(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ХОЛОДНОТВЕРДЕЮЩИХ СМЕСЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стержней из холоднотвердеющих смесей | 1975 |
|
SU516461A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Линия для изготовления стержней | 1979 |
|
SU835599A1 |
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Линия для изготовления литейных стержней | 1978 |
|
SU749542A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
| Линия для изготовления литейных стержней | 1990 |
|
SU1722682A1 |
| Линия изготовления стержней | 1987 |
|
SU1452640A1 |
| Перегрузочное устройство для изде-лий | 1979 |
|
SU816897A1 |
| Комплексная автоматизированная линия для изготовления стержней из холоднотвердеющих смесей | 1986 |
|
SU1435377A1 |
I
Изобретение относится к литейному производству, в частности к оборудованию для изготовления стержней.
Известна линия для изготовления стержней из холоднотвердеющих смесей, включающая смеситель, встряхивающий стол, кантователь и транспортные средства, выполненные в виде монорельса с талью, связанного с ленточным транспортером подачи пустых стержневых ящиков, примыкающим через гравитационный рольганг к столу поворота стержневых ящиков, к смесителю и встряхивающему столу, снабженному цепным реверсивным транспортером, поворотного стола, переходного рольганга и ленточного транс-портера твердения стержней, расположенного параллельно с ленточным транспортером пустых стержневых ящиков и связанного через гравитационный рольганг, кантователь и поворотный стол с ленточным транспортером готовых стержней, установленным перпендикулярно ленточным транспортерам 1.
Однако эта линия для отделения стержневых ящиков от готовых стержней не производительна и требует рабочего.
Цель изобретения - повыщение производительности путем совмещения транспортных операций с технологическими.
Цель достигается тем, что линия снабжена манипулятором стержневых ящиков, установленным между ленточным транспортером для готовых стержней и транспортером для пустых стержневых ящиков, причем манипулятор снабжен приводом поворота стержневых ящиков на 180°, выполненным в виде реечного механизма.
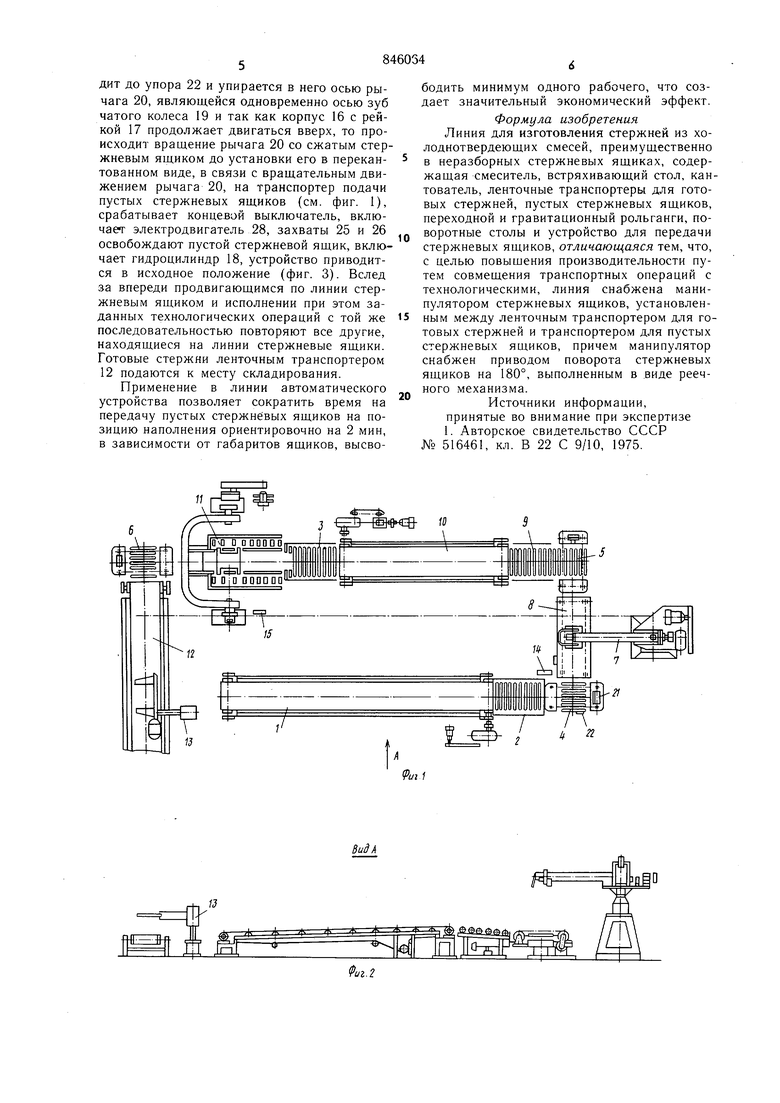
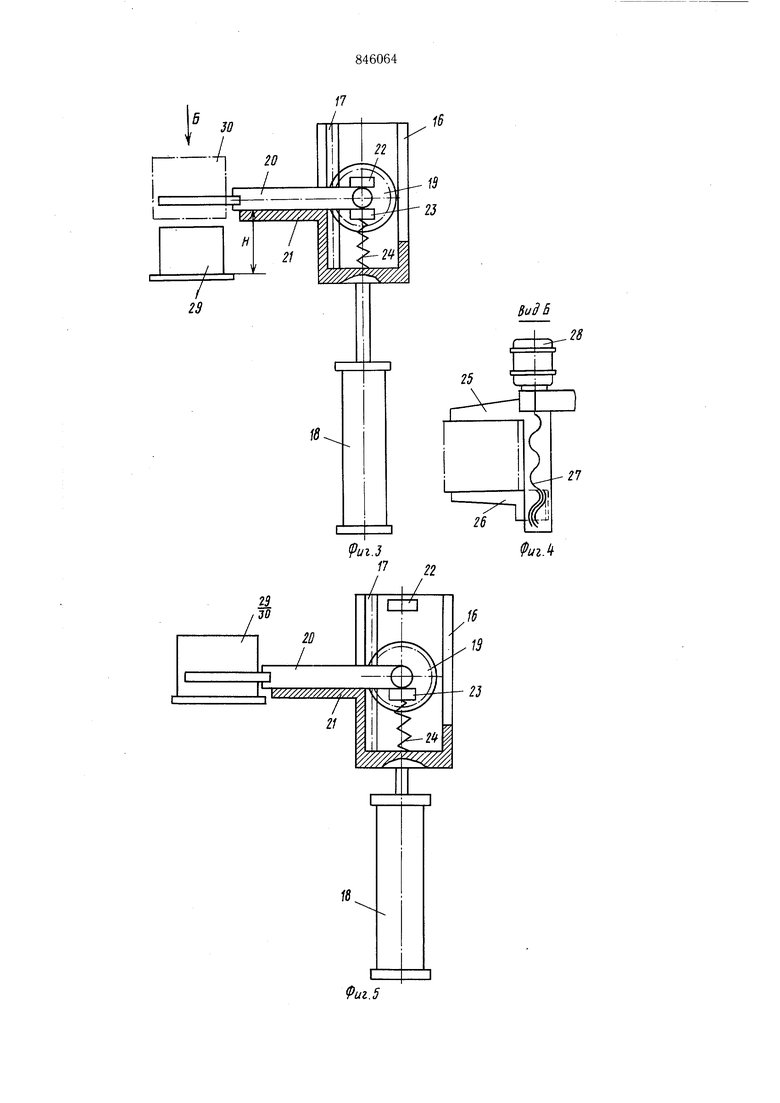
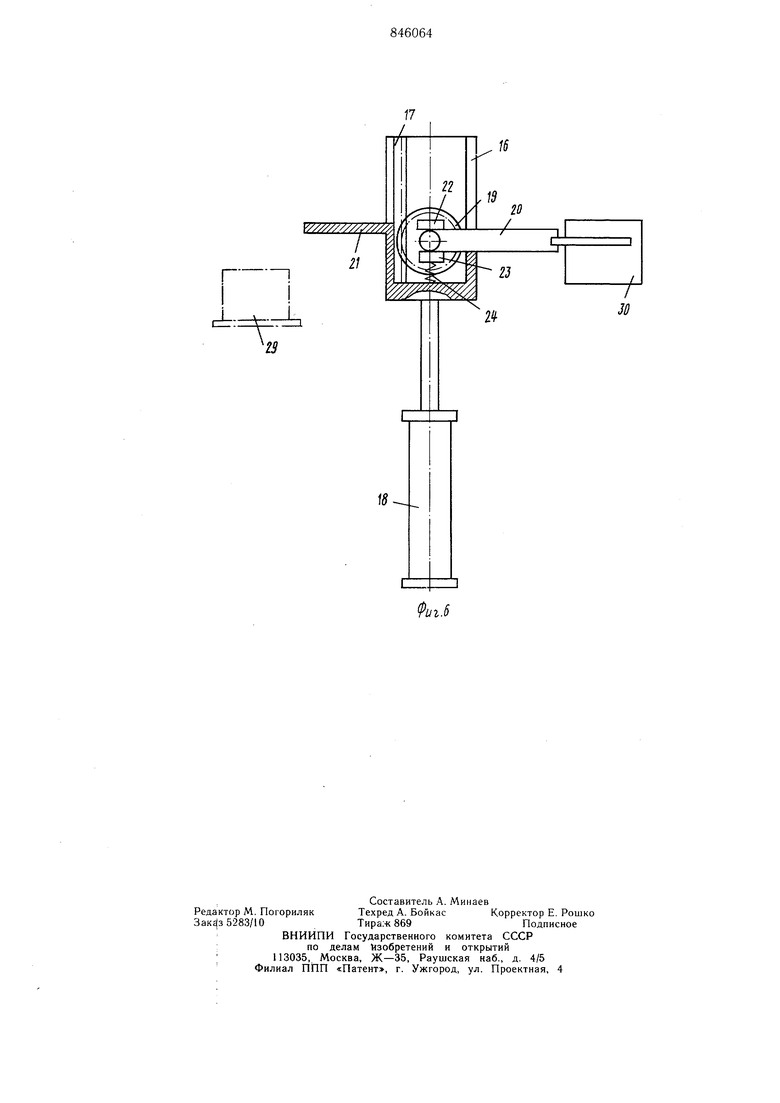
На фиг. 1 схематически изображена пред10лагаемая линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство в исходном положении (стержневой ящик подан к устройству); на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - устройство при зажатом 15 стержневом ящике; на фиг. 6 - устройство при установке кантованного стержневого ящика на транспортер подачи пустых стержневых ящиков.
