Изобретение относится к способу изготовления листовой электротехнической стали с ориентированной структурой, в котором сляб из стали, содержащей (в мас. %) более чем 0,005-0,10% С, 2,5-4,5% Si, 0,03-0,15% Mn, более чем 0,01-0,05% S, 0,01-0,035% Al, 0,0045-0,012% N, 0,02-0,3% Сu, остаток Fе, включая неизбежные загрязнения, нагревают при температуре, которая лежит ниже температуры растворимости сульфидов марганца, во всяком случае ниже 1320oС, но выше температуры растворимости сульфидов меди, затем подвергают горячей прокатке при начальной температуре, по меньшей мере, 960oС и конечной температуре в интервале 880-1000oС до конечной толщины горячекатаной полосы в диапазоне от 1,5 до 7,0 мм, затем отжигают горячекатаную полосу в течение 100-600 с при температуре в интервале 880-1150oС, затем охлаждают со скоростью охлаждения более 15 К/с и за один или несколько проходов холодной прокатки раскатывают холодным способом до конечной толщины холоднокатаной ленты, после чего холоднокатаную ленту подвергают рекристаллизационному отжигу во влажной, содержащей водород и азот атмосфере с одновременным обезуглероживанием и после нанесения на обе стороны содержащего в основном МgО разделительного средства отжигают при высокой температуре и после нанесения изолирующего слоя подвергают окончательному отжигу.
Такой способ раскрыт в DE 4311151 C1. Снижение температуры предварительного нагрева сляба до температуры ниже температуры растворимости MnS, но в любом случае ниже 1320oС возможно за счет применения сульфида меди в качестве существенного ингибитора роста зерна. Его температура растворимости является настолько низкой, что даже при предварительном нагреве при этой пониженной температуре и последующей горячей прокатке в соединении с отжигом горячекатаной ленты возможно достаточное образование этой ингибирующей фазы. MnS вследствие своей намного более высокой температуры растворимости не выполняет роли ингибитора, и AlN, свойства растворимости и выделения которого находятся между свойствами сульфидов Мn и Сu, участвует лишь незначительно в ингибировании.
Целью понижения температуры перед горячей прокаткой является предотвращение образования горячих шлаков на слябе, что снижает износ устройства отжига и повышает эффективную производительность производства.
В ЕР-В-O 219611 описан способ, который также обеспечивает возможность понижения температуры предварительного нагрева сляба предпочтительным образом. При этом используют частицы (Al, Si)N в качестве ингибиторов роста зерен, которые вносят посредством процесса азотирования в холоднокатаную до конечной толщины и обезуглероженную ленту. В качестве мер для проведения процесса азотирования выбирают атмосферу отжига при высокотемпературном отжиге так, что она имеет возможность азотирования, или используют азотирующие добавки к разделителю отжига, или комбинируют обе меры.
В ЕР-В-O 321695 описан похожий способ. В качестве ингибиторов роста зерен используют только частицы (Аl, Si)N. Приводятся дополнительные данные по химическому составу и указывается на другую возможность обработки азотированием в соединении с обезуглероживающим отжигом. Кроме того, указывается, что температура предварительного нагрева сляба должна находиться, предпочтительно, ниже 1200oС.
В ЕР-В-O 339474 также описан способ, однако при этом более подробно описывается обработка азотированием в виде непрерывного отжига в диапазоне температур от 500 до 900oС в присутствии достаточного количества NH3 в газе отжига. Кроме того, детально описано, как можно проводить обработку отжигом с азотированием непосредственно после обезуглероживающего отжига. Целью здесь также является образование частиц (Al, Si)N в качестве эффективного ингибитора роста зерен. При этом особо подчеркивается, что при такой обработке азотированием необходимо ввести по меньшей мере 100 млн-1, предпочтительно, более 180 млн-1 азота. Температура предварительного нагрева сляба должна составлять менее 1200oС.
В ЕР-В-O 390140 особенно подчеркивается особое значение распределения величины зерен обезуглероженной холоднокатаной ленты и указываются различные методы для ее определения. В качестве температуры предварительного нагрева сляба во всяком случае указывается температура ниже 1280oС. Однако, постоянно рекомендуется предварительно нагревать слябы ниже 1200oС, во всех приведенных примерах выполнения указывается температура предварительного нагрева сляба 1150oС.
