Изобретение относится к области обработки металлов давлением, а именно к радиальной штамповке канавок, например, при производстве стержневых фильтрующих элементов топливных насосов.
Известен (см., например, а.с. SU 1484427 A1) штамп для радиальной штамповки звездочек, который содержит радиально расположенные пуансоны и снабжен прижимной плитой. Последняя во время штамповки жестко связывается посредством узла силового замыкания с обоймой, в которой размещены радиальные пуансоны.
Существенным недостатком известного устройства является то, что оно позволяет обрабатывать лишь плоские заготовки деталей с центральным отверстием. Радиальная же штамповка валов на нем невозможна.
Известно устройство для радиальной штамповки, являющееся прототипом предлагаемого решения (см., например, а.с. SU 1484430 A1), на котором возможно выдавливание канавок и шлицев на деталях типа валов.
Устройство содержит сепаратор с радиальными пазами, в которых размещены пуансоны, стакан с конической внутренней поверхностью с возможностью перемещения вдоль оси корпуса и взаимодействия с пуансонами. Для повышения качества изделий рабочие кромки пуансонов выполнены профильными.
Однако известное устройство также имеет существенные недостатки. Оно не обеспечивает возможность радиального выдавливания канавок, смещенных друг относительно друга по длине вала с шагом, неодинаковым в различных его сечениях.
Боковые стороны рабочих частей пуансонов выполнены в виде плоскостей. В связи с этим при радиальном выдавливании канавок и шлицев, имеющих малые окружные шаги, они не обеспечивают требуемую точность диаметральных размеров по длине вала.
Призматическая форма пуансонов, располагающихся в сепараторе, придает устройству низкую жесткость, что уменьшает точность окружного расположения выдавливаемых на валах канавок или шлицев.
Устройство имеет только один подпружиненный упор для установки заготовки, расположенный в неподвижной части устройства. Это уменьшает надежность работы его и позволяет выдавливать требуемые профили, расположенные только на одном конце заготовки; затрудняет выдавливание профилей на заготовках, изменяющих в процессе выдавливания свою длину в осевом направлении.
Обеспечить повышение качества получаемых изделий, надежность в работе и расширение технологических возможностей стало возможным, используя предлагаемое устройство, содержащее корпус, сепаратор с радиальными пазами, в которых размещены пуансоны с рабочим профилем на передней части, стакан с конической внутренней поверхностью, имеющий возможность перемещения вдоль оси, взаимодействуя с пуансонами и подпружиненные центры для установки заготовки, при этом рабочие профили пуансонов смещены вдоль оси корпуса в шахматном порядке относительно друг друга на величину, равную 0,2-0,5 их длины так, что шаги между ними в верхней и нижней частях имеют вдвое больший размер, чем в центральной части, а на боковых сторонах рабочей части по длине каждого из пуансонов непосредственно за рабочим профилем выполнены радиусные выкружки глубиной f=0,05-0,20 мм, причем радиус выкружки выбран из условия R=(1÷5)Н, где Н - высота рабочего профиля пуансона.
Пуансоны в плоскости, перпендикулярной оси корпуса, выполнены в форме секторов с установленными между ними подпружиненными буферами.
Подпружиненные центры для установки заготовки, расположены в его подвижной и неподвижной частях.