Линия состоит из ленточного транспортера 1 пустых стержневых ящиков, грави20тационных рольгангов 2 и 3 с выдвижными упорами, подающих или отсекающих очередной ящик на последующую позицию, поворотных столов 4-6 предназначенных для изменения направления движения стержневых ящиков под углом 90°, смесителя 7 для наполнения стержневых ящиков смесью, встряхивающего стола 8 для уплотнения смеси и передачи наполненного ящика на следующую позицию, переходного рольганга 9, ленточного транспортера 10 твердеющих стержней, длина и скорость которого рассчитаны на обеспечение полного отверждения смеси в стержневом ящике до кантовки, кантователя 11, реверсивного ленточного транспортера 12 готовых стержней, манипулятора 13 для отделения стержневых ящиков от стержней и транспортировки их с транспортера 12 на транспортер 1 с кантовкой, пульта 14 управления, управляющего ленточным транспортером 1, гравитационным рольГангом 2, поворотным столом 4, встряхивающим столом 8 и пульта 15 управления, управляющего гравитационным рольгангом 3, кантователем 11 и ленточным транспортером 12. Устройство состоит из корпуса 16 (см. фиг. 3, 5, 6) с вмонтированной в него зубчатой рейкой 17, гидроцилиндра 18, придающего корпусу возвратно-поступательное движение, зубчатого колеса 19, рычага 20, жестко связанного с зубчатым колесом, опоры 21 корпуса 16, поддерживающей рычаг в горизоптальном положении, упора 22, не связанного с корпусом 16, упора 23,соприкасающегося с осью колеса 19 в связи с усилием пружины 24, неподвижного захвата 25, подвижного захвата 26, винта 27 передачи, сообщающей захвату 26 возвратнопоступательное движение, электродвигателя 28, вращающего винт 27 передачи, стержневой ящик 29 со стержнем, пустой стержневой ящик 30. Линия работает следующим образом. Пустые стержневые ящики располагаются в произвольной последовательности на ленточном транспортере 1 (независимо от их конструкции, габаритов, материала), где производится подготовка их к заполнению смесью. Стоящий впереди пустой ящик транспортером подается на гравитационный рольганг 2, где останавливается упором. Для подачи стержневого ящика на позицию заполнения, при помощи общей нефиксированной кнопки на пульте 14 управления, устанавливается упор гравитационного рольганга и одновременно включается цепной транспортер поворотного стола 4. Ящик скатывается по