В противоположность этому известный из DE 4311151 C1 способ имеет то преимущество, что температуры предварительного нагрева не должны выбираться такими низкими, как указанные выше 1150-1200oС. В часто применяемом режиме смешанной прокатки современных прокатных станов устанавливают часто температуры предварительного нагрева сляба от 1250 до 1300oС, так как этот диапазон температур является особенно благоприятным с точки зрения горячей прокатки и энергозатрат. С другой стороны, использование сульфида меди в качестве ингибитора имеет то решающее преимущество, что нет необходимости в выполнении и освоении дополнительной технологии обработки азотированием, а можно непосредственно создавать ингибитор роста зерен уже в начале процесса изготовления. Таким образом значительно упрощается дальнейшая обработка горячекатаной ленты в готовый продукт.
Горячекатаную ленту подвергают отжигу для выделения частиц сульфида меди, которые должны образовывать ингибирующую фазу. После этого производят холодную прокатку до толщины готовой ленты. В качестве альтернативного решения можно горячекатаную ленту сперва подвергнуть первой стадии холодной прокатки для того, чтобы затем провести приводящий к выделению ингибитора отжиг и последнюю холодную прокатку на толщину готовой ленты. Наконец, эту ленту подвергают непрерывной обработке обезуглероживания во влажной, содержащей азот и водород атмосфере отжига. В начале этой обработки отжигом структура рекристаллизуется и лента обезуглероживается. Затем наносят содержащий в основном МgО клеевой защитный слой на поверхность обезуглероженной ленты и сматывают ленту в рулоны.
Образованные таким образом обезуглероженные холоднокатаные рулоны подвергают высокотемпературному отжигу в колпаковой печи для того, чтобы инициировать образование текстуры Госса посредством процесса вторичной рекристаллизации. Обычно рулоны медленно нагревают со скоростью нагрева приблизительно от 10 до 30 К/с в атмосфере отжига, состоящей из водорода и азота. При температуре ленты примерно 400oС сильно увеличивается точка росы газа отжига, так как высвобождается кристаллическая вода содержащего в основном МgО клеевого защитного слоя. При температуре около 950-1020oС проходит вторичная рекристаллизация. Хотя тем самым уже заканчивается образование текстуры Госса, однако производят дальнейшее нагревание до температуры, по меньшей мере, 1150oС, предпочтительно, по меньшей мере, 1180oС и выдерживают при этой температуре в течение, по меньшей мере, 2-20 ч. Это необходимо для того, чтобы очистить ленту от больше не требующихся частиц ингибитора, так как иначе они остаются в материале и препятствуют процессу перемагничивания в готовом изделии. Для оптимального процесса очистки после окончания вторичной рекристаллизации, обычно с начала фазы выдержки сильно повышают долю водорода в атмосфере отжига, например, до 100%.
Во время фазы нагрева высокотемпературного отжига используют обычно в качестве газа отжига смесь из водорода и азота, при этом обычной является смесь из 75% водорода и 25% азота. Такой состав газа приводит к определенному азотированию ленты, так как при этом стехиометрическом составе присутствуют в достаточном количестве молекулы NH3, которые необходимы для азотирования. Тем самым известным образом усиливается основанное на AlN ингибирование.
При использовании раскрытого в DE 4311151 C1 способа, в котором ингибирование основывается не на частицах AlN, а на сульфиде меди, при использовании такого типа высокотемпературного отжига иногда возникают неравномерности в ходе образования текстуры (вторичной рекристаллизации) во время высокотемпературного отжига. Эти неравномерности отрицательно действуют непосредственно на магнитные параметры. Поэтому задача изобретения заключается в том, чтобы во время высокотемпературного отжига значительно сократить эти неравномерности и тем самым стабилизировать процесс вторичной рекристаллизации, за счет чего поднять до очень хорошего уровня магнитные параметры.
