Изобретение относится к туннельным печам для производства керамических теплоизоляционных изделий, преимущественно получаемых из шихт трепелов и диатомитов с газообразователями путем расплава и вспучивания шихты.
Известна туннельная печь для обжига керамических изделий, включающая сплошной прямолинейный обжигательный канал, рельсовый путь, проложенный вдоль канала, вагонетки с расположенными на них изделиями, перемещаемые по рельсовому пути навстречу теплоносителю и образующие в канале сплошной подвижный под печи. Обжигательный канал по длине условно разделен на температурные зоны подготовки, обжига и охлаждения. Изделия последовательно проходят все зоны.
В зоне подготовки изделия прогреваются до температуры обжига и по установленному режиму перемещаются в зону обжига, где обжигаются и затем перемещаются в зону охлаждения [1].
При тепловой обработке изделий из шихты в известной печи шихта последовательно проходит зону подготовки, обжига и охлаждения.
Расплав шихты до заданной вязкости и вспучивание проходят в зоне обжига. Однако при этом большая часть газообразователя теряется в зоне подготовки при нагреве шихты до температуры, близкой к плавящей, и в зоне обжига возникает недостаток газообразователя. Потери газообразователя в зоне подготовки снижают эффективность вспучивания шихты в зоне обжига, ухудшают порообразование и качество изделия.
Целью изобретения является повышение эффективности вспучивания шихты и улучшение качества изделий.
Поставленная цель достигается тем, что туннельная печь, включающая сплошной прямолинейный обжигательный канал с зонами подготовки, обжига и охлаждения, рельсовый путь, проложенный вдоль канала, вагонетки, периодически перемещаемые по рельсовому пути навстречу движению дымовых газов и образующие в канале сплошной подвижный под печи, имеет установленные на вагонетках теплозащитные перегородки, размещенные последовательно вдоль канала на образованном вагонетками сплошном подвижном поде с шагом, кратным или равным длине зоны обжига, и отделенные от стен и свода канала зазорами для пропуска воздуха и дымовых газов. Перегородки выполнены из одного или нескольких раздельных элементов, в зависимости от требований теплозащиты и при необходимости снабжаются отверстиями для дополнительного пропуска дымовых газов. На участках, ограниченных перегородками, в зонах подготовки и охлаждения канал имеет перекрываемые воздухозаборные отверстия, используемые для регулировки температуры на этих участках.