гравитационному рольгангу 2 и цепями поворотного стола подается до ограничителя в крайнее правое положение. Конечный выключатель поворотного стола при этом выключает цепи и дает команду на подъем упора гравитационного рольганга в исходное положение для приема на эту позицию следующего стержневого ящика. Нажатием нефиксированной общей кнопки на том же пульте 14 управления поднимается рольганг поворотного стола и одновременно включаются цепные транспортеры встряхивающего стола 8 и поворотного стола о для провижения первого ящика на с;гедующую озицию заполнения смесью. Ящик цепями одается под смеситель, наполняется смесью при встряхивании и после повторного нажаия той же кнопки ящик перемещается на поворотный стол 5 (по конструкции и назначению аналогичен поворотному столу 4). ойдя до ограничителя, заполненный стержневой ящик нажимает на конечный выключатель, который останавливает цепи и дает команду на подъем рольганга поворотного стола 5. Стержневой ящик со стержнем, скаываясь с поворотного стола о по переходному рольгангу 9, попадает на ленточный транспортер 10, где накрывается легким фанерным щитом. Ленточный транспортер 10 рабоает непрерывно. С него заполненный стержневой смесью ящик скатывается на гравиационный рольганг 3 до упора. К этому времени стержень в ящике затвердевает. Если кантователь 11 свободен, упор гравитационного рольганга 3 устанавливается (кнопкой на пульте 15 управления) и ящик скатывается в кантователь, зажимается и кантуется. В конце кантовки конечный выключатель кантователя дает команду на выключение цепного транспортера поворотного стола 6 и перекантованный ящик со стержнем скатывается из кантователя на поворотный стол 6 и далее цепями подается до ограничителя. Конечный выключатель стола б останавливает цепи. Нажатием общей нефиксированной кнопки на пульте 15 управления, одновременно включаются подъем рольганга стола 6 и ленточный транспортер 12. Стержневой ящик при этом подается под автоматически действующий манипулятор 13, находящийся в ис.ходном положении (см. фиг. 3), рыча|- 20 с захватами 25 и 26 приподняты на высоту Н, несколько большую высоты ящика со стержнем и подойдя под неподвижный захват нажимает на концевой выключатель, останавливает транспортер 12 (см. фиг. 1) со стержневым япдиком и включает гидроиилиндр 18, который отпускает вниз корпус 16 с рычагом 20, концевым выклрочателем включается электродвигатель 28, приводится в действие винтовая пара 27 и захватом 26 стержневой ящик прижимается к захвату 25, происходит