Изобретение относится к обработке металлов давлением, в частности к подготовке материала заготовки к дальнейшей обработке методами объемной штамповки.
Известен способ и устройство для структурообразования металлов путем подвержения металлической заготовки осадке с кручением [1]. Способ осуществляется следующим образом: заготовку устанавливают на неподвижную нижнюю плиту пресса, затем ее подвергают воздействию верхней плиты пресса, двигающейся на заготовку, которая (плита) осуществляет одновременно поступательное движение, производя осадку заготовки и вращательное движение - кручение заготовки.
Известен способ и устройство для структурообразования металлов прокаткой их между двумя и более гладкими валками большого диаметра [2]. Способ осуществляется следующим образом: заготовку подают в пространство между двумя гладкими вращающимися вилками, она захватывается ими и подвергается прокатке между ними, т. е. уменьшению одного типоразмера за счет увеличения других двух. Если требуется, то заготовку подвергают повторной прокатке между валками, установленными с меньшим зазором, для дальнейшего снижения типоразмера заготовки.
Известен способ и устройство для структурообразования металлов при равноканальном угловом прессовании, содержащее узел для деформирования, имеющий два сообщенных канала, в одном из которых размещается заготовка, и узел для нагружения, при помощи которого проталкивают заготовку во второй канал, при этом каналы узла для деформирования расположены под углом один к другому и имеют одинаковые диаметры, равные диаметру заготовки [3].
Известен способ пластического структурообразования высокопрочных материалов, включающий многократное выдавливание и осадку заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформации, в каждом последующем цикле направление выдавливания меняют на противоположное относительно направления выдавливания в предыдущем цикле [4].
Наиболее близким по технической сущности и достигаемому эффекту является известный способ структурообразования высокопрочных материалов по схеме "песочные часы", при котором цилиндрическую металлическую заготовку в холодном состоянии подвергают прямому выдавливанию и осадке в несколько циклов [5] . Способ включает многократное деформирование заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформирования, при этом деформирование заготовки в каждом цикле осуществляют путем ее выдавливания с последующей одновременной осадкой выдавленной части заготовки, при этом в каждом последующем цикле деформирования направление выдавливания изменяют на противоположное относительно направления выдавливания в предыдущем цикле.
Недостатком известного способа является обработка заготовок из металла небольших размеров и сравнительно малые степени деформации за цикл.
Прототипом устройства для осуществления способа является устройство для пластического структурообразования, содержащее силовой привод, матрицу, выполненную с двумя рабочими каналами одинакового поперечного сечения и длины, пуансон и контрпуансон, при этом матрица выполнена на подвижной в осевом направлении плите и установлена с возможностью поворота совместно с пуансоном и контрпуансоном на 180o, каналы матрицы расположены соосно и сообщены один с другим участком меньшего поперечного сечения, образующим канал для выдавливания, а силовой привод выполнен гидравлическим в виде цилиндра, плунжер которого установлен с возможностью поочередного взаимодействия с пуансоном или контрпуансоном, а корпус - с матрицей [5].
Задачей изобретения является получение нанокристаллической структуры металла за меньшее число циклов обработки металлической заготовки путем повышения степени деформации за цикл и повышение габаритов применяемой для обработки заготовки.
Для этого в способе пластического структурообразования металлических заготовок методом объемной штамповки, включающем прямое выдавливание и закрытую осадку, сначала производят закрытую осадку, затем последовательно производят обратное выдавливание и прямое выдавливание с одного торца заготовки, а затем процесс повторяют с другого торца заготовки.
А устройство для способа пластического структурообразования металлических заготовок, содержащее две матрицы и пуансоны, в котором один из пуансонов выполнен полым с закругленной внутренней кромкой с одного торца и внутри которого расположен второй пуансон, снабжено плитой с шероховатой поверхностью, на которой установлена матрица, внутри которой расположена заготовка.