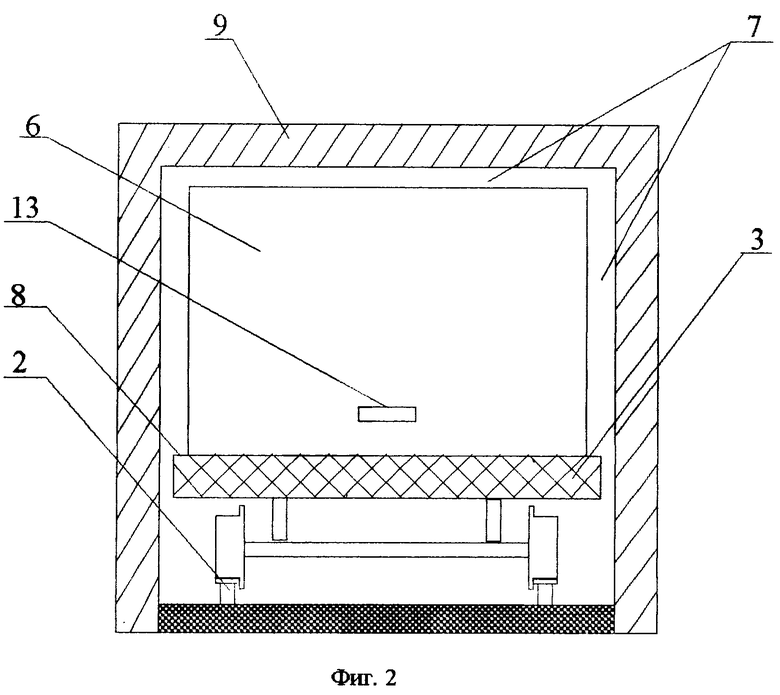
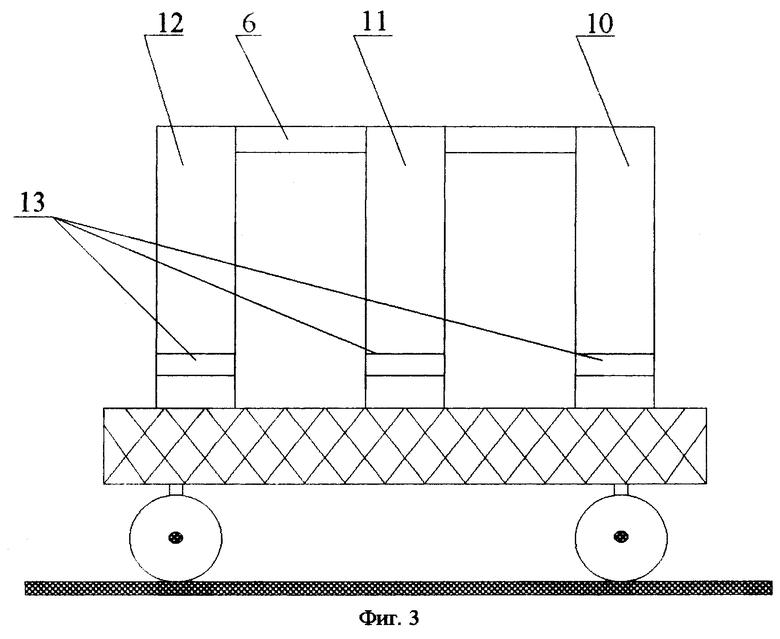
На фиг. 1 схематически изображена туннельная печь, на фиг.2 - печь с перегородкой в поперечном сечении, на фиг.3 - вариант выполнения перегородки.
Туннельная печь содержит обжигательный канал 1 с зоной подготовки А, зоной обжига Б, зоной охлаждения В, рельсовый путь 2, вагонетки 3, 4, перемещаемые по рельсовому пути 2 и образующие сплошной подвижный под 5 в канале 1, поперечные перегородки 6, установленные на вагонетках 3, размещенные последовательно вдоль канала 1 на образованном вагонетками сплошном подвижном поде 5 с шагом, равным длине зоны обжига Б, и отделяющие ее от зон подготовки А и охлаждения В. Поперечные перегородки отделены зазорами 7 от стен 8 и свода 9 канала печи 1. Раздельные элементы 10, 11, 12 с отверстиями 13 образуют перегородку 6. Регулируемые воздухозаборные отверстия 14 в зоне подготовки А и 15 в зоне охлаждения В предназначены для поддержания заданного температурного режима.
Печь работает следующим образом.
Обжигательный канал 1 с зоной подготовки А, зоной обжига Б, зоной охлаждения В последовательно заполнен размещенными на рельсовом пути 2 вагонетками 3, 4, образующими сплошной подвижный под печи 5, шихта размещается на вагонетках 4, не имеющих перегородок.
При этом перегородки 6, установленные на вагонетках 3, размещены последовательно вдоль канала 1 с шагом, равным длине зоны обжига Б, отделяя зону обжига Б от зоны подготовки А и зоны охлаждения В, как показано на фиг. 1. В зоне обжига Б поддерживается заданная температура, а отработанные дымовые газы поступают в зону подготовки А через зазор 7 между перегородками 6, стенами 8, сводом 9 канала 1 печи и отверстиями 13 в перегородке 6.
Через воздухозаборные отверстия 14, 15 в стенах канала 1 в зоны подготовки А и охлаждения В на участки, ограниченные перегородками 6, подается наружный воздух. Теплозащитная перегородка 6 из элементов 10, 11, 12 защищает зону подготовки А от высоких температур, и шихта в зоне подготовки А прогревается до температуры ниже газообразующей, сохраняя в своем составе газ для вспучивания.
По установленному временному режиму осуществляется прогрев шихты в зоне Б до вспучивания и спекания, затем, по окончании процесса вспучивания принятым способом, в канал печи 1 со стороны зоны подготовки А, навстречу движению дымовых газов, вводится очередная группа вагонеток 4, 3, и подвижный под печи 5 перемещается в канале 1 на шаг размещения перегородок 6.