сжатие ящика (см. фиг. 4). При этом, величина усилия сжатия определяется ограничительной муфтой (не показана). Ограничительная муфта при срабатывании воздействует на концевой выключатель и подает команду гидроцилиндру 18, который поднимает корпус 16 вместе с рычагом 20 и зажатым стержневым на высоту //, необходимую для отделения стержневого яп1ика от стержня, надежному отделению способствует вибратор, установленный на рычаге 20 (не показан). Удерживаемый опорой 21 и упоро.м 23 с пружиной 24 в горизонтальном положении, рычаг 20 доходит до упора 22 и упирается в него осью рычага 20, являющейся одновременно осью зуб чатого колеса 19 и так как корпус 16 с рейкой 17 продолжает двигаться вверх, то происходит вращение рычага 20 со сжатым стержневым ящиком до установки его в перекантованном виде, в связи с вращательным движением рычага 20, на транспортер подачи пустых стержневых ящиков (см. фиг. 1), срабатывает концевой выключатель, включает электродвигатель 28, захваты 25 и 26 освобождают пустой стержневой ящик, включает гидроцилиндр 18, устройство приводится в исходное положение (фиг. 3). Вслед за впереди продвигающимся по линии стержневым ящиком и исполнении при этом заданных технологических операций с той же последовательностью повторяют все другие, находящиеся на линии стержневые ящики. Готовые стержни ленточным транспортером 12 подаются к месту складирования.
Применение в линии автоматического устройства позволяет сократить время на передачу пустых стержневых ящиков на позицию наполнения ориентировочно на 2 мин, в завислмости от габаритов ящиков, высвободить минимум одного рабочего, что создает значительный экономический эффект.
Формула изобретения Линия для изготовления стержней из холоднотвердеющих смесей, преимущественно в неразборных стержневых ящиках, содержащая смеситель, встряхивающий стол, кантователь, ленточные транспортеры для готовых стержней, пустых стержневых ящиков, переходной и гравитационный рольганги, поворотные СТОЛЬ и устройство для передачи стержневых ящиков, отличающаяся тем, что, с целью повышения производительности путем совмещения транспортных операций с технологическими, линия снабжена манипулятором стержневых ящиков, установленным между ленточным транспортером для готовых стержней и транспортером для пустых стержневых ящиков, причем манипулятор снабжен приводом поворота стержневых ящиков на 180°, выполненным в виде реечного механизма.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 516461, кл. В 22 С 9/10, 1975.
Г
i::