Для решения этой задачи предлагается согласно изобретению в соответствующем процессе нагревать холоднокатаную ленту для высокотемпературного отжига в атмосфере, состоящей из менее чем 25 об.% из Н2, остаток - из азота и/или благородного газа, например, аргона, по меньшей мере, до достижения температуры выдержки. После достижения температуры выдержки долю Н2 можно постепенно повышать до 100%.
Для того чтобы иметь возможность оценивать и сравнивать процесс вторичной рекристаллизации, определенное число идентично обезуглероженных образцов холоднокатаной ленты подвергают лабораторной имитации рабочего высокотемпературного отжига в колпаковой печи. При достижении определенных, заранее заданных температур во время нагрева извлекают отдельные образцы из этого штабеля. В этих образцах замораживаются частичные состояния материала в этой фазе высокотемпературного отжига. В качестве температурного интервала выбирают диапазон между 900 и 1045oС, так как в нем происходит вторичная рекристаллизация. Для всех проб измеряют коэрцитивную силу и отображают графически в зависимости от температуры изъятия на фиг.1. Коэрцитивная сила изменяется обратно пропорционально средней величине зерен структуры. С помощью этой зависимости можно определить начало вторичной рекристаллизации по внезапному крутому спаду коэрцитивной силы при определенной температуре взятия образца. Этот крутой спад в качестве индикатора начала вторичной рекристаллизации показан на фиг.1. Такой тип исследования называют "тестом рекристаллизации" (см. Хастенрат и др., Anales de Fisika В, том 86 (1990), с. 229-231). Одновременно в этих пробах для проведения теста рекристаллизации измеряют содержание азота и серы. Эти исследования показали, что обезуглероженная холоднокатаная лента, изготовленная согласно DE 4311151, также в высокой степени азотируется, если ее отжигать обычным высокотемпературным отжигом, содержащим 75% водорода и 25% азота во время фазы нагрева. Однако, одновременно сильно снижается содержание серы в процессе этого высокотемпературного отжига. Но это означает ослабление ингибирования, которое основывается на сульфидах меди. Кроме того, эта десульфурация происходит не гомогенным образом, чем можно объяснить разброс магнитных параметров. Однако, если изменить высокотемпературный отжиг согласно изобретению и ограничить долю водорода максимально 25 об.% во время нагрева, то происходит намного более слабая десульфурация. Содержание серы заметно уменьшается только при более высоких температурах, когда вторичная рекристаллизация уже закончена. Эта закономерность иллюстрируется ниже с помощью примеров.
Однако использование более низкой доли водорода во время фазы нагрева заметно повышает также окислительный потенциал атмосферы отжига, что в отдельных случаях может отрицательно влиять на проводимое позже образование изолирующего фосфатного слоя и его прилипаемость. Однако, эта проблема заметно проявляется только в начале фазы нагрева, когда явно повышается точка росы газа отжига за счет выделения водного пара из клеевого защитного слоя. Однако, при этих низких температурах еще не наблюдается изменения ингибирующей фазы за счет десульфурации, а это происходит только при более высоких температурах. Для того чтобы исключить нежелательное влияние на качество поверхности, необходимо изменить состав газа во время фазы нагрева. Благоприятным является, например, начинать высокотемпературный отжиг с атмосферой отжига, которая содержит большую долю водорода, и нагревать при этих условиях до температуры 450-750oС. Затем необходимо сменить атмосферу отжига и установить более низкое содержание водорода, например, 5-10 об.% и продолжать нагрев до достижения стадии выдержки. Сначала фазы выдержки обычным образом повышают содержание водорода до 100%.