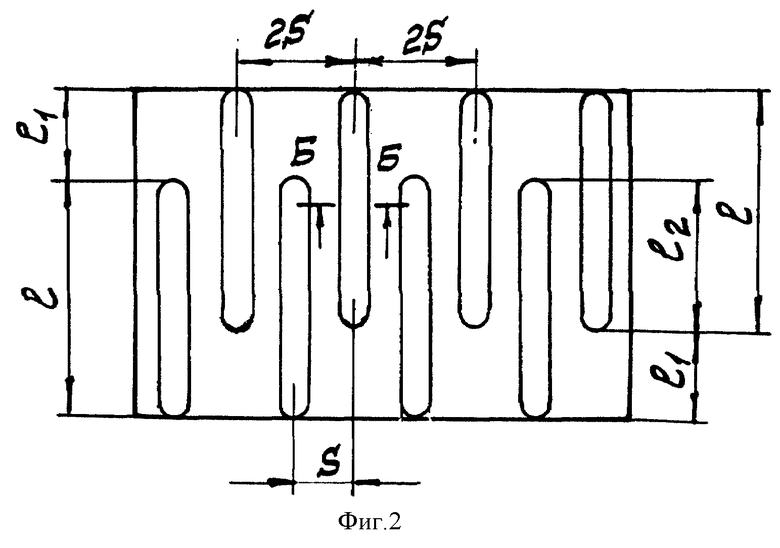
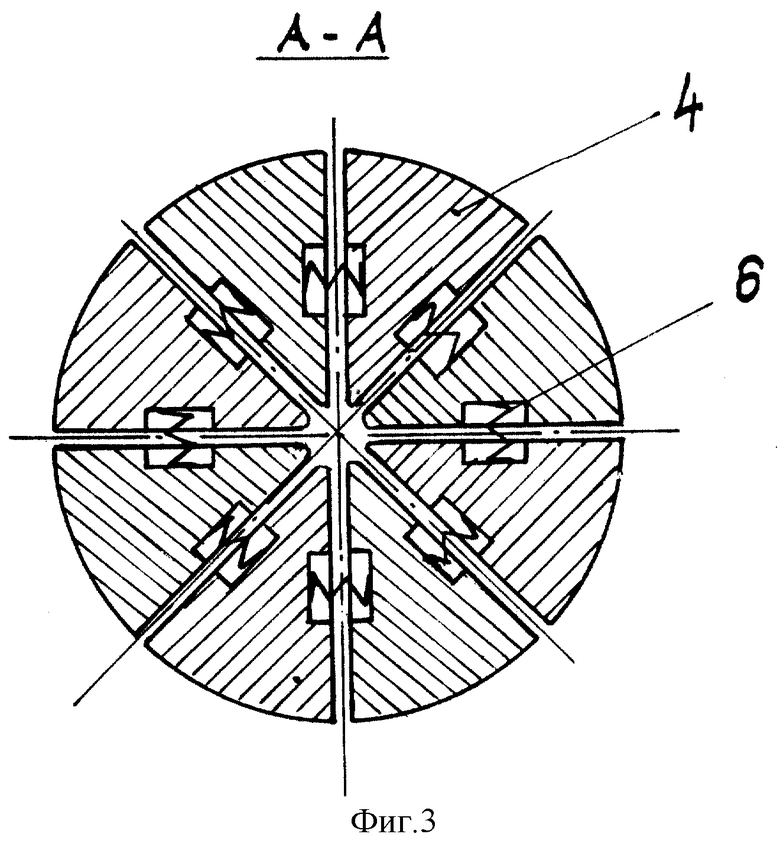
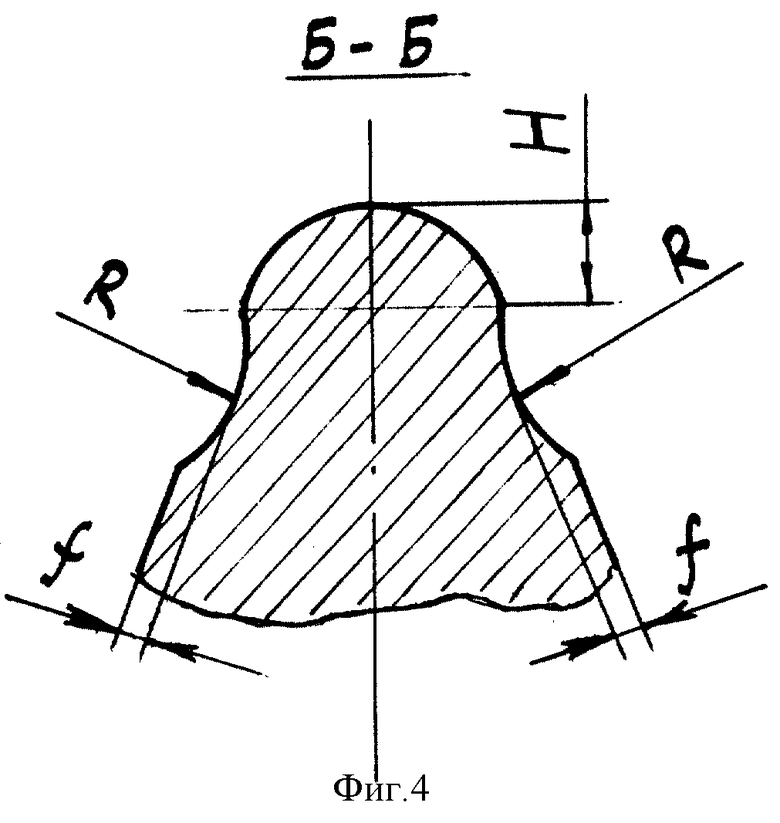
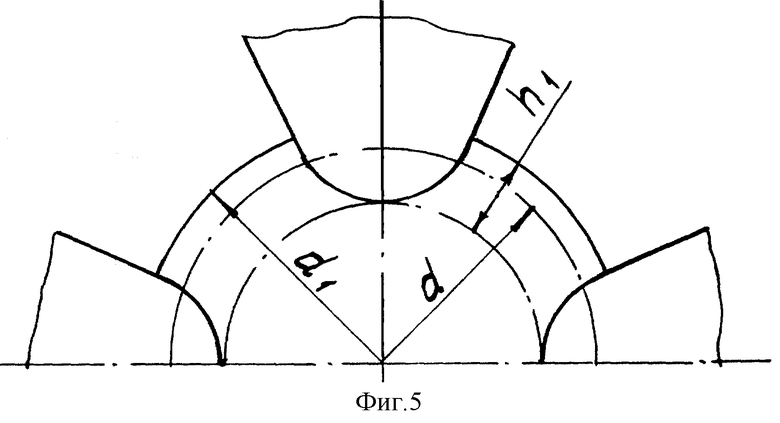
На фиг. 1 изображено устройство, разрез; на фиг.2 - развертка передних рабочих частей пуансонов; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б рабочей части пуансона на длине l2 на фиг.2; на фиг.5-7 - схемы радиального выдавливания металла рабочими частями пуансонов.
Устройство для радиальной штамповки продольных канавок на валах состоит из корпуса 1, устанавливаемого на неподвижной нижней плите 2. В корпусе размещен сепаратор 3, в радиальных пазах которого установлены пуансоны 4, на передней части которых выполнен рабочий профиль. Каждый из пуансонов отводится от заготовки пружинным буфером 5, радиально расположенным в сепараторе. В плоскости, перпендикулярной оси корпуса, пуансоны выполнены в виде секторов. Такая форма их обеспечивает в работе высокую жесткость устройства, что положительно сказывается на точностных параметрах изделия. Для улучшения центрирования и симметричности расположения пуансонов в средней части пуансонов выполнены выборки, в которых размещены пружинные буферы 6. К верхней подвижной плите 7 устройства крепится стакан 8, получающий возможность перемещения вдоль оси корпуса. Внутренняя поверхность стакана имеет коническую поверхность, которая контактирует с пуансонами 4. Заготовка 9 устанавливается в двух подпружиненных центрах: