ее отверждением (патент RU 2047014 С1, кл. F 16 С 33/08, опубл. 27.10.1995).
Недостатком данного способа является недостаточная прочность соединения полимера с корпусом подшипника из-за слабой адгезии между полимером и металлическим корпусом подшипника.
Технической задачей, на решение которой направлено изобретение, является повышение долговечности антифрикционных изделий и упрощение технологии их изготовления.
Для решения указанной задачи в предлагаемом способе изготовления антифрикционных изделий нарезают на несущей поверхности изделий канавки и фиксируют к ней антифрикционную полимерную пленку путем запрессовки ее участков в канавки и заполняют оставшийся объем канавок жидкой полимерной композицией с последующим ее отверждением. Запрессовку производят путем раздачи антифрикционной полимерной пленки упругим элементом, который оставляют в канавке. Кроме того, в качестве упругого элемента используют предварительно сжатое металлическое разрезное кольцо.
Применение упругого элемента для запрессовки антифрикционной полимерной пленки путем ее раздачи в канавки повышает качество деформации участков пленки, копирования профиля канавки, что важно для крепления пленки. Последующее размещение в конструкции антифрикционного изделия упругого элемента повышает надежность крепления пленки независимо от старения полимерной композиции при длительной эксплуатации. Использование в качестве упругого элемента металлического разрезного кольца с предварительным сжатием упрощает технологию изготовления антифрикционных изделий (допускается изготовление канавок с менее сложным профилем, например, круглым, прямоугольным) и повышает долговечность узла крепления антифрикционной полимерной пленки в канавке за счет увеличения прочности металла по сравнению с прочностью полимерной композиции, применяемой в известном способе. Предварительное сжатие разрезного кольца обеспечивает необходимое усилие для крепления пленки к несущей поверхности даже после разрушения полимерной композиции (например, при динамических нагрузках).
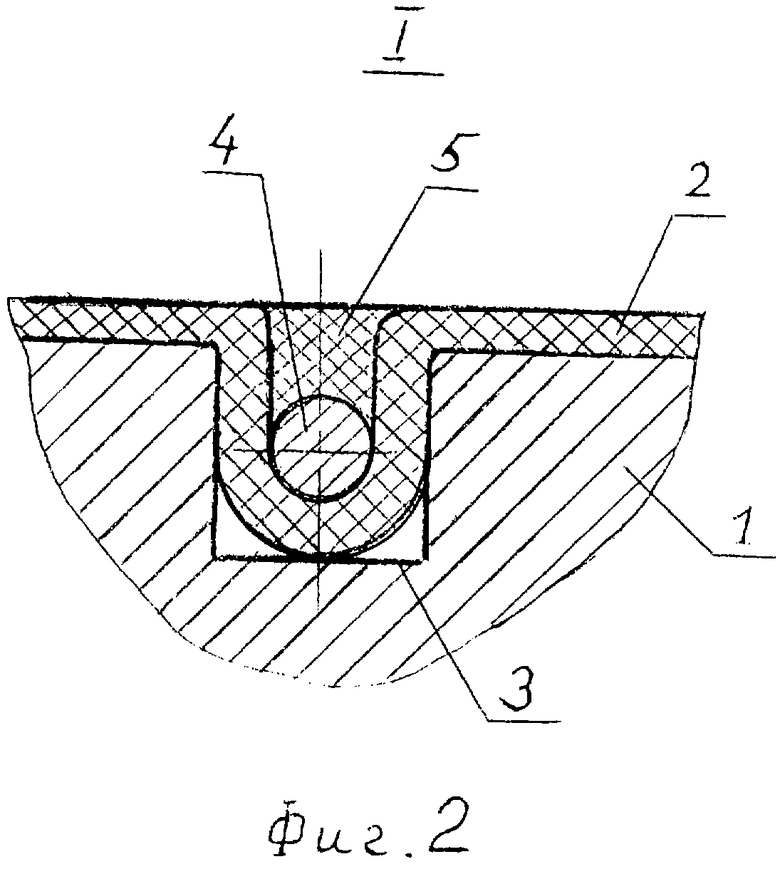
На фиг.1 изображен общий вид антифрикционного изделия - втулки с разрезом.
На фиг.2 приведен узел I на фиг.1 - вид канавки, заполненной антифрикционной полимерной пленкой, полимерной композицией и упругим элементом.
