Стенд для контроля точности контурных перемещений промышленного робота относится к измерительной технике и может быть использован для проверки параметров контурного движения роботов таких, как точность, повторяемость, вибрация.
Известно много устройств для измерения и контроля различных параметров промышленного оборудования, например вибрации. Одним из них является устройство вибродиагностики по а. с. СССР 1099219, МПК G 01 M 7/00, содержащее размещенные по трем ортогональным осям на объекте диагностирования пьезопреобразователи, подключенные к ним согласующие усилители, электронный коммутатор, аналого-цифровой преобразователь и дисплей.
Недостатком известного устройства является невозможность его применения для диагностики промышленных роботов, так как размещаемые на объекте диагностирования пьезопреобразователи не позволяют определять начальное положение объекта в декартовой системе координат вследствие чего невозможно дальнейшее определение отклонений запрограммированной траектории робота от реальной.
Наиболее близким по технической сущности к заявленному техническому решению является устройство контроля точности контурных перемещений робота по а.с. СССР 1481060, МПК B 25 J 19/00, 11/00, содержащее основание, измерительную головку, установленную с возможностью перемещения с помощью проверяемого робота, эталон с системой фиксации, три датчика линейных перемещений, два из которых установлены на измерительной головке, а третий - на эталоне, и регистрирующую аппаратуру, связанную с датчиками.
К недостаткам известного устройства относятся низкая точность измерений, обусловленная невозможностью измерений отклонения запрограммированной траектории робота по всем трем координатам, так как в измерительной головке располагаются только два датчика линейных перемещений (датчик, установленный на эталоне, способен измерять только точность прихода робота в конечную точку траектории), а также низкая производительность труда, так как достаточно полное исследование робота на точность контурных перемещений с помощью известного устройства потребует многократных измерений при различных положениях эталона.
Создание данного изобретения направлено на повышение точности измерений и увеличение производительности труда. Для этого стенд для контроля точности контурных перемещений промышленного робота, содержащий технологическое основание, эталон, три датчика линейных перемещений и связанную с ними регистрирующую аппаратуру, снабжен опорной стойкой. Регистрирующая аппаратура выполнена в виде персонального компьютера, снабженного встроенным аналого-цифровым преобразователем, который подключают непосредственно к датчикам линейных перемещений. При этом датчики установлены на опорной стойке таким образом, что ось чувствительности каждого из них сориентирована по одной из осей декартовой системы координат. Эталон выполнен с контактной частью в виде шарика, устанавливаемой с возможностью взаимодействия с датчиками линейных перемещений.
На чертеже схематично изображен заявляемый стенд вместе с контролируемым промышленным роботом.
Стенд для контроля точности контурных перемещений промышленного робота содержит технологическое основание 1, три датчика 2,3 и 4 линейных перемещений, опорную стойку 5, эталон 6 и регистрирующую аппаратуру, выполненную в виде персонального компьютера 7, оснащенного встроенным аналого-цифровым преобразователем 8. Датчики 2, 3 и 4 размещены на опорной стойке 5 таким образом, что ось чувствительности каждого из них сориентирована по одной из осей X, Y, Z декартовой системы координат и подключены к аналого-цифровому преобразователю 8, встроенному в персональный компьютер 7. Эталон 6 имеет контактную часть в виде шарика 9, устанавливаемого с возможностью взаимодействия с датчиками 2,3 и 4 линейных перемещений. Позициями 10 и 11 обозначены манипулятор контролируемого промышленного робота и его система управления соответственно.
Стенд работает следующим образом.
Замеряемый манипулятор 10 робота устанавливается на технологическое основание 1. На фланце последнего звена манипулятора 10 закрепляется эталон 6, геометрические параметры которого вносятся в систему управления 11 робота. На конце эталона 6 находится шарик 9, центр которого для системы управления 11 робота является конечной точкой инструмента. Для проведения измерения в системе управления 11 робота находится программа, по которой робот подводит эталон 6 в точку замера. Точкой замера является точка пересечения осей чувствительности трех датчиков линейных перемещений 2, 3 и 4, закрепленных ортогонально друг другу на опорной стойке 5. Стойка 5 с датчиками 2, 3 и 4 сориентирована относительно технологического основания 1 таким образом, что оси чувствительности каждого из датчиков 2, 3 и 4, сориентированные по одной из осей X, Y, Z декартовой системы координат, сонаправлены с осями декартовой системы координат манипулятора 10 робота, установленного на основании 1. Запоминаются текущие показания датчиков 2, 3 и 4. После этого робот начинает отрабатывать программу контурного перемещения. По этой программе происходит изменение ориентации эталона 6 в пространстве без изменения положения центра шарика 9. Изменение ориентации происходит вокруг всех трех осей X, Y, Z декартовой системы координат робота, на максимально возможные углы, обусловленные кинематической схемой манипулятора 10. В идеальном случае, при таком характере контурного движения, конечная точка инструмента робота (центра шарика 9) должна оставаться неподвижной в пространстве, на практике существуют отклонения конечной точки от заданных координат.