нижнем 10, размещенном в неподвижном корпусе 1 и сепараторе 3, и верхнем 11, размещенном в подвижной верхней плите 7 и стакане 8. Верхняя плита крепится к ползуну пресса с помощью хвостовика 12. Верхняя и нижняя плиты связаны между собой направляющими колонками, которые на разрезе не показаны.
Устройство работает следующим образом.
В нерабочем состоянии стакан 8 вместе с верхней плитой и ползуном пресса находятся в верхнем положении. Пуансоны 4 освобождены и под действием усилия пружинных буферов 5 одновременно отводятся от заготовки 9, прижимаясь своими затылочными частями к стенке сепаратора 3. Пружины нижнего 10 и верхнего 11 центров разжаты.
Для выдавливания канавок заготовка устанавливается между пуансонами на подпружиненном центре 10. Ползуну пресса сообщается рабочий ход вниз. Вместе с ползуном вниз перемещаются верхняя плита 7 и закрепленный на ней стакан 8, центр 11 фиксирует заготовку, а коническая внутренняя поверхность стакана, контактируя с пуансонами, перемещает их в радиальном направлении к заготовке 9, сжимая пружинные буферы 5. Одновременно пружинные буферы 6, размещенные в средней части пуансона 4, выбирают возможные зазоры между ними и равномерно размещают их по наружному диаметру заготовки. В процессе выдавливания канавок в заготовке, металл, вытесняемый пуансонами, идет как на увеличение наружного диаметра, так и удлинение заготовки, поэтому центры 10 и 11 выполнены с помощью пружин плавающими.
