дачи пустых стержневых ящиков и расположенного над ним приводного рольганга твердения стержней примыкающих с одного конца к столу для опускания стержневых ящиков, с другого - к столу для подъема стержневых ящиков и соединенных через кантователь и протяжной стол с приводным рольгангом подачи драйеров со стержнями, который через стол опускания драйеров с одного конца рольганга и подъемный стол передачи драйеров с другого конца связан с гравитационным рольгангом возврата драйеров.
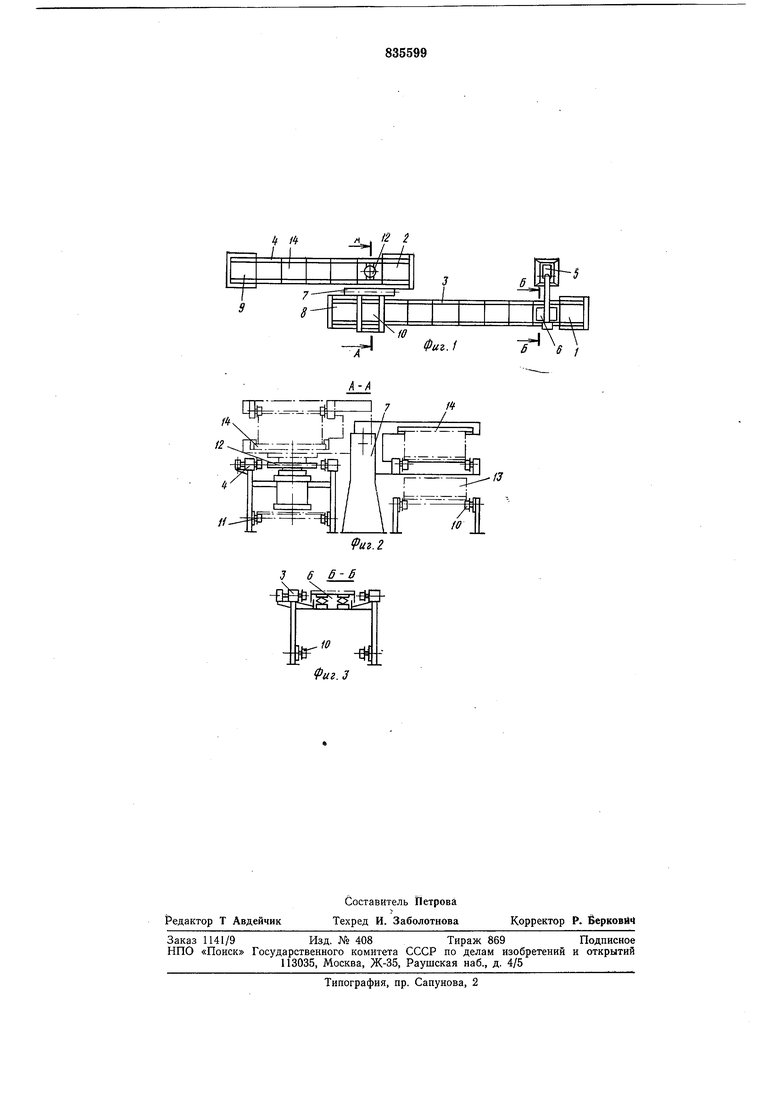
На фиг. 1 показана линия в плане, а на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Линия состоит из стоЛа подъема пустых стержневых ящиков 1 и подъемного стола 2 передачи драйеров на приводной рольганг примыкающих соответственно к приводному рольгангу твердения стержней 3 и приводному рольгангу 4 подачи драйеров смесителя непрерывного действия 5, вибростола 6, вмонтированного в раму приводного рольганга 3, кантователя 7, связывающего приводные рольганги 3 и 4, стола 8 опускания стержневых ящиков и стола 9 опускания драйеров, примыкающих соответственно к гравитационному рольгангу 10 подачи пустых стержневых ящиков и гравитационному рольгангу 11 драйеров, расположенных под приводными рольгангами 3 и 4. На приводном рольганге 4 драйеров установлен протяжной стол 12.
Работа на линии происходит в автоматическом режиме и осуществляется следующим образом. Пустой стержневой ящик 13 из гравитационного рольганга 10 передается на подъемный стол 1, при помощи которого пустой стержневой ящик 13 поднимается до уровня приводного рольганга 3 и передается на вибростол 6. Из смесителя 5 смесь подается и заполняет стержневой ящик 13.
После заполнения стержневого ящика смесью и ее уплотнения он передается на приводной рольганг 3, где происходит затвердевание смеси. С приводного рольганга 3 стержневой ящик передается на кантователь 7, где производится накладывание драйера 14, кантовка стержневого ящика, установка драйера со стержнем на протяж-. ной стол 12, который при опускании производит протяжку стержня, то есть выемку из стержневого ящика и установку драйера со стержнем на приводной рольганг 4.
Кантователь 7 возвращается в исходное состояние и после этого передает стержневой ящик на стол 8 опускания стержневых ящиков, при помощи которого стержневой
ящик передается на гравитационный рольганг 10.
Стержень на драйере 14 по приводному рольгангу 4 передается в свободную зону, где он снимается и передается на участок
сборки форм, а драйер перемещается на стол 9 опускания драйеров, при помощи которого драйер опускается до уровня гравитационного рольганга 11 и передается со стола на него. После чего цикл повторяется.
Внедрениелинии в литейных цехах позволит значительно сократить площади цеха, занятого оборудованием, сократить численность работников и повысить качество отливок.
Формула изобретения
Линия для изготовления стержней, преимущественно из холоднотвердеющих смесей, содержащая смеситель, вибростол, кантователь, протяжной стол и столы для подъема и опускания стержневых ящиков и драйеров, соединенные транспортными средствами, отличающаяся тем, что,
с целью уменьшения габаритов линии, транспортные средства выполнены в виде установленных в технологической последовательности гравитационного рольганга подачи пустых стержневых ящиков и расположенного над ним приводного рольганга твердения стержней, примыкающих с одного конца к столу для опускания стержневых ящиков, с другого - к столу для подъема стержневых ящиков и соединенных через кантователь и протяжной стол с приводным рольгангом подачи драйеров со стержнями, который через стол опускания драйеров с одного конца рольганга и подъемный стол передачи драйеров с другого
конца связаны с гравитационным рольгангом возврата драйеров.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 516461 кл. В 22С 9/10, 1975.
2.Серебряков В. В., Фишкин Ю. Е. Типовые технологические процессы и.комплекты типового оборудования для изготовления стержней из холоднотвердеющих смесей, брошюра «Технология производства. Научная организация труда и управления 1977 вып; 2, стр. 4 (прототип).
if 
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1990 |
|
SU1726122A1 |
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Линия для изготовления литейных стержней | 1978 |
|
SU749542A1 |
| Комплексная автоматизированная линия для изготовления стержней из холоднотвердеющих смесей | 1986 |
|
SU1435377A1 |
| Линия для изготовления стержней из холоднотвердеющих смесей | 1975 |
|
SU516461A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Линия для изготовления литейных стержней | 1981 |
|
SU1013087A1 |
J 5 B- б
10
-p -m
Фиг.З