Снятие отклонений центра шарика 9 от программно-заданных декартовых координат X, Y, Z производится с помощью трех датчиков 2, 3 и 4, сигналы с которых через аналого-цифровой преобразователь 8 передаются в системный блок компьютера 7, программное обеспечение которого производит обработку поступающих сигналов и вычисление отклонений центра шарика 9, результаты которого отражают точность контурных перемещений промышленного робота.
Таким образом, данный стенд обладает рядом преимуществ. Расположение трех датчиков на опорной стойке таким образом, что их оси чувствительности ортогональны друг другу и сонаправленны с осями декартовой системы координат робота позволяет точно измерять отклонения реальной траектории робота от запрограммированной строго по всем трем осям X, Y, Z декартовой системы координат робота. Контроль точности контурных перемещений робота путем замера отклонений положения центра шарика эталона от заданных декартовых координат при изменении его ориентации дает однозначный ответ о способности робота точно воспроизводить запрограммированные контурные траектории.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2003 |
|
RU2252862C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2011 |
|
RU2472612C1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ГИБКОГО МАНИПУЛЯТОРА | 2019 |
|
RU2721769C1 |
| Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота | 2016 |
|
RU2641604C1 |
| СПОСОБ КОНТРОЛЯ СИСТЕМЫ ОХЛАЖДЕНИЯ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2696067C1 |
| Способ контроля точности контурных перемещений робота и устройство для его осуществления | 1987 |
|
SU1481060A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТВЭЛ | 1998 |
|
RU2154315C2 |
| Стенд для испытаний манипуляторов | 1983 |
|
SU1135638A1 |
| СПОСОБ МАССАЖА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145833C1 |
Изобретение относится к измерительной технике и может быть использовано для проверки параметров контурного движения роботов таких, как точность, повторяемость, вибрация. Стенд содержит технологическое основание, эталон, три датчика линейных перемещений, связанную с ними регистрирующую аппаратуру и опорную стойку. Регистрирующая аппаратура выполнена в виде персонального компьютера, оснащенного встроенным аналого-цифровым преобразователем, который подключают к упомянутым датчикам. Датчики установлены на опорной стойке таким образом, что ось чувствительности каждого из них сориентирована по одной из осей декартовой системы координат. При этом эталон выполнен с контактной частью в виде шарика, устанавливаемой с возможностью взаимодействия с датчиками линейных перемещений. Изобретение позволит повысить точно измерять отклонения реальной траектории робота от запрограммированной. 1 ил.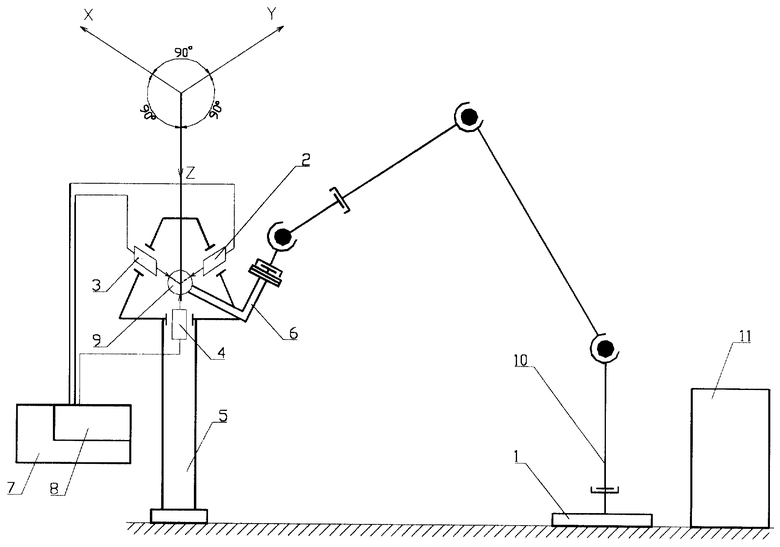
Стенд для контроля точности контурных перемещений промышленного робота, содержащий технологическое основание, эталон, три датчика линейных перемещений и связанную с ними регистрирующую аппаратуру, отличающийся тем, что он снабжен опорной стойкой, а регистрирующая аппаратура выполнена в виде персонального компьютера, оснащенного встроенным аналого-цифровым преобразователем, подключаемым к упомянутым датчикам, которые установлены на опорной стойке таким образом, что ось чувствительности каждого из них сориентирована по одной из осей декартовой системы координат, при этом эталон выполнен с контактной частью в виде шарика, устанавливаемой с возможностью взаимодействия с датчиками линейных перемещений.
| Способ контроля точности контурных перемещений робота и устройство для его осуществления | 1987 |
|
SU1481060A1 |
| Стенд для испытания манипуляторов | 1987 |
|
SU1465307A1 |
| Стенд для испытаний промышленных роботов | 1988 |
|
SU1678604A1 |
| Устройство для разделения потока изделий на подающем конвейере | 1987 |
|
SU1518244A1 |
| DE 3207698 A1, 08.09.1983. | |||

