Изобретение относится к литейному производству цветных металлов и сплавов.
Известна вертикальная тросовая машина полунепрерывного литья, содержащая привод, платформу, направляющие (см. "Плавка и литье алюминиевых сплавов", 2-е издание под редакцией Добаткина В.И., М., Металлургия, 1983 г. стр. 117-120).
Известна вертикальная тросовая машина полунепрерывного литья, содержащая привод, тросы, платформу с центральной подвеской, четыре направляющие и катки, перемещающиеся по ним (см. "Современные устройства для литья и гомогенизации алюминиевых сплавов", аналитический обзор под редакцией Андреева А.Д., М., ВИЛС, 1981 г., стр.26, рис.13), прототип.
Недостатком известных машин полунепрерывного литья, снабженных контактными элементами, образующими с направляющими пару качения, является возможность горизонтального смещения платформы от технологической оси литейной машины и ее перекос в случае попадания под каток какого-либо препятствия, что во время литья слитков приводит к их кривизне и к браку при превышении кривизной допустимых величин.
Технический результат - устранение возможности смещения платформы от технологической оси литейной машины в горизонтальном направлении и ее перекоса при попадании под каток каких-либо препятствий и снижение брака от кривизны при литье слитков.
Это достигается тем, что катки, выполняя основную свою функцию - удерживать платформу от горизонтального смещения в нормальном режиме работы, могут осуществить перекатывание через препятствия без смещения платформы в горизонтальном направлении.
Заявленная вертикальная тросовая машина полунепрерывного литья содержит общие признаки с прототипом: привод, барабаны, тросы, платформу с центральной подвеской, направляющие и катки.
Новые признаки: машина содержит закрепленные на платформе балансиры, на которых на одном плече шарнирно установлен каток, а на другом плече - жестко закреплен противовес. Установленные таким образом катки имеют две степени подвижности, они могут поворачиваться вместе с балансиром на некоторый угол вокруг оси балансира и вращаться вокруг собственной оси, противовесы через балансир создают усилие прижатия катков к направляющим, за счет которого платформа удерживается от горизонтального смещения в нормальном режиме работы при ходе вниз или вверх.
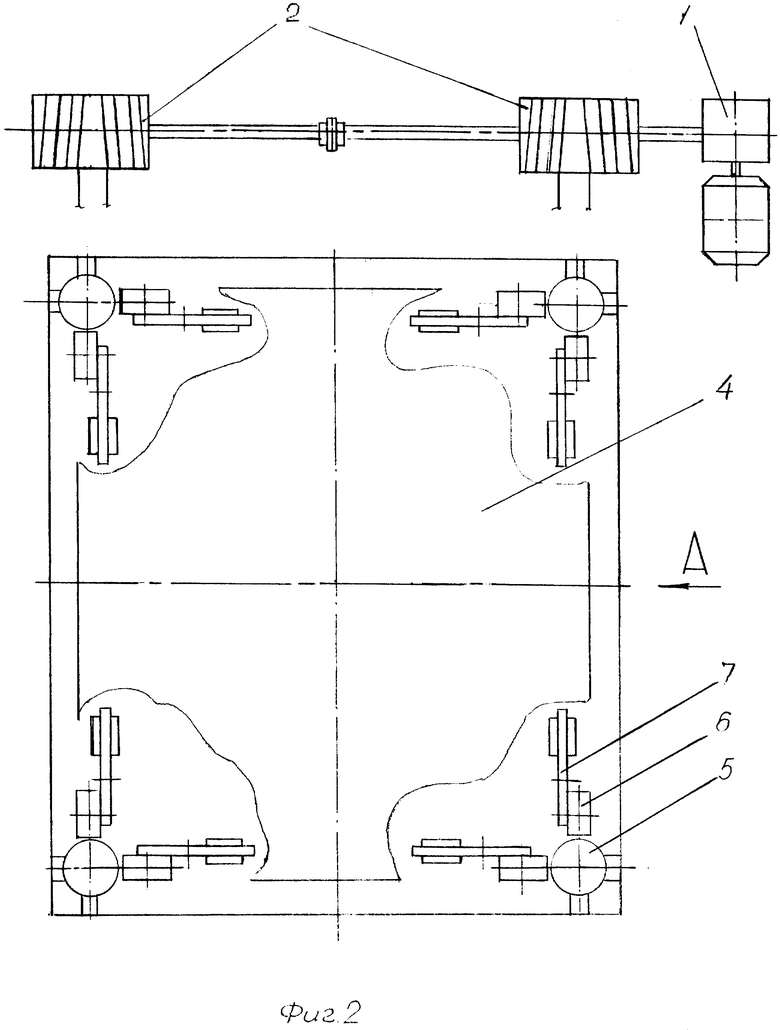
На фиг.1 изображена вертикальная тросовая машина полунепрерывного литья, вид сбоку. На фиг.2 изображена та же машина, вид в плане.
Вертикальная тросовая машина полунепрерывного литья содержит привод 1, барабаны 2, тросы 3, платформу 4, направляющие 5, балансиры 6, катки 7, противовесы 8, регулировочные винты 9.
Работа вертикальной литейной машины полунепрерывного литья происходит следующим образом. При монтаже платформы 4 в направляющих 5 катки 7 регулировочными винтами 9 устанавливаются без зазора с направляющими 5. При ходе платформы 4 вниз (основной рабочий ход машины) катки 7, соприкасаясь с направляющими 5, вращаются вокруг своей оси по ходу платформы. При попадании препятствия под каток 7 он, продолжая вращаться в ту же сторону, перекатывается через препятствие, повернув при этом балансир 6 с противовесом 8 вокруг неподвижной оси качания балансира на некоторый угол.