При обратном ходе ползуна стакан 8 с верхней плитой поднимаются вверх, освобождая пуансоны. При этом буферы 5 синхронно отводят все пуансоны от заготовки 9. Одновременно буферы 6 раздвигают пуансоны в стороны друг от друга, создавая им возможность свободного перемещения и уменьшения трения по их боковым соприкасающимся поверхностям.
Для возможности радиального выдавливания канавок, смещенных друг относительно друга вдоль оси заготовки, рабочие профили пуансонов длиною l смещены вдоль оси корпуса в шахматном порядке относительно друг друга на величину l1=(0,6-0,5)l. В результате этого шаги между ними в верхней и нижней частях устройства имеют вдвое больший размер 2S, чем в центральной его части длиною l2, где размер шага равен S.
При радиальном выдавливании канавок участками пуансонов на длине l1, когда они имеют увеличенные шаги 2S между собой, очаги деформации состоят из обособленных зон, примыкающих к рабочим профилям пуансонов. В результате этого металл течет как в радиальном, так и тангенциальном направлениях. Это приводит к увеличению диаметра заготовки с исходного d до диаметра d1 и к удлинению исходной длины заготовки.
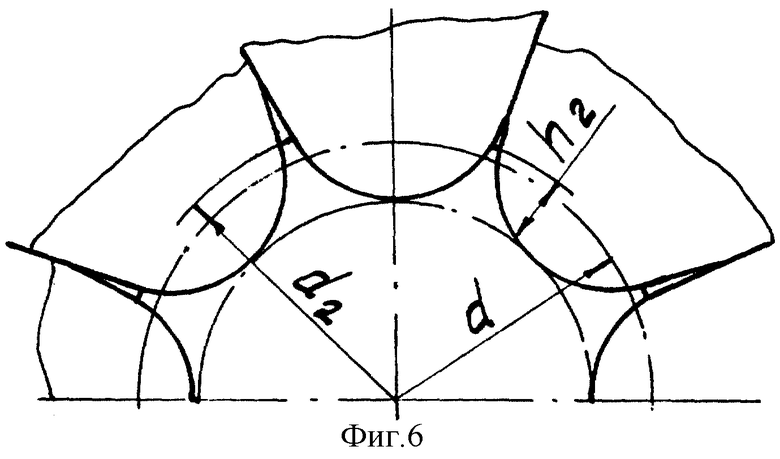
При выдавливании канавок центральными участками пуансонов на длине l2, когда они имеют уменьшенные вдвое шаги 2S между собой, течение металла происходит также в двух направлениях - радиальном и тангенциальном. Однако в отличие от участков, расположенных на длине l1, на центральном участке l2 металл в большей степени течет в направлении увеличения длины заготовки. Увеличение диаметра заготовки на этом участке происходит в значительно меньшей мере: с исходного d до d2. Объясняется это стесненными условиями течения металла в радиальном направлении из-за близко расположенных между собою рабочих профилей пуансонов. Течение металла в радиальном направлении как бы тормозится пуансонами, запирается ими.
В результате этого величины наружных диаметров изделия после операции выдавливания канавок будут разными на участках l1 и l2. На участках l1 наружный диаметр выдавленного изделия будет больше, чем на участке l2, d1>d2. Будет разной и высота выдавленного профиля канавки h1>h2. Это снижает точность и качество выдавленного изделия.
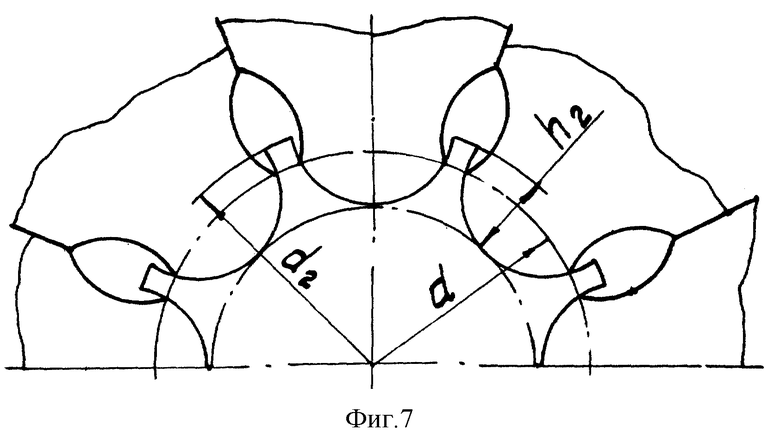
Для устранения этого недостатка на боковых сторонах рабочей части по высоте каждого из пуансонов непосредственно за рабочим профилем выполнены радиусные выкружки глубиной 0,05-0,2 мм, причем радиус выкружек выбран из условия R= (1-5)Н, где Н - высота рабочего профиля пуансона. Наличие радиусных выкружек снижает сопротивление и облегчает радиальное течение металла на участках l2 пуансонов, как бы раскрывая их.