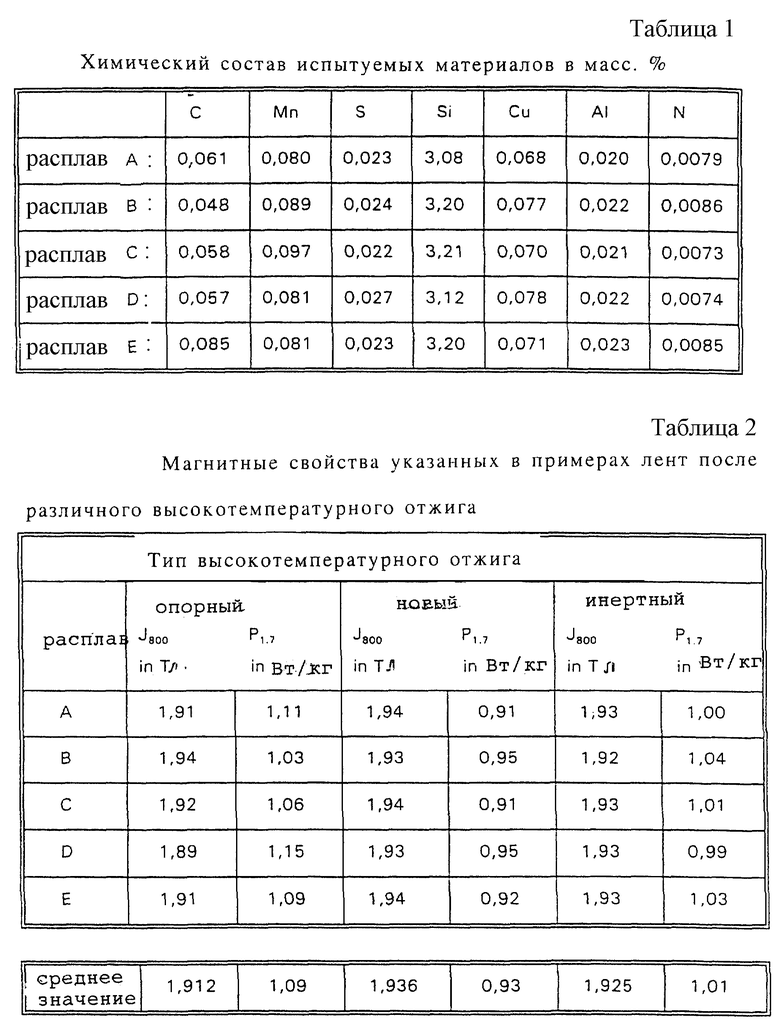
Примеры иллюстрируют действие меры согласно изобретению. Горячекатаные ленты из расплавов с указанными в табл. 1 химическими составами подвергали дальнейшей обработке описанным в DE 4311151 C1 способом для получения обезуглероженной холоднокатаной ленты. Эту обезуглероженную холоднокатаную ленту разделили на части и подвергли в рабочих условиях трем различным видам высокотемпературного отжига:
Вариант "опорный": первый, обозначенный как "опорный" высокотемпературный отжиг соответствовал уровню техники и имел атмосферу из 75 об.% Н2 и 25 об.% N2 во время фазы нагрева. С температуры окружающего воздуха нагревали со скоростью 15 К/ч до температуры выдержки 1200oС и выдерживали в течение 20 ч при этой температуре и затем медленно охлаждали. С начала времени выдержки переключились на атмосферу с 100% Н2.
Вариант "новый": второй, обозначенный как "новый" высокотемпературный отжиг представлял собой меру согласно изобретению и содержал в отличие от варианта "опорный" атмосферу из 10 об.% Н2 и 90 об.% N2 во время фазы нагрева.
Вариант "инертный": третий, обозначаемый как "инертный" высокотемпературный отжиг также представляет собой меру согласно изобретению, однако в отличие от варианта "новый" вместо N2 используют в фазе нагрева инертный газ аргон.