Вагонетками 3, 4 прогретая ниже температуры газообразования шихта из зоны подготовки А перемещается в зону обжига Б, вспученные изделия выводятся в зону охлаждения В, а охлажденные изделия выводятся из канала печи 1.
Далее циклы введения вагонеток в печь повторяются по установленному временному режиму.
Отделяя зону обжига от зоны подготовки и охлаждения при помощи теплозащитных перегородок, размещенных последовательно вдоль канала печи с шагом, кратным или равным длине зоны обжига, и перемещаемых в заданном режиме на величину шага, туннельная печь дает возможность прогревать шихту с газообразователем в зоне подготовки до температуры ниже газообразующей, устраняя тем самым потери газообразователя в зоне подготовки, увеличить количество газа, выделяемого из шихты в зоне обжига при ее расплаве и вспучивании, улучшить режим охлаждения.
В результате повышается эффективность вспучивания шихты и улучшается качество изделий.
ЛИТЕРАТУРА
1. И.С. Кашкаев, Е.Ш. Шейнман. Производство глиняного кирпича. - М.: Высшая школа, 1974.7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2188180C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КРЕМНИСТЫХ ПОРОД | 1998 |
|
RU2154618C2 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| Способ изготовления теплоизоляционных изделий | 1990 |
|
SU1813762A1 |
| УСТАНОВКА ДЛЯ ПОДГОТОВКИ И РАСПРЕДЕЛЕНИЯ УГЛЯ В ТУННЕЛЬНЫХ ПЕЧАХ | 1991 |
|
RU2013706C1 |
| СПОСОБ ПОДГОТОВКИ И РАСПРЕДЕЛЕНИЯ УГЛЯ В ТУННЕЛЬНЫХ ПЕЧАХ | 1991 |
|
RU2030687C1 |
| Туннельная печь | 1984 |
|
SU1188495A1 |
| КЕРАМИЧЕСКИЙ КИРПИЧ, КАМЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, КАМНЯ | 1997 |
|
RU2120923C1 |
| СПОСОБ МАЛОЗАТРАТНОГО ПРОИЗВОДСТВА ПОЛНОТЕЛОГО КЕРАМИЧЕСКОГО КИРПИЧА | 2009 |
|
RU2430066C2 |
| Туннельная печь | 1980 |
|
SU937945A1 |
Печь предназначена для производства керамических теплоизоляционных изделий, получаемых из шихт трепелов и диатомитов. Технический результат - повышение эффективности вспучивания шихты. Печь включает обжигательный канал с зонами подготовки, обжига и охлаждения, рельсовый путь, проложенный вдоль канала, вагонетки, периодически перемещаемые по рельсовому пути и образующие сплошной подвижный под печи. Печь имеет вагонетки с теплозащитными перегородками и вагонетки с обжигаемыми изделиями. Вагонетки с теплозащитными перегородками размещены вдоль канала печи с шагом, равным длине зоны обжига. Вагонетки с изделиями размещены на участках канала печи, ограниченных перегородками. 2 з.п.ф-лы, 3 ил.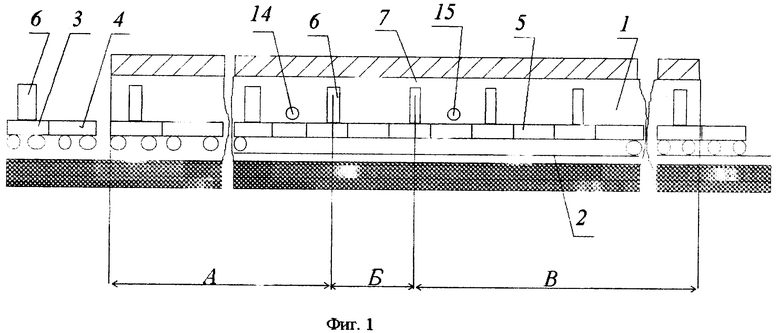
| КАШКАЕВ И.С | |||
| и др | |||
| Производство глиняного кирпича | |||
| - М.: Высшая школа, 1974 | |||
| US 4128394 А, 05.12.1978 | |||
| ТУННЕЛЬНАЯ ПЕЧЬ | 0 |
|
SU286630A1 |
| Туннельная печь | 1986 |
|
SU1368596A1 |
| Устройство для транспортирования горячих слябов | 1987 |
|
SU1538002A1 |