Для реализации способа используют, например, втулку 1 и антифрикционную полимерную пленку 2 из фторопласта с наполнителем из дисульфида молибдена или графита. При выборе материала втулки 1 можно использовать как металлы, так и полимерные композиции. На внутренней поверхности втулки 1 нарезают канавки 3, например, прямоугольного профиля (см. фиг.2). Затем на нее накладывают антифрикционную полимерную пленку 2 и запрессовывают ее участки в канавки 3. Запрессовку производят путем раздачи антифрикционной полимерной пленки упругим элементом, в качестве которого используют металлическое разрезное кольцо 4 с толщиной, не превышающей ширину и глубину канавок 3 (с учетом толщины полимерной пленки 2). При этом кольцо предварительно сжимают, а после установки оставляют его в канавке 3. Оставшуюся часть объема канавок 3 заполняют жидкой полимерной композицией 5 (например, эпоксидной смолой с наполнителем в виде графита или дисульфита молибдена) с последующим отверждением. Для повышения надежности крепления антифрикционной полимерной пленки 2 относительно втулки 1 сопрягаемые поверхности допускается обрабатывать клеевым составом.
В отличие от аналогов данный способ изготовления антифрикционных изделий позволяет повысить долговечность узлов трения за счет более надежной фиксации антифрикционной пленки относительно несущей поверхности основы, особенно при работе узлов трения с динамическими нагрузками, упростить технологию изготовления антифрикционных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2208725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2192962C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2002 |
|
RU2225543C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2207453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2167348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2200257C2 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2208724C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2001 |
|
RU2189904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2179512C1 |
Изобретение относится к технологии производства слоистых пластиков и может быть использовано для изготовления антифрикционных изделий. Способ изготовления антифрикционных изделий заключается в нарезании на несущей поверхности изделий канавок и фиксации к ней антифрикционной полимерной пленки путем запрессовки ее участков в канавки и заполнения оставшегося объема канавок жидкой полимерной композицией с последующим ее отверждением. Запрессовку производят путем раздачи антифрикционной полимерной пленки упругим элементом, который оставляют в канавке. Кроме того, в качестве упругого элемента используют предварительно сжатое металлическое разрезное кольцо. Данный способ позволяет повысить долговечность узлов трения за счет более надежной фиксации антифрикционной пленки относительно несущей поверхности основы, особенно при работе узлов трения с динамическими нагрузками, упростить технологию изготовления антифрикционных изделий. 1 з.п.ф-лы, 2 ил.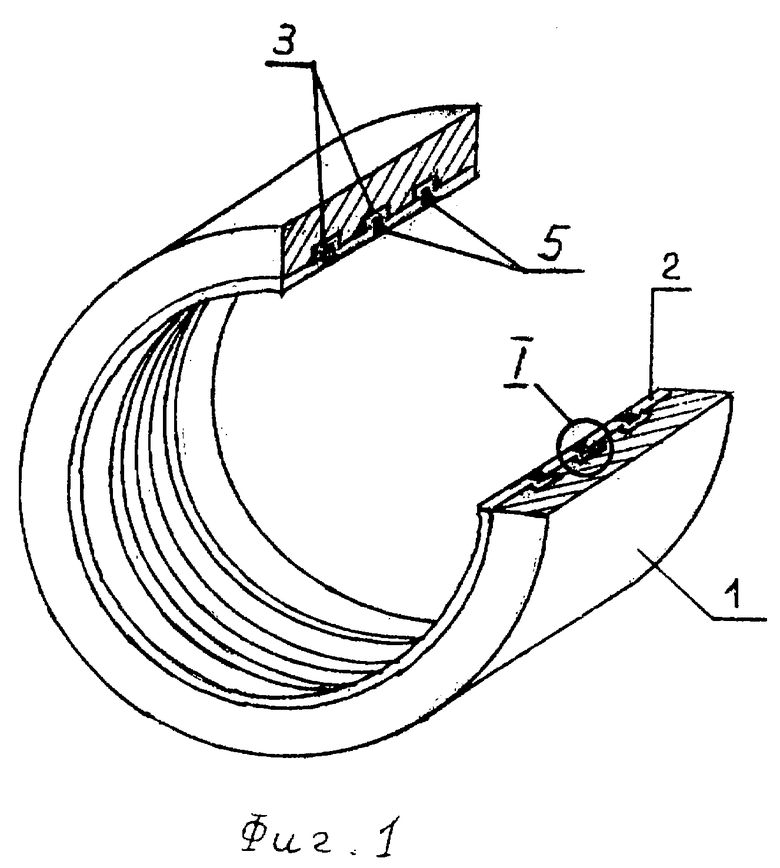
| СПОСОБ ЗАКРЕПЛЕНИЯ ПОЛИМЕРА НА МЕТАЛЛИЧЕСКОМ КОРПУСЕ ПОДШИПНИКА | 1988 |
|
RU2047014C1 |
| ЧИЧИНАДЗЕ А.В | |||
| Полимеры в узлах трения машин и приборов | |||
| - М.: Машиностроение, 1980, с.16-23 | |||
| Способ изготовления металлополимерных подшипников | 1986 |
|
SU1430631A1 |
| WO 8705674 С1, 24.09.1987. | |||
