Изобретение относится к обработке металлов давлением и может быть использовано при объемной штамповке в машиностроительной, металлургической, автомобильной промышленности.
Известен способ структурообразования, в котором последовательно производят выдавливание и осадку выдавленной с противоположной стороны заготовки (патент №2116155, МПК B21J 5/00, C21D 7/13, опубл. 27.07.98). Деформирование происходит с сохранением формы и размеров заготовки и изменением направления выдавливания и осадки на противоположные.
Недостатком способа является использование заготовок небольших размеров, так как диаметр выдавленной части не должен превышать 2,5 диаметра рабочего пояска матрицы, а также небольшие степени деформации за один цикл.
Наиболее близким по технической сущности является известный способ пластического структурообразования металлических заготовок методом объемной штамповки (патент 2189883, МПК B21J 5/00, B21J 13/02, C21D 7/02, опубл. 27.09.2002), реализуемый устройством, содержащим бандажированный контейнер, подвижный полый пуансон и вставленный в него сплошной пуансон, с противоположной стороны которого размещена неподвижная плита. Способ включает цикл: закрытую осадку и последовательно обратное и прямое выдавливание путем перемещения периферийной части заготовки во внутреннюю ее часть и обратно. Далее заготовку переворачивают на 180,° и процесс повторяется заново до необходимого числа циклов с сохранением формы и размеров заготовки.
Недостатками способа являются сравнительно малые степени деформации за цикл.
Задачей изобретения является получение нанокристаллической структуры металла за счет повышения степени деформации, сокращения времени операции путем использования более совершенного устройства.
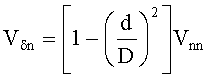
Задача решается за счет того, что способ пластического структурообразования кристаллических материалов, включающий закрытую осадку заготовки и выдавливание путем смещения объемов заготовки из периферийной части в виде полого цилиндра в цилиндрическую часть и обратно при сохранении формы и размеров заготовки, которые осуществляют последовательно в контейнере посредством полого пуансона, установленного в него сплошного пуансона и плиты, отличающийся тем, что используют круглую подвижную плиту, диаметр которой определен из следующего равенства:
 ,
,
где D - диаметр плиты;
d - диаметр сплошного пуансона,
а выдавливание производят с обеспечением перемещения смещенного объема цилиндрической и периферийной частей заготовки в виде полого цилиндра со скоростями, которые связаны следующим равенством:
 ,
,
где: Vδn - скорость перемещения смещенного объема цилиндрической части заготовки;
Vnn - скорость перемещения смещенного объема периферийной части заготовки в виде полого цилиндра.
Устройство для пластического структурообразования кристаллических материалов, содержащее подвижный полый пуансон и вставленный в него сплошной пуансон, плиту, расположенную с другой стороны, бандажированный контейнер, выполненный с внутренним диаметром, равным наружному диаметру полого пуансона, отличающееся тем, что плита выполнена круглой с диаметром, равным внутреннему диаметру контейнера, и имеет возможность перемещения, контейнер жестко соединен с подвижным полым пуансоном, а соотношение диаметров плиты и сплошного пуансона, который выполнен неподвижным, удовлетворяет равенству:
где D - диаметр плиты;
d - диаметр сплошного пуансона.
Способ и устройство поясняются чертежами, где
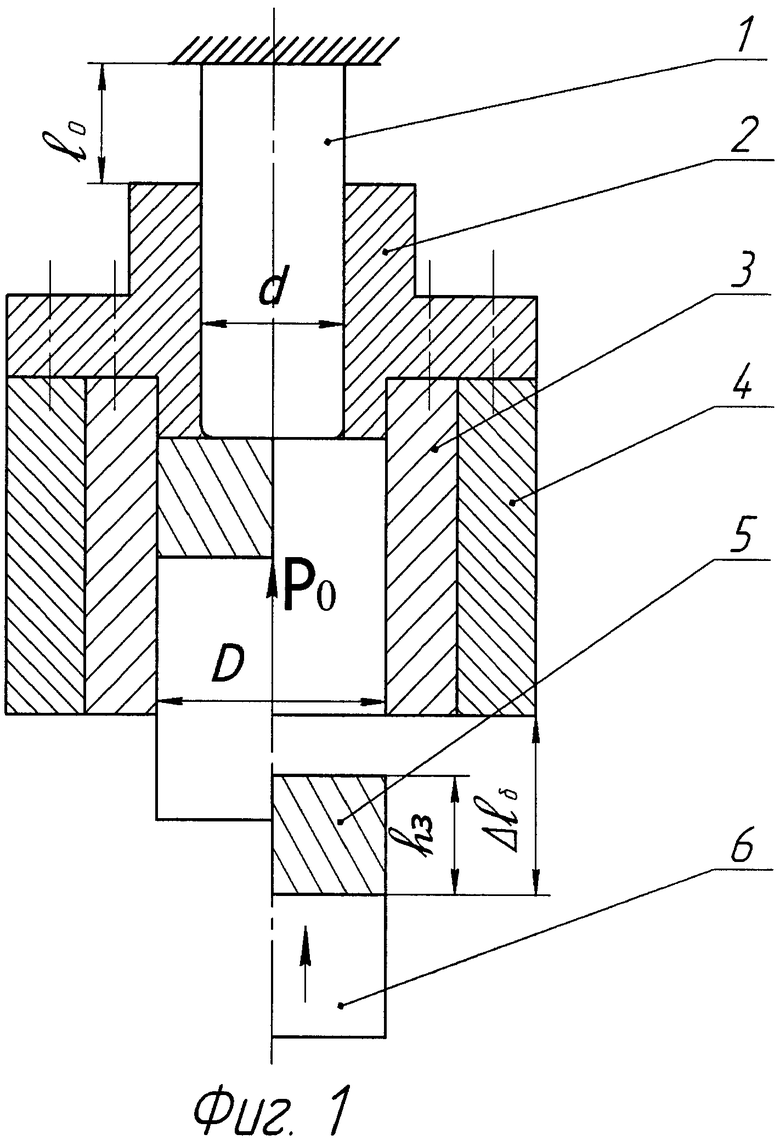
На фиг.1 изображено устройство,
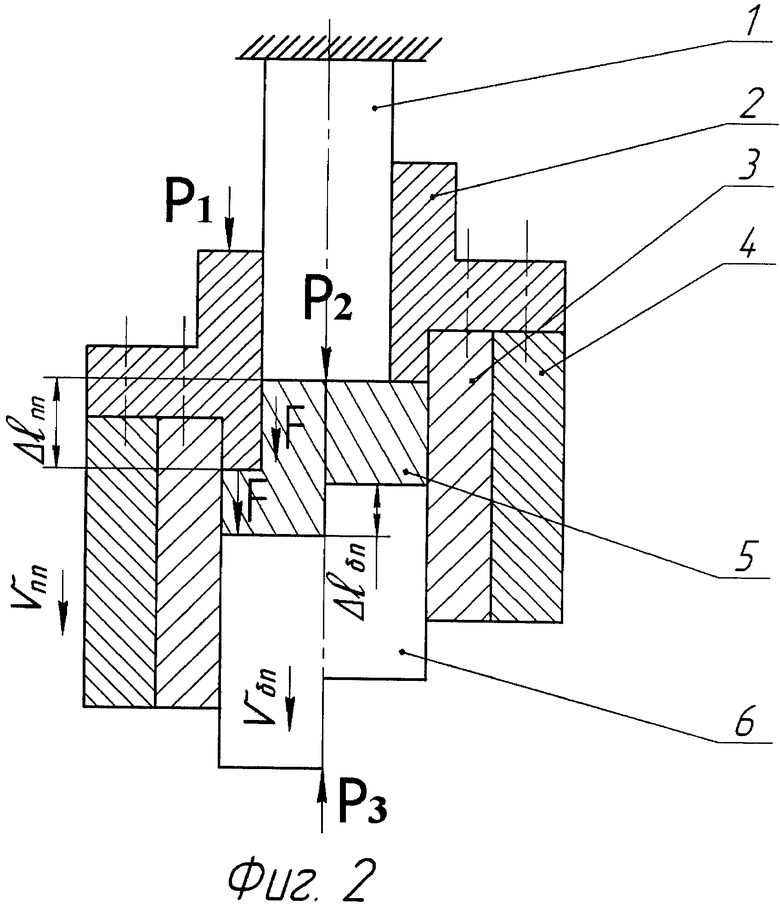
На фиг.2 изображены первая стадия процесса (выдавливание стержня),
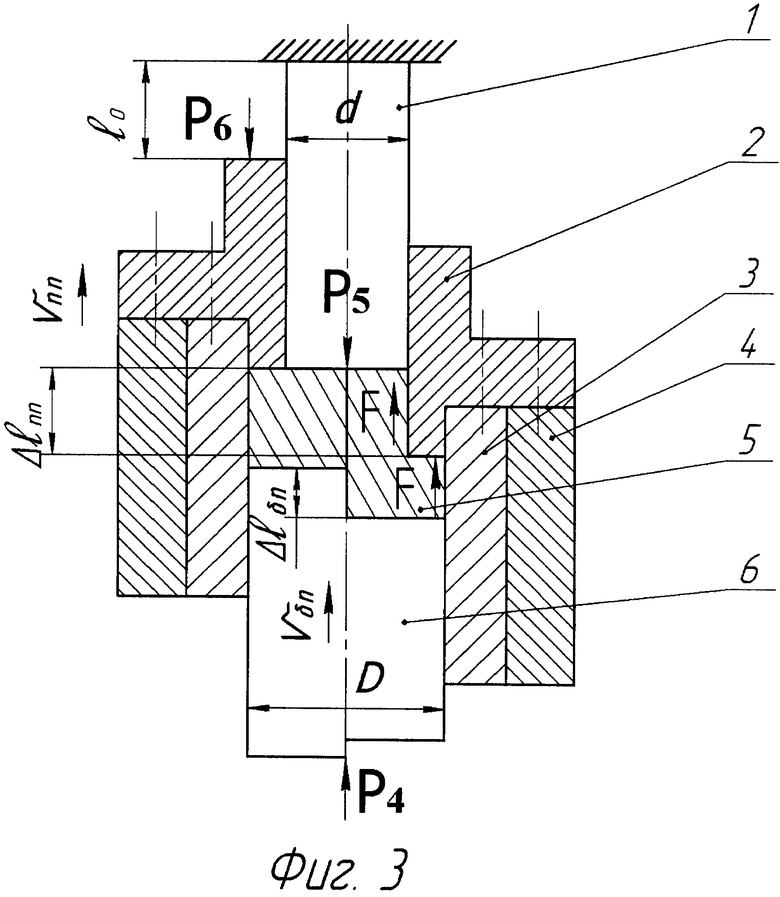
на фиг.3 изображена вторая стадия процесса (закрытая осадка),
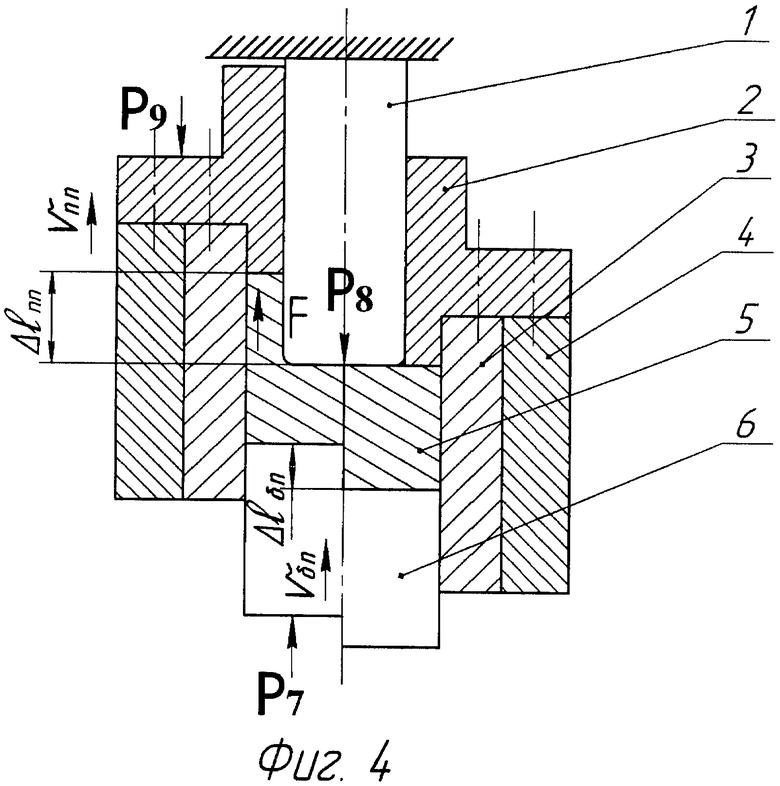
на фиг.4 изображена третья стадия (выдавливание стакана),
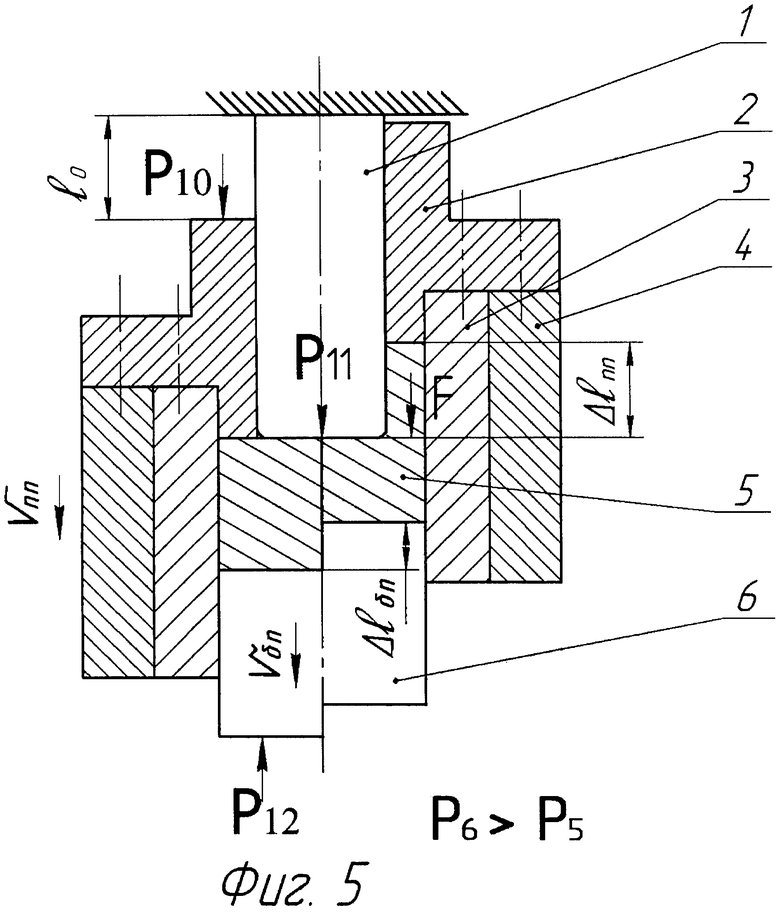
на фиг.5 изображена четвертая (закрытая стадия осадки стакана).
На всех рисунках справа от оси исходные, а слева от оси конечные положения на рассматриваемой стадии.
Устройство содержит неподвижный сплошной пуансон 1, полый подвижный пуансон 2, который жестко соединен с подвижным контейнером 3, бандажированным втулкой 4, подвижную круглую плиту 6, на которую устанавливают заготовку 5. В полый пуансон 2 вставлен сплошной пуансон 1. Способ осуществляют следующим образом:
В начальном положении цикла круглая плита 6 (фиг.1) отводится от контейнера 3 на величину Δlδ, которая на 10-15% больше высоты hз заготовки 5. Плиту 6 вместе с цилиндрической заготовкой диаметром D с минусовым допуском вводят в контейнер 3 и плотно прижимают усилием Р0 к торцам пуансонов 1,2, которые находятся на одном уровне. На следующей стадии цикла производят выдавливание сплошного стержня (фиг.2), за счет перемещения смещенного объема периферийной части в виде полого цилиндра в цилиндрическую часть полым пуансоном 2 вместе с контейнером 3 на величину Δlnn со скоростью Vnn. За выдавливание принято увеличение размеров заготовки вдоль оси. Смещенный объем периферийной части заготовки перемещают в цилиндрическую часть заготовки на величину Δlδn со скоростью Vδn. Соотношение между скоростями перемещения находится из условия равенства смещенных объемов:

где Vnn - смещенный объем периферийной части заготовки в виде полого цилиндра, вытесненный полым пуансоном,
Vδn - смещенный объем цилиндрической части заготовки, перемещенный к поверхности плиты.