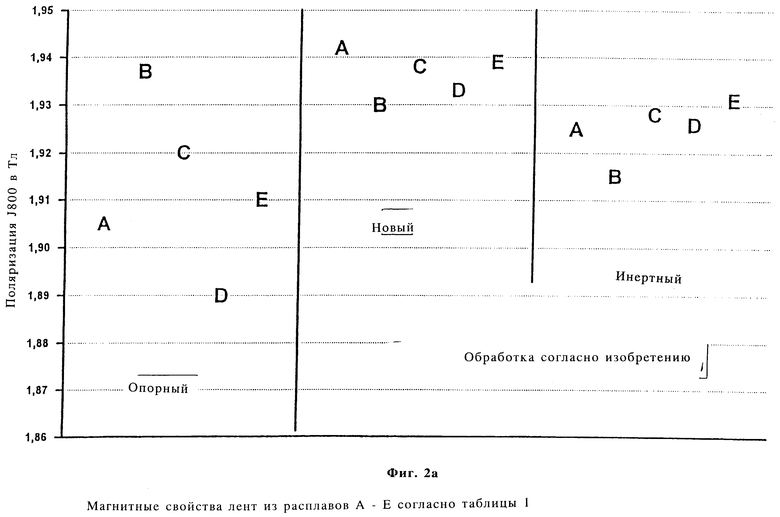
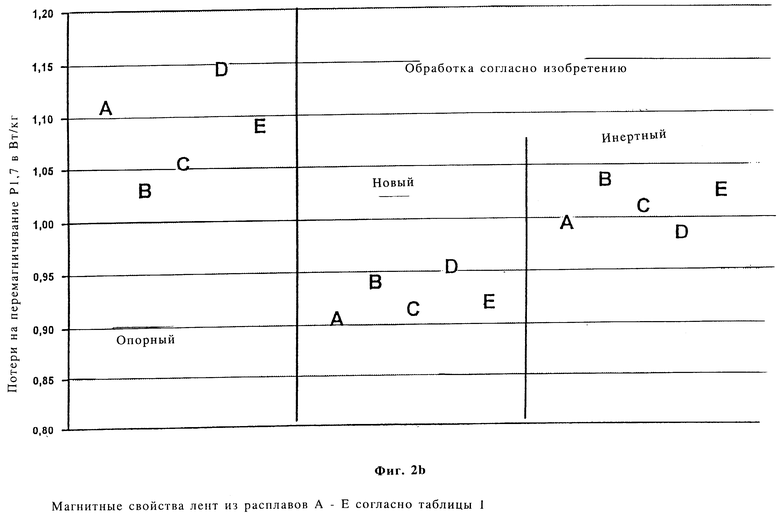
При этом были достигнуты магнитные свойства, сведенные в табл. 2. Эти значения представлены графически на фиг. 2а и 2b. По сравнению с вариантом "опорный" (согласно уровню техники) варианты высокотемпературного отжига согласно изобретению "новый" и "инертный" показывают значительно более равномерные магнитные параметры, представленные поляризацией, что свидетельствует о стабилизирующем действии. Кроме того, эти значения находятся на более высоком уровне. Сравнение обоих вариантов согласно изобретению "новый" и "инертный" показывает, что в качестве главной составляющей части газа отжига наиболее пригоден азот. Применение инертного газа, например, аргона не имеет смысла по причине стоимости. Однако, вариант "инертный" также показывает улучшение и стабилизацию магнитных свойств, что доказывает, что использование азота в качестве основной составляющей части газа отжига не является решающим, а решающим является более низкое содержание водорода.
Перед проведением высокотемпературного отжига были проведены тесты рекристаллизации указанного выше типа образцов обезуглероженной холоднокатаной ленты. При этом были также образованы три варианта с соответствующими газовыми атмосферами, как и в описанных выше опытах.
Крутой спад коэрцитивной силы на фиг.1 показывает, что во всех трех случаях происходит вторичная рекристаллизация. Отдельные образцы, использованные для теста рекристаллизации, были проанализированы на содержание в них азота и серы.