Усилие, возникающее при повороте балансира 6 с противовесом 8 при перекатывании катком 7 через препятствие, распределяется на противоположные катки и будет недостаточным для смещения платформы в горизонтальном направлении или ее перекоса. После перекатывания через препятствие балансир 6 с катком 7 под действием противовеса 8 установится в первоначальное положение до упора в регулировочный винт 9.
При ходе платформы 4 вверх (холостой ход машины) и при попадании препятствия под каток 7 процесс перекатывания катком 7 препятствия повторяется, причем отклонение балансира 6 будет происходить в ту же сторону, что и при ходе платформы 4 вниз.
Пример.
Было проведено испытание вертикальной тросовой машины полунепрерывного литья после ее изготовления и монтажа. Платформа имела собственную массу 5 тонн, катки диаметром 200 мм с помощью регулировочных винтов были выставлены без зазора со всеми четырьмя направляющими и установлены по три штуки в ряд с расстоянием 500 мм между осями по высоте, противовесы на балансире имели массу 80 кг. На направляющих в зоне прохождения катков была преднамеренно закреплена стальная пластина размером 10•10 мм, длиной 120 мм, представляющая собой искусственное препятствие. Платформу с помощью привода опускали и поднимали с рабочей скоростью 150 мм/мин на расстоянии двух метров несколько раз. Все катки перекатывались через искусственное препятствие, при этом платформа не имела перекоса и горизонтального смещения. При установке такого же препятствия на существующих вертикальных тросовых машинах полунепрерывного литья платформа имела смещение на толщину препятствия и перекос, что при литье слитков привело бы к искривлению слитков и браку. Испытания проводились не в процессе литья слитков, т.к. при работе с жидким металлом и большим количеством охлаждающей воды затруднено производство замеров и брак слитков по кривизне не поддается исправлению.
В дальнейшем при эксплуатации данной литейной машины слитки, отливаемые с ее помощью, имели кривизну (возникающую и по другим причинам) в пределах допуска, независимо от наличия сплесов, на направляющих, или небольших искривлений самих направляющих, катки объезжали эти искривления как возникшее препятствие без горизонтального смещения платформы.
Изобретение относится к литейному производству цветных металлов и сплавов. Технический результат - устранение перекоса и горизонтального смещения платформы при попадании под каток какого-либо препятствия. Вертикальная тросовая машина полунепрерывного литья содержит привод, барабаны, тросы, платформу с центральной подвеской, направляющие и катки, при этом катки установлены на балансирах с противовесами и за счет этого они могут перекатываться через препятствие, отклоняя балансир с противовесом и не изменяя положения платформы. 2 ил.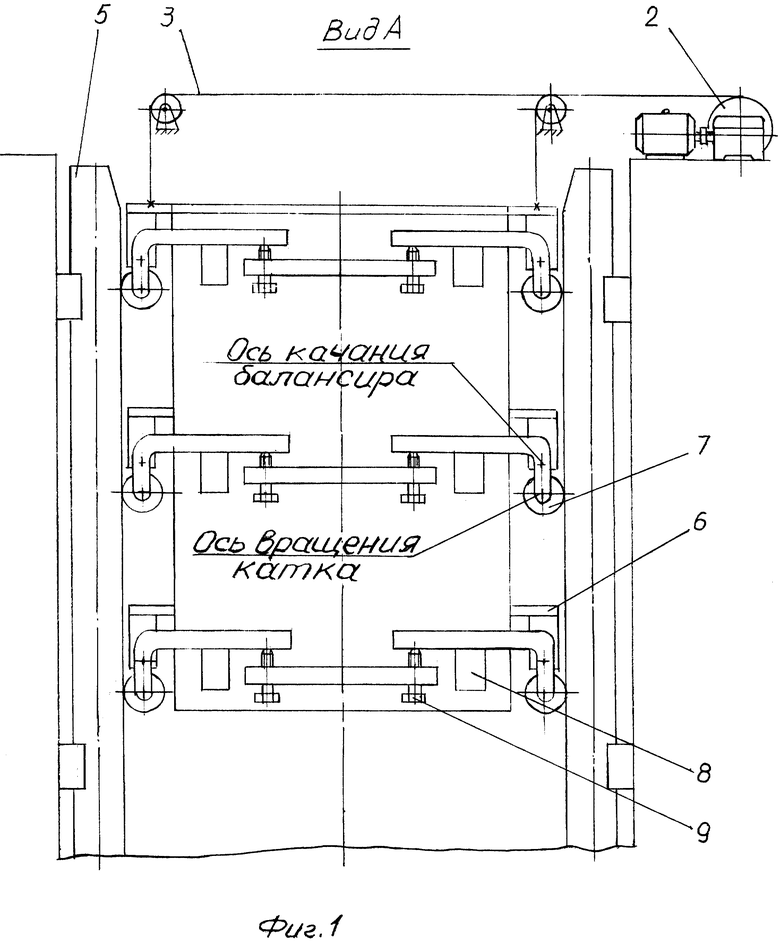
Вертикальная тросовая машина полунепрерывного литья, состоящая из привода тросов, барабанов, платформы, имеющей центральную подвеску, четырех направляющих и катков, перемещающихся по ним, отличающаяся тем, что каждый каток установлен на закрепленном на платформе, на горизонтальной оси, балансире с противовесом с возможностью перекатывания через препятствие, поворота балансира с противовесом и возвращения в исходное положение.
| Современные устройства для литья и гомогенизации алюминиевых сплавов // Аналитический обзор./Под ред | |||
| Андреева А.Д | |||
| - М.: ВИЛС, 1981, с.26, рис.13 | |||
| Плавка и литье алюминиевых сплавов, 2-е изд./Под ред | |||
| Добаткина В.И | |||
| - М.: Металлургия, 1983, с.117-120 | |||
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1051808A1 |
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |