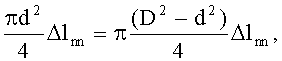
Из геометрических соотношений имеем:


где D и d - диаметры круглой плиты пуансона соответственно,
Δlδn, Δlnn - расстояние между торцами соответственно круглой плиты и полого пуансонов на рассматриваемой стадии. Прировняв 2 и 3, получим:

Разделив обе части равенства (4) на время стадии, получим соотношение скоростей смещенных объемов:

где Vnn - скорость перемещения смещённого объёма периферийной части заготовки в виде полосы цилиндра,
Vδn - скорость перемещения смешанного объема цилиндрической части заготовки.
Кроме соотношения скоростей необходимо выполнить и соотношение между усилием, приложенным к пуансону 2 и плите 6:

где P1 - усилие выдавливания, приложенное к плите 6;
P2 - усилие, приложенное к пуансону 1;
P3 - усилие, приложенное к полому пуансону.
На следующей стадии фиг.3 производят прямое выдавливание из заготовки со стержнем, перемещая смещенные объемы из цилиндрической части в периферийную, двигая пуансон 2 и круглую плиту 6 вверх до совпадения торцев пуансонов 1 и 2 между скоростями соблюдением соотношения между скоростями Vδn и Vn, а между усилиями:

где P4 - усилие, приложенное к круглой плите 6,
P5 - усилие, приложенное к малому пуансону 1,
Р6 - усилие, приложенное со стороны полого пуансона 2.
На каждой стадии усилия меняются из-за изменения кинематики течения и упрочнения металла.
Далее, продолжается выдавливание полого стакана, сохраняя направление и соотношение скоростей перемещения (5) смещенных объемов, пуансона 2 и круглой плиты 6 предыдущей стадии и выполняя равенство усилий (фиг.4):

где P7 - усилие, приложенное к круглой плите 6,
P8 - усилие, приложенное к малому пуансону 1,
Р9 - усилие, приложенное со стороны полого пуансона 2.
На последней стадии (фиг.5) производят осадку цилиндрической части заготовки в виде стакана, меняют направление скоростей перемещения смещенных объемов полого пуансона 2 и круглой плиты 6, сохранив соотношения скоростей между ними по формуле 5. Усилие между ними должно удовлетворять равенству:
P10=P11+P12,
где P10 - усилие,приложенное к полому пуансону,
Р11 - усилие, приложенное к малому пуансону 1,
P12 - усилие противодействия со стороны круглой плиты 6.
На этом первый цикл обработки заканчивается. Заготовка 5 выталкивается из контейнера 3. Для этого круглая плита 6 удаляется из контейнера 3 на величину Δlδ, контейнер перемещается на расстояние l0 и пуансоном 1 заготовка 3 выталкивается и падает на круглую плиту 6. Затем заготовку переворачивают на 180° и цикл повторяется (фиг.1).
Для того чтобы процесс был стабильным, перемещения и скорости полого пуансона 2 и круглой плиты 6 вверх и вниз относительно исходного положения для каждого из них были одинаково необходимы, чтобы объемы выдавленного стержня V1 и стенок стакана V2 были одинаковы:
V1=V2
Из геометрии видно:
Отсюда .
На стадиях процесса (фиг.2, 3, 4, 5) по боковой поверхности заготовки, касающейся с рабочей поверхностью инструмента, создают активные силы трения F, направленные в сторону движения смещенного объема металла, они снижают усилие деформирования, неравномерность деформации и увеличивают ее степень. Так, при выдавливании (фиг.2) из плоской заготовки активные силы трения создают на боковой поверхности заготовки, часть которой касается внутренней поверхности полого пуансона 2, а другая часть касается рабочей поверхности контейнера. Полый пуансон 2 и контейнер 3 перемещаются в направлении действия активных сил трения, совпадающих с направлением движения смещенного объема металла из периферийной части в цилиндрическую. В этом же направлении движется и круглая плита 6, но с меньшей скоростью.