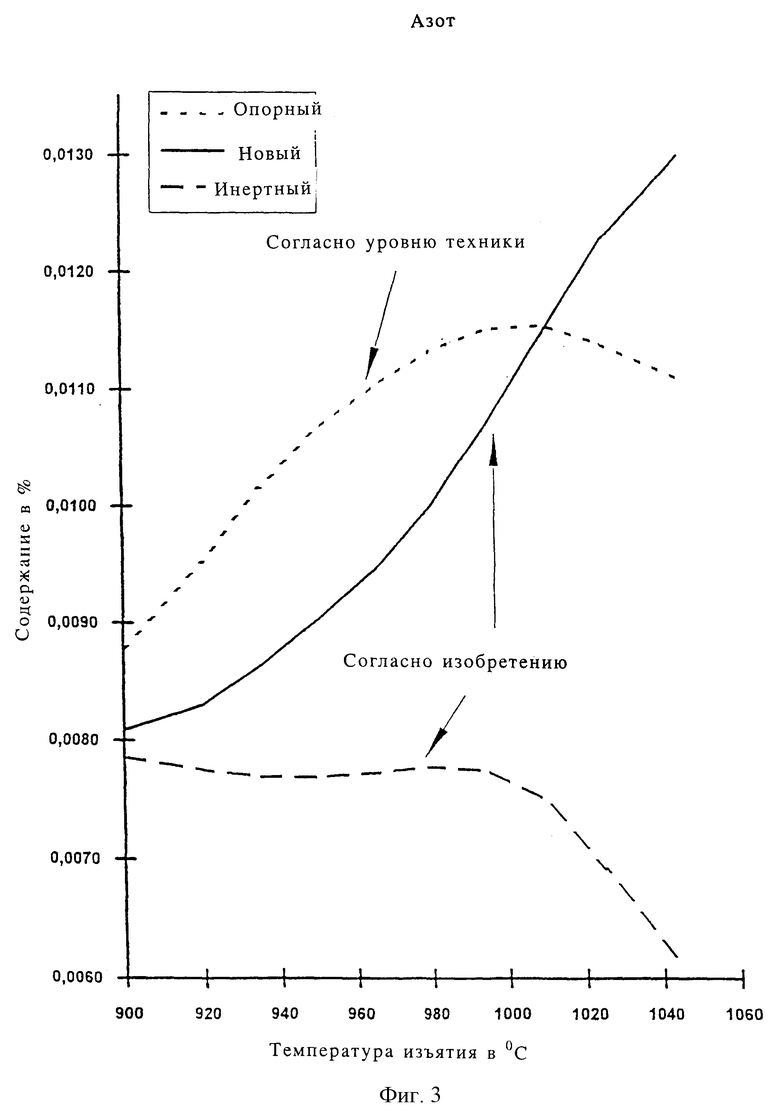
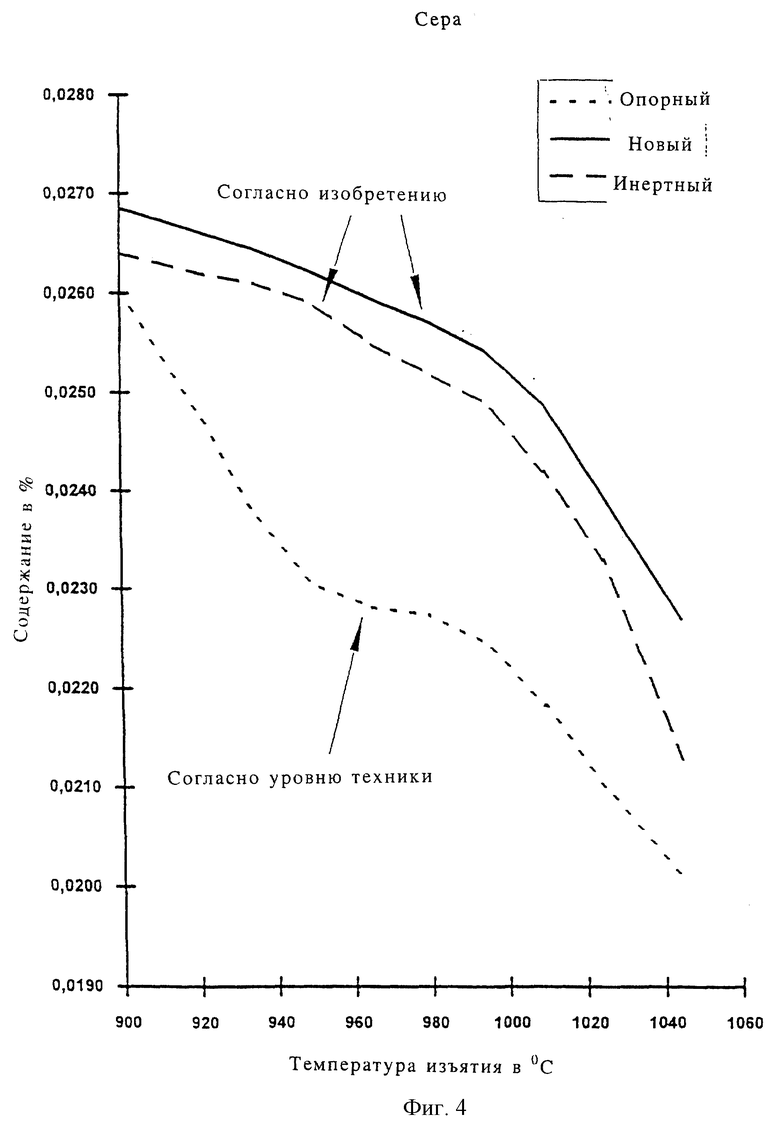
На фиг. 3 показано развитие содержания азота и на фиг.4 - развитие содержания серы в температурном интервале от 900 до 1045oС во время фазы нагрева высокотемпературного отжига. Для обоих графиков были образованы средние значения измеренных величин для всех лент приведенных в таблице расплавов А до Е. Ленты прокатывали до толщины готовой ленты 0,3 мм.