На фиг.1 изображено устройство для осуществления способа;
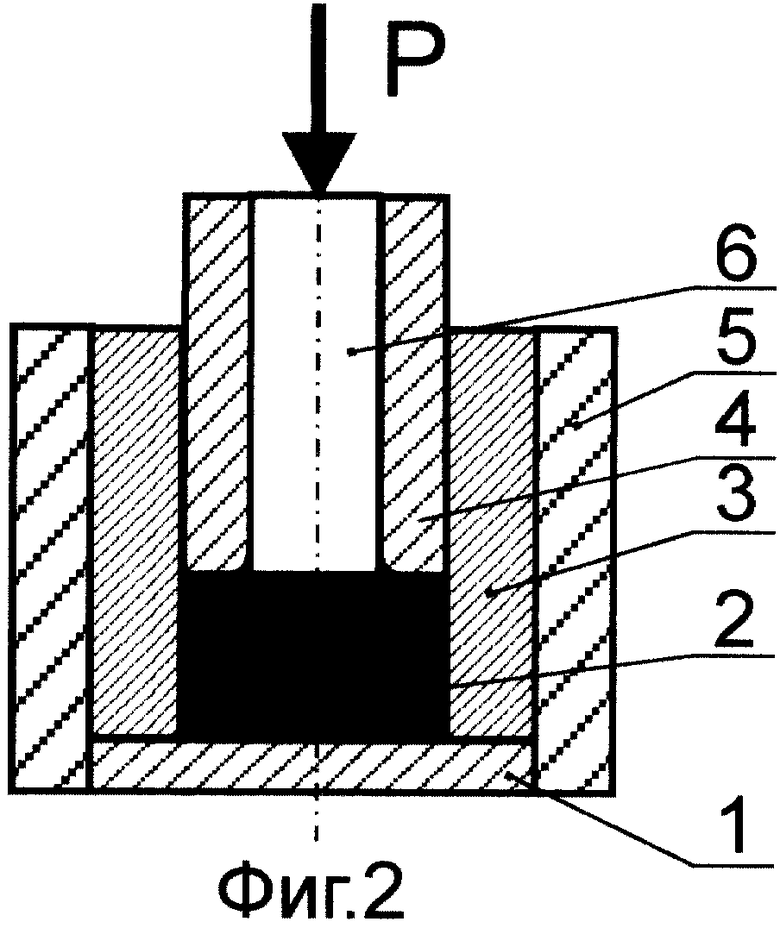
на фиг.2 изображена первая стадия процесса (закрытая осадка);
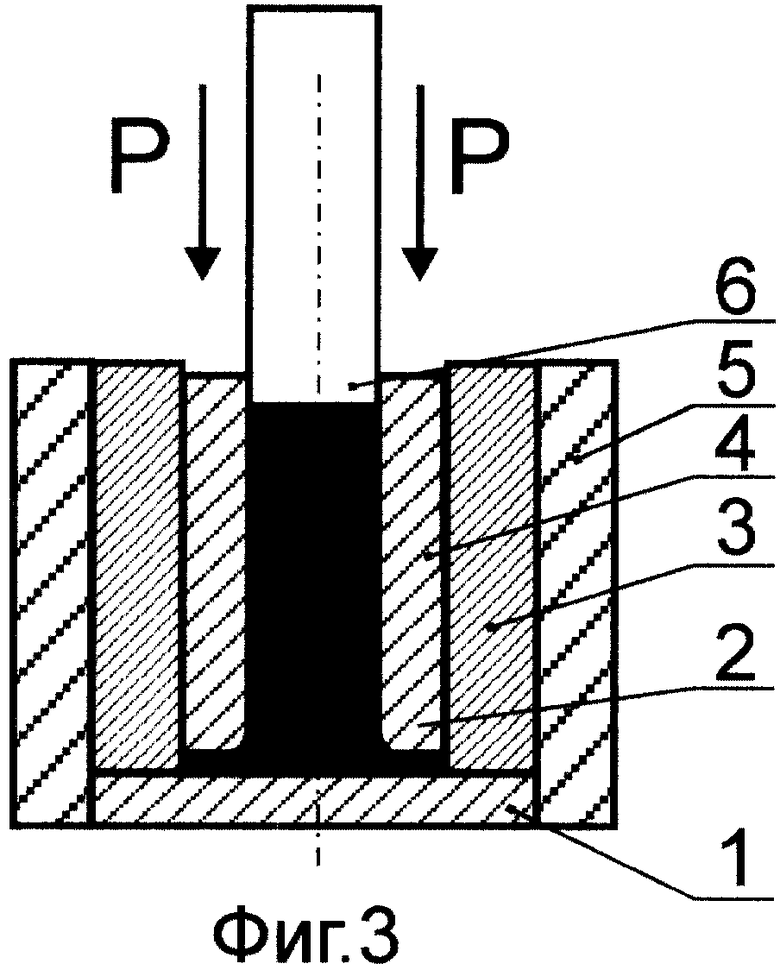
на фиг.3 изображена вторая стадия процесса (обратное выдавливание);
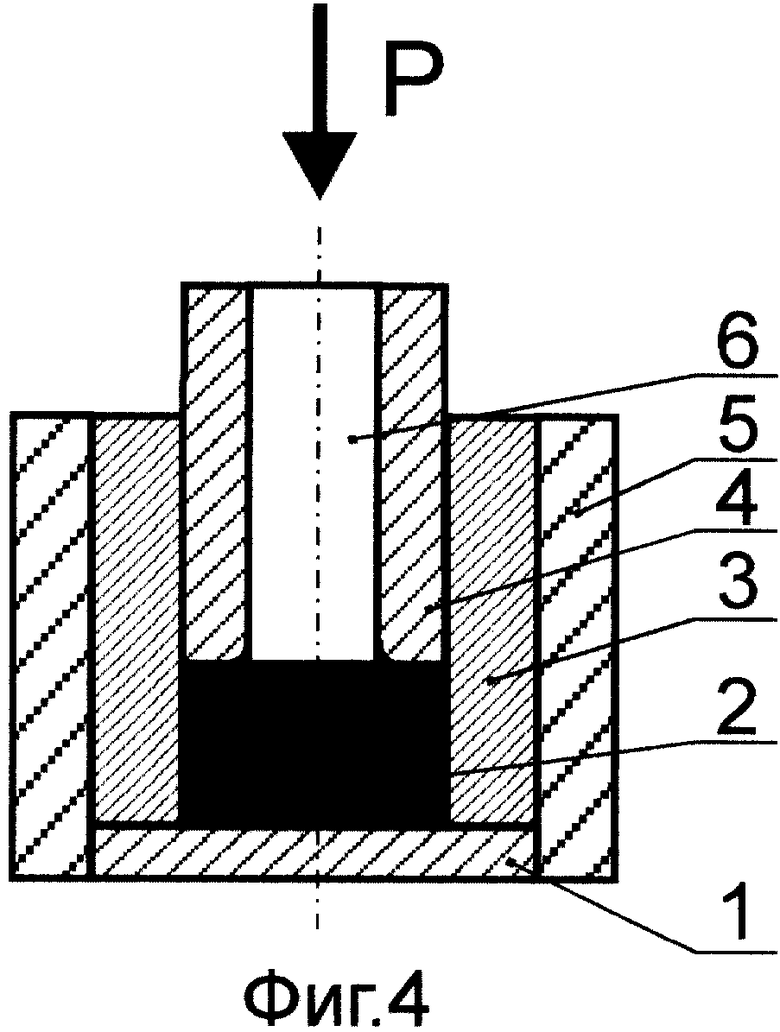
на фиг.4 изображена третья стадия процесса (прямое выдавливание).
Устройство для осуществления способа содержит подкладную плиту 1, на которой расположена заготовка 2, матрицу 3, полый пуансон 4 с закругленной внутренней кромкой для облегчения выдавливания металла, бандажировочную матрицу 5, установленную на плите 1, пуансон 6. Плита 1 выполнена с высокой шероховатостью поверхности для избежания подъема матрицы 3 и вытекания металла из-под нее. Второй пуансон 6 расположен внутри полого пуансона 4.
Способ осуществляют следующим образом.
Металлическую круглую или с другим профилем заготовку помещают в матрицу 3, помещенную в бандажировочную матрицу 5, до упора в плиту 1. Затем на заготовку ставят сплошной 6 и полый 4 пуансоны, которые осуществляют закрытую осадку до заранее определенного усилия, достаточного для заполнения пустот. Затем производят обратное выдавливание металла, прикладывая усилие Р к кромкам пуансона 4. По прохождении металлом около 90% расстояния от высоты полого пуансона обратное выдавливание останавливают и производят прямое выдавливание пуансоном 6, прикладывая к нему усилие Р, до совпадения нижних поверхностей пуансонов 6 и 4. Далее процесс повторяют нужное число раз, после чего пуансоны 6 и 4 извлекают, матрицу 3 переворачивают на 180o, перемещают заготовку до соприкосновения с плитой 1 и процесс производят заново.
Источники информации:
1. Движение вещества на наковальнях Бриджмена при высоких давлениях в сочетании с деформациями сдвига /В.А. Жорин, А.А. Жаров, А.Г. Казакевич и др. // Физика твердого тела, 1975, т. 17, вып.2. - С.395-398
2. Ковка и штамповка: Справочник. В 4 т./Ред. совет: Е.И. Семенов (пред. ) и др. - М.: Машиностроение, 1986. - Т. 2. Горячая штамповка/Под ред. Е. И. Семенова, 1986. 592 с., ил. с..387.