При осадке из заготовки со стержнем (фиг.3) активные силы трения созданы в направлении движения смещенного объема металла из цилиндрической в периферийную часть, благодаря более быстрому перемещению контейнера 3 и полого пуансона 2 в сравнении со скоростью перемещения круглой плиты 6.
На стадии выдавливания стакана (фиг.4) обеспечивают те же условия, как и на предшествующей стадии, что сохраняет направление действия активных сил трения.
На стадии осадки из заготовки в виде стакана (фиг.5) меняют направление движения смещенного объема металла из периферийной части заготовки в цилиндрическую за счет перемещения полого пуансона 2 с контейнером 3 и круглой плиты 6. Активные силы трения на боковой поверхности, созданной благодаря более быстрому перемещению контейнера 3, чем движение металла в том же направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| Способ пластического структурообразования металлов при интенсивной пластической деформации и устройство для его осуществления | 2016 |
|
RU2660497C2 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ ПРИ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189883C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424076C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2515705C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492957C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2008 |
|
RU2371276C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения нанокристаллической структуры металла. Заготовку подвергают закрытой осадке и выдавливанию. Выдавливание осуществляют путем смещения объемов из периферийной части заготовки в виде полого цилиндра в цилиндрическую часть и обратно. При этом сохраняют форму и размеры заготовки. Осадку и выдавливание ведут в контейнере посредством полого пуансона, установленного в него сплошного пуансона и подвижной круглой плиты. Диаметр плиты D определен из следующего равенства:  , где: d - диаметр сплошного пуансона. Выдавливание производят с обеспечением перемещения смещенного объема цилиндрической и периферийной частей заготовки в виде полого цилиндра со скоростями, которые связаны приведенным соотношением. В результате обеспечивается повышение степени деформации и существенное сокращение длительности процесса получения микроструктурированных кристаллических материалов. 2 н.п. ф-лы, 5 ил.
, где: d - диаметр сплошного пуансона. Выдавливание производят с обеспечением перемещения смещенного объема цилиндрической и периферийной частей заготовки в виде полого цилиндра со скоростями, которые связаны приведенным соотношением. В результате обеспечивается повышение степени деформации и существенное сокращение длительности процесса получения микроструктурированных кристаллических материалов. 2 н.п. ф-лы, 5 ил.
1. Способ пластического структурообразования кристаллических материалов, включающий закрытую осадку заготовки и выдавливание путем смещения объемов заготовки из периферийной части в виде полого цилиндра в цилиндрическую часть и обратно при сохранении формы и размеров заготовки, которые осуществляют последовательно в контейнере посредством полого пуансона, установленного в него сплошного пуансона и плиты, отличающийся тем, что используют круглую подвижную плиту, диаметр которой определен из следующего равенства:
,
где D - диаметр плиты;
d - диаметр сплошного пуансона,
а выдавливание производят с обеспечением перемещения смещенного объема цилиндрической и периферийной частей заготовки в виде полого цилиндра со скоростями, которые связаны следующим равенством:
,
где Vδn - скорость перемещения смещенного объема цилиндрической части заготовки;
Vnn - скорость перемещения смещенного объема периферийной части заготовки в виде полого цилиндра.
2. Устройство для пластического структурообразования кристаллических материалов, содержащее подвижный полый пуансон и вставленный в него сплошной пуансон, плиту, расположенную с другой стороны, бандажированный контейнер, выполненный с внутренним диаметром, равным наружному диаметру полого пуансона, отличающееся тем, что плита выполнена круглой с диаметром, равным внутреннему диаметру контейнера, и имеет возможность перемещения, контейнер жестко соединен с подвижным полым пуансоном, а соотношение диаметров плиты и сплошного пуансона, который выполнен неподвижным, удовлетворяет равенству:
,
где D - диаметр плиты;
d - диаметр сплошного пуансона.
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ ПРИ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2189883C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ НЕСТОЙКИХ ПРОДУКТОВ АНОДНОГО ОКИСЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1931 |
|
SU43585A1 |
| Коррекционное устройство | 1939 |
|
SU68674A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