Развитие содержания азота во время фазы нагрева по фиг.3 показывает в варианте "опорный" ожидаемое большое нарастание уже при температурах ниже 1020oС. В противоположность этому нарастание в варианте согласно изобретению "новый" выражено значительно слабее и становится доминирующим только при высоких температурах, когда вторичная рекристаллизация уже завершена. В случае варианта согласно изобретению "инертный" вообще не наступает повышения содержания азота, так как газ отжига не содержит азота. Однако, заметное деазотирование возникает только при высоких температурах выше температуры вторичной рекристаллизации. Таким образом, действие обоих вариантов высокотемпературного отжига согласно изобретению на развитие содержания азота в процессе отжига является противоположным. Однако, воздействие на магнитные свойства является примерно одинаковым. Таким образом, влияние на содержание азота в материале, изготовленном согласно раскрытому в DE 4311151 C1 способу, не является причиной для существенного для изобретения улучшения.
Однако, если наблюдать за развитием содержания серы во время нагрева и сравнить при этом три рассматриваемых варианта, то можно легко распознать механизм действия вариантов согласно изобретению: в то время как в варианте "опорный" содержание серы довольно быстро падает в процессе нагрева еще до начала вторичной рекристаллизации, это падение в вариантах согласно изобретению "новый" и "инертный" выражен значительно слабее. Уменьшение содержания серы можно объяснить только соответствующим понижением содержания действующих в качестве ингибиторов сульфидов меди. В случае варианта "опорный" это понижение происходит довольно быстро, за счет чего рано снижается ингибирующее действие и за счет этого процесс селекции текстуры подвергнут определенному разбросу. Благодаря применению варианта высокотемпературного отжига согласно изобретению действие ингибирующей фазы продлевается во времени, что соответственно благоприятно действует на процесс селекции текстуры при вторичной рекристаллизации.
Развитие содержания серы отличается в вариантах высокотемпературного отжига согласно изобретению от варианта согласно уровня техники заметным образом только при температурах ленты свыше 900oС. Тем самым проявляется предпочтительное действие вариантов согласно изобретению также тогда, когда бедную водородом атмосферу отжига применяют в более поздний момент времени во время нагрева. Если, например, применение очень обедненной водородом атмосферы отжига во время фазы нагрева (например, 5 об.% водорода) вследствие ее очень высокого окислительного потенциала создает проблемы с качеством поверхности ленты, то можно изменить способ согласно изобретению следующим образом: отжиг начинают в обогащенной водородом атмосфере. После достижения температуры ленты минимально 450oС и максимально 750oС изменяют состав газа отжига и продолжают отжиг в обедненной водородом атмосфере. Принципиально является возможным проводить смену температуры атмосферы только при температуре 900oС, однако было бы затруднительно в устройстве колпакового отжига, которое применяют для такого высокотемпературного отжига, с достаточной точностью установить температуру ленты из-за высокой теплоемкости используемого рулонного материала и обусловленного этим высокого температурного градиента. После достижения температуры выдержки минимально 1150oС газовую атмосферу снова меняют и сильно повышают долю водорода, предпочтительно, до 100%. Это изменение способа согласно изобретению в отношении его действия идентично описанному выше способу согласно изобретению.