В результате этого наружные диаметры и высоты выдавленных профилей изделия на участках l1 и l2 оказываются практически одинаковые d1=d2 и h1=h2. Это повышает точность и качество выдавленного изделия.
Таким образом, в отличие от известного, предлагаемое устройство обеспечивает:
- расширение технологических возможностей за счет решения проблемы радиального выдавливания канавок, смещенных относительно друг друга с шагом, изменяющимся по длине вала;
- повышение точности изготовления изделия по наружному диаметру и высоте выдавленного профиля;
- синхронный подвод и отвод всех пуансонов и равномерное размещение их по наружному диаметру заготовки, что повышает надежность работы устройства и обеспечивает получение канавок с высокой точностью расположения;
- исключение перекосов пуансонов в сепараторе при их перемещениях, что повышает их стойкость и надежность работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| Устройство для радиальной штамповки шлицев на валах | 1987 |
|
SU1484430A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ВЫДАВЛИВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2196019C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108882C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ПОЛЫХ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201310C2 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| ПУАНСОН ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 2003 |
|
RU2240200C1 |
Использование: при производстве стержневых фильтрующих элементов топливных насосов методом радиальной штамповки. Сущность: рабочие профили пуансонов смещены вдоль оси в шахматном порядке относительно друг друга так, что шаги между ними в верхней и нижней частях имеют вдвое больший размер, чем в центральной части. По длине каждого пуансона на боковых сторонах рабочей части выполнены радиусные выкружки, снижающие сопротивление течению металла в радиальном направлении. Для повышения жесткости устройства пуансоны выполнены в форме секторов с установленными между ними пружинными буферами. Повышается надежность устройства и качество изделий за счет повышения жесткости устройства. 2 з.п.ф-лы, 7 ил.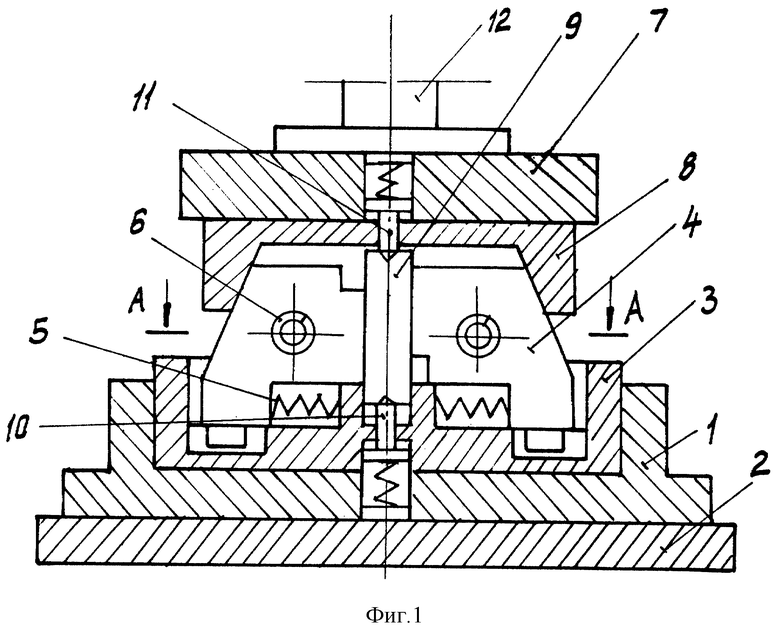
| Устройство для радиальной штамповки шлицев на валах | 1987 |
|
SU1484430A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| 0 |
|
SU87129A1 | |
| US 3504903, 07.04.1970 | |||
| US 5072620 А, 17.12.1991. | |||