3. А.С. 492780 СССР, МКИ 3 G 01 N 3/00. Устройство для упрочнения материала давлением /В. М. Сегал, В.Я. Щукин (СССР). - 1924516/25-28: Заявлено 11.06.73. Опубл. 23.02.76. Бюл. 43.
4. Патент 2116155, Россия, МКИ 6 В 21 J 5/00, С 21 D 7/13. Способ пластического структурообразования высокопрочных материалов / Грешнов В.М., Голубев О.В. Заявка 97106284/02, опубл. 27.07.98, бюл. 21.
5. А. С. 1741960 СССР, МКИ 4 В 23 J 5/00. Способ пластического структурообразования и устройство для его реализации /Амиров М.Г., Грешнов В.М., Голубев О. В. , Лавриненко Ю. А. Заявка 4763954/25-27 от 4.12.89, опубл. 22.02.92, бюл. 23.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424076C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2515705C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492957C1 |
| Способ пластического структурообразования металлов при интенсивной пластической деформации и устройство для его осуществления | 2016 |
|
RU2660497C2 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ КРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2458756C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163853C2 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
Изобретение относится к обработке металлов давлением, в частности к подготовке материала заготовки к дальнейшей обработке методами объемной штамповки. Для пластического структурообразования металлических заготовок сначала производят закрытую осадку, а затем последовательно обратное и прямое выдавливание с одного торца заготовки. После этого процесс повторяют с другого торца заготовки. Указанные операции объемной штамповки осуществляют в устройстве, содержащем две матрицы и пуансоны. Один из пуансонов выполнен полым с круглой внутренней кромкой с одного торца. Внутри упомянутого пуансона расположен второй пуансон. Матрица, в которой располагают заготовку, установлена на плите с шероховатой поверхностью. В результате обеспечивается получение нанокристаллической структуры металла за меньшее число циклов обработки за счет повышения степени деформации за цикл и увеличение габаритов обрабатываемой заготовки. 2 с.п.ф-лы, 4 ил.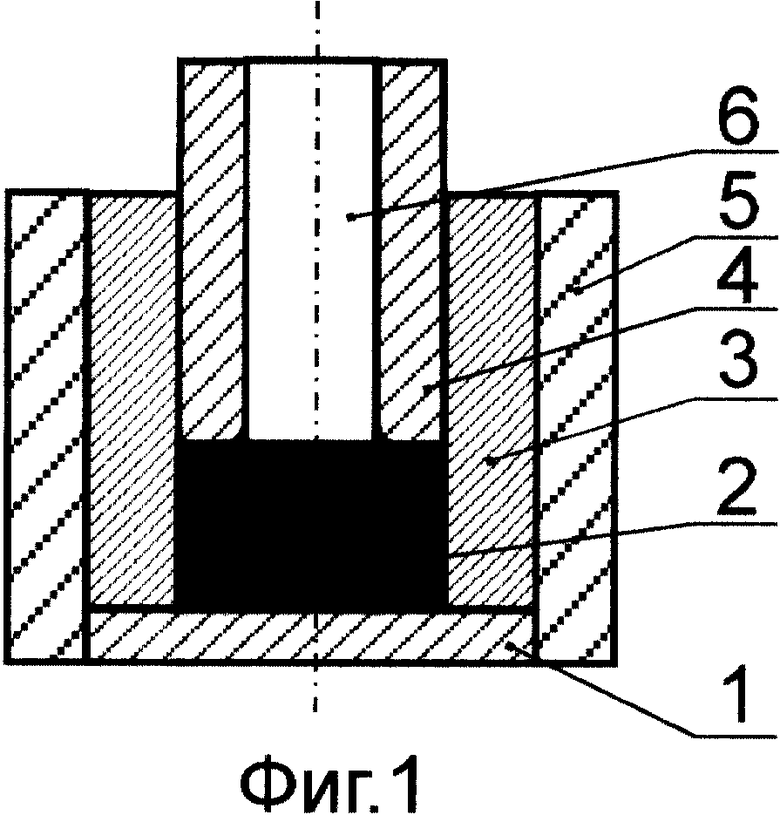
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| Способ обработки металлов давлением | 1975 |
|
SU595046A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
| US 3502514, 24.03.1970 | |||
| СПОСОБ ДИАГНОСТИКИ ЛАТЕНТНОГО ПРОСТАТИТА | 2010 |
|
RU2445623C1 |
| GB 1096846, 29.12.1967. | |||