Изобретение относится к способу изготовления листовой электротехнической стали с ориентированной структурой. Техническим результатом изобретения является повышение магнитных параметров стали. Для достижения технического результата стальной сляб прогревают при температуре, которая лежит ниже температуры растворимости сульфидов марганца, но выше температуры растворимости сульфидов меди. После этого сляб прокатывают горячим способом при начальной температуре по меньшей мере 960oС и конечной температуре в диапазоне 880-1000oС до конечной толщины горячекатаной полосы в диапазоне от 1,5 до 7,0 мм. Затем горячекатаную полосу отжигают в течение 100-600 с при температуре в диапазоне 880-1150oС и затем охлаждают со скоростью охлаждения более 15 К/с. За один или несколько проходов холодной прокатки раскатывают горячекатаную ленту. После этого следует рекристаллизационный отжиг с одновременным обезуглероживанием, нанесение разделительного средства, высокотемпературный отжиг и после нанесения изолирующего слоя окончательный отжиг. Отличительным признаком изобретения является то, что холоднокатаную ленту для высокотемпературного отжига нагревают в атмосфере, содержащей менее 25 об.% Н2, остаток - азот и/или благородный газ до достижения температуры выдержки. 3 з.п. ф-лы, 4 ил., 2 табл.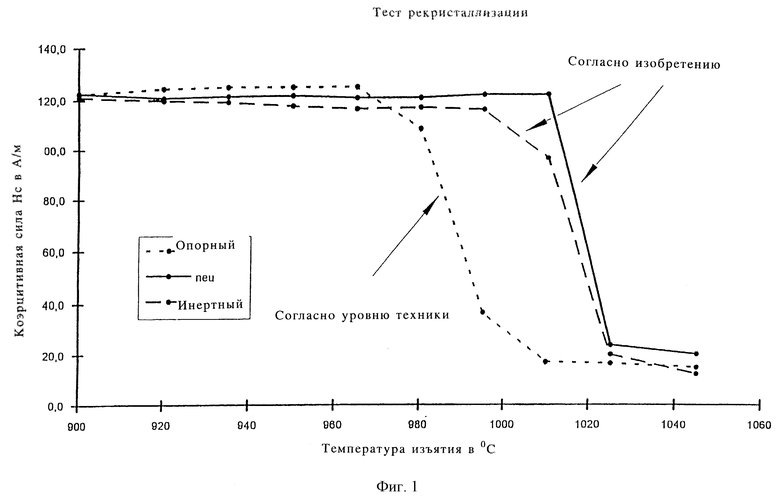
Углерод - более чем 0,005-0,10
Кремний - 2,5-4,5
Марганец - 0,03-0,15
Сера - 0,01-0,05
Алюминий - 0,01-0,035
Азот - 0,045-0,012
Медь - 0,02-0,3
Железо и неизбежные примеси - Остальное
нагрев стали до температуры ниже 1320oС - температуры растворимости сульфида марганца, но выше температуры растворимости сульфидов меди, горячую прокатку сляба при начальной температуре по меньшей мере 960oС и конечной температуре в диапазоне 880-1000oС до конечной толщины листа в пределах 1,5-7,0 мм, отжиг при 880-1150oС в течение 100-600 с, охлаждение со скоростью более 15oК/с, холодную прокатку за один или несколько проходов до конечной толщины листа, рекристаллизационный отжиг во влажной, содержащей водород и азот атмосфере с одновременным обезуглероживанием, нанесение на обе стороны листа, содержащего в основном MgO разделительного средства, отжиг при высокой температуре, нанесение изолирующего покрытия и окончательный отжиг, отличающийся тем, что холоднокатаную ленту нагревают при высокотемпературном отжиге в атмосфере, содержащей менее 25 об. % водорода, остальное азот и/или благородный газ по меньшей мере до достижения температуры выдержки 1150-1200oС, предпочтительно 1180oС.
| DE 4311151 C1, 28.07.1994 | |||
| КОНВЕЙЕР ДЛЯ СЫПУЧИХ И ПЫЛЕВИДНЫХ МАТЕРИАЛОВ | 0 |
|
SU339474A1 |
| Способ изготовления электромагнитной кремнистой стали | 1977 |
|
SU1075985A3 |
| US 4623406, 18.11.1986 | |||
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |
