Изобретение относится к области неразрушающего контроля и может быть использовано для контроля качества сварных соединений и основного металла металлических конструкций.
Известен способ комплексного автоматизированного контроля качества изделий, заключающийся в том, что контроль качества осуществляется с использованием метода акустической эмиссии (АЭ), а также ультразвуковым и рентгенотелевизионным методом. Изделие проходит последовательно три метода контроля: контроль методом АЭ, ультразвуковой и ренгенотелевизионный контроль. Сначала осуществляется контроль изделия методом АЭ, и при значительном превышении значений сигналов АЭ заданного уровня производят обработку изделий, в остальных случаях осуществляют контроль изделий ультразвуковым методом, производят сравнительный анализ сигналов АЭ и ультразвуковых, по результатам которого определяют целесообразность рентгенотелевизионного контроля [1].
К недостаткам данного способа относятся отсутствие сигналов АЭ в статическом напряженно-деформированном состоянии конструкции, невозможность изменения последовательности используемых методов контроля и применения других методов, кроме указанных в способе, что приводит к снижению достоверности и не может являться оптимальным при контроле качества сварных соединений. Недостатком является также принципиальная невозможность выявления концентраторов механических напряжений в местах, где отсутствуют разрывы сплошности среды (поры, трещины и пр.) или существенные отклонения плотности материала (инородные включения, шлаки и др.). Между тем, опасными для эксплуатации конструкции являются именно концентраторы механических напряжений, а не разрывы сплошности или инородные включения. Например, в местах концентрации механических напряжений, где на момент сдачи объекта в эксплуатацию отсутствуют дефекты, в дальнейшем, при эксплуатации, развивается водородная коррозия, питтинги и др.
Наиболее близким по технической сущности к предлагаемому способу является способ комплексного контроля качества изделий, заключающийся в том, что контроль качества сварных швов осуществляется комплексно, причем в качестве первого метода контроля используется АЭ-контроль, который выполняется непосредственно в процессе сварки и должен охватывать стадии формирования и охлаждения сварного шва [2].
По результатам АЭ-контроля строят картину распределения АЭ-сигналов и выделяют участки, характеризующиеся повышенным количеством импульсов по сравнению с общим фоном (АЭ-активные области). Последующий контроль осуществляют другими методами, например ультразвуковым, и проводят его после окончания сварки, причем последующему контролю подвергаются только АЭ-активные области как потенциально опасные участки, в которых могут находиться дефекты. В зависимости от характеристик АЭ-активных областей и требований к контролируемому объекту по критическим (недопустимым) дефектам объем последующего контроля может быть меньше или равным 100% от объема АЭ-активных областей.
Однако помимо недостатков вышеприведенного аналога к недостаткам данного способа относятся следующие:
а) способ применим исключительно на стадии сварочных работ только для контроля сварных швов и не может применяться на стадии эксплуатации конструкции со сварными швами, а также для контроля основного металла конструкции, что существенно ограничивает область его применения;
б) необходимость нагружения участка конструкции для активации дефектов для АЭ-контроля и требование проведения измерений непосредственно в процессе сварки на стадиях формирования и охлаждения сварного шва создают препятствия нормальному технологическому циклу;
в) невозможность обнаружения информативного признака дефекта (АЭ-импульсов) в конструкциях, испытавших до контроля нагрузки, близкие или превышающие нагрузки, созданные в процессе испытаний (эффект Кайзера), сокращает реальный предел объема контроля (100% контроль недостижим); поскольку априори обнаружить действие эффекта невозможно, то это дополнительно снижает достоверность метода и повышает вероятность пропуска дефекта;
г) невозможность оценить коэффициент концентрации механических напряжений в зоне источника АЭ-импульсов, а следовательно, объективно ранжировать по фактической степени опасности соответствующие участки конструкции исключает возможность выбрать для дообследования следующий наиболее эффективный метод неразрушающего контроля, например рентгеновский, что снижает его технологичность - технологическую эффективность способа;
д) низкая достоверность идентификации опасных концентраторов напряжений в конструкциях, находящихся в сложном напряженно-деформированном состоянии (в зонах локального повышения механических напряжений интенсивность АЭ-импульсов от незначительных дефектов выше, чем от опасных дефектов, расположенных в слабо нагруженной зоне), и другие.
Следствием этого является невозможность оптимального порядка распределения методов и средств по очередности и местам их применения для дообследования участков, подозрительных на наличие дефектов и условий разрушения конструкции (то есть участков, где в момент обследования нет разрывов cплошности среды или инородных включений). Это, а также затраты на обследование участков с ложным "сигналом тревоги" в конструкциях со сложным напряженно-деформированным состоянием приводят к удорожанию контроля, к снижению оперативности и достоверности диагностических операций.
Задачей изобретений является расширение области применения способа, повышение его достоверности и технологичности.
Поставленная задача решается за счет принятия во внимание того, что условием потери эксплуатационной пригодности конструкции является наличие концентрации механических напряжений на локальном участке, которая может возникать не только в окрестностях разрывов сплошности материала или инородных включений.
Учет указанного условия потери эксплуатационной пригодности конструкции достигается тем, что в способе комплексного контроля качества, заключающемся в том, что на различных стадиях неразрушающего контроля используют метод акустической эмиссии и другие методы неразрушающего контроля, согласно изобретению, с целью расширения области его применения и повышения достоверности, первым выполняют контроль механических напряжений в основном металле или в окрестности сварного шва, выявляют концентраторы механических напряжений, а затем, при необходимости, осуществляют неразрушающей контроль другими методами в объеме, не превышающем объем зон, содержащих концентраторы механических напряжений.
Учет указанного условия также достигается тем, что в вышеописанном способе комплексного контроля качества, согласно изобретению, с целью расширения повышения технологичности, по окончании контроля механических напряжений строят карту распределения концентраторов механических напряжений, которые ранжируют по степени их опасности и классифицируют, на основании чего применяют другой наиболее эффективный метод неразрушающего контроля, например рентгеновский.
Благодаря тому, что первым применяется метод неразрушающего контроля, заключающийся в определении механических напряжений материала в зоне контроля, расширяется область применения способа, поскольку, в отличие от АЭ, этот метод пригоден для поиска опасных участков не исключительно в процессе сварочных работ, а на любом их этапе, в том числе сразу по окончании сварки или в процессе эксплуатации, а также не только в самом сварном шве, но и на любом участке основного металла конструкции. При этом повышается достоверность контроля, так как на результат контроля не влияет вид напряженно-деформированного состояния конструкции (он, собственно, и исследуется), а также благодаря независимости результатов от эффектов, подобных эффекту Кайзера.
Кроме того, благодаря операциям построения карт распределения концентраторов механических напряжений повышается технологичность контроля, поскольку по уровню коэффициента концентрации напряжений непосредственно оценивается опасность каждого концентратора и выполняется их ранжирование, а по параметрам концентраторов выполняется их классификация и устанавливается наиболее эффективный метод дообследования выделенного участка.
Сущность предлагаемых изобретений поясняется графическими материалами, на которых представлены:
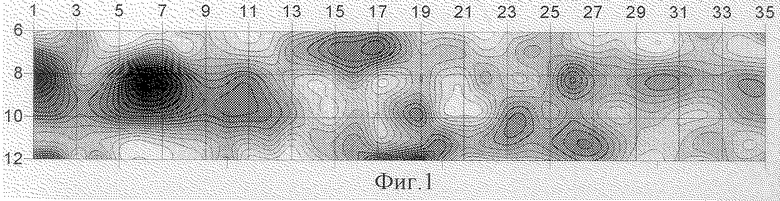
Фиг.1 - карта механических напряжений в зоне сварного шва,
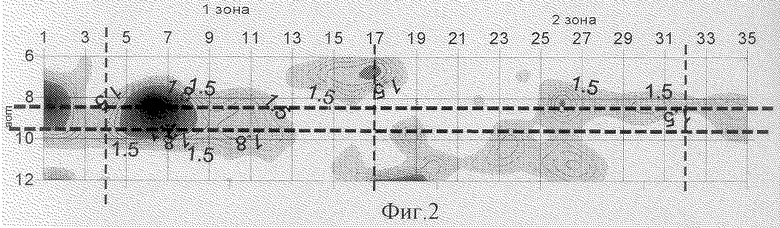
Фиг. 2 - карта концентраторов механических напряжений того же участка сварного шва,
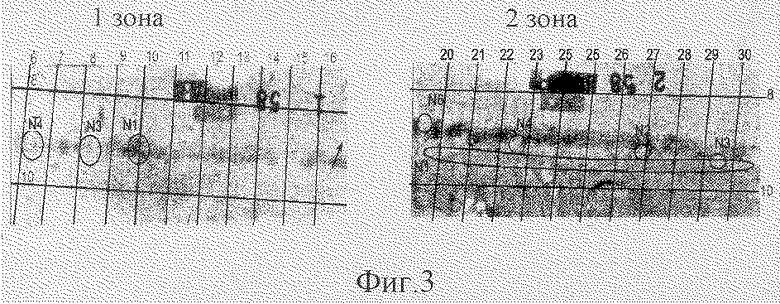
Фиг.3 - рентгенограмма (негатив) того же участка сварного шва.
Способ реализуется следующим образом. На обследуемом участке конструкции первым применяется метод неразрушающего контроля, заключающийся в определении механических напряжений материала в зоне контроля. Контроль механических напряжений выполняется на любой стадии сварочно-монтажных работ с помощью портативного прибора "Комплекс-2.05" или его аналога, в состав которого входит портативная ПЭВМ (ноутбук) с программным обеспечением. В ходе контроля с помощью преобразователя прибора сканируют 100% поверхности исследуемой, например, околошовной зоны, перемещая преобразователь подобно тому, как это делается при ультразвуковом контроле. Однако специальной подготовки поверхности металла (зачистки и полировки металла, снятия окалины, ржавчины или покрытий) или мер биологической защиты, как при акустоэмиссионном или рентгеновском контроле, не требуется, что существенно снижает стоимость подготовительных и основных операций. Результаты измерений автоматически вносятся в ПЭВМ, обрабатываются с помощью программного обеспечения, представляются в виде карты механических напряжений на дисплее ПЭВМ (фиг.1) и карты концентраторов механических напряжений (фиг.2) в сварном шве и околошовной зоне. Об опасности концентраторов механических напряжений судят по величине концентрации напряжений, показываемой на карте. При этом на результат контроля не влияет в какой зоне расположен этот концентратор: в напряженной или ненапряженной.
Анализ полученных карт заключается в ранжировании выявленных концентраторов механических напряжений по величине коэффициента концентрации напряжений. Если на обследованном участке имеются концентраторы механических напряжений с уровнем коэффициента концентрации напряжений более определенной величины, установленной нормативными документами (например, произведение коэффициента концентрации напряжений и значение напряжений в данной точке, оцененное по карте напряжений на фиг.2, близки к пределу текучести стали), то участок признают непригодным к дальнейшей эксплуатации (аварийным). При этом дообследование металла в области концентратора напряжений может не проводиться. Если выявленный концентратор напряжений не классифицируется как аварийный, то его подвергают дообследованию другими методами. При дообследовании контроль осуществляют только в области вблизи концентратора, где уровень напряжений больше среднего (по поверхности обследуемого участка конструкции) значения на заданную величину, например больше на 20% (см. фиг.2), то есть место для дообследования участка сокращается до размера области, где коэффициент концентрации механических напряжений имеет значимую величину. На практике, при контроле кольцевого шва протяженностью 3203 мм трубопровода диаметром 1020 мм протяженность участка для до обследования одного концентратора сокращается до 5-20 мм (пора, трещина).
Исходя из параметров выявленного концентратора напряжений, для решения этих задач выбирают наиболее эффективный метод дополнительного неразрушающего контроля: ультразвуковой (для поиска разрывов сплошности металла - вертикальных трещин, раковин, пор), рентгеновский (поиск инородных включений и др.) или другой метод. В процессе дообследования устанавливают причину концентрации напряжений: является ли концентратор напряжения следствием разрыва сплошности среды, присутствия инородного включения или следствием иных причин.
Если в качестве дополнительного метода неразрушающего контроля применяют метод акустической эмиссии, то результаты счета АЭ-импульсов корректируют с учетом отношения коэффициентов концентрации напряжений (фиг.2) в точках-источниках АЭ-импульсов.
На основании результатов первого и дополнительных циклов неразрушающего контроля принимают решение о способах устранения выявленного концентратора напряжений (термообработка, засверливание, вырезка и др.).
Проведение контроля по предлагаемому способу позволяет осуществлять комплексный контроль качества с использованием метода контроля механических напряжений в сочетании с любыми другими методами контроля (ультразвуковая, рентгеновская, акустоэмиссионная и другие виды дефектоскопии), которые могут выбираться не только исходя из требований к конкретному объекту, но и с учетом их принципиальных физических возможностей, обеспечивая при этом максимальную достоверность, оптимизировать контроль качества сварных соединений, снизить стоимость контроля (получить экономический эффект). Кроме того, применение метода контроля механических напряжений первым позволяет объективно и точно определять целесообразность и объемы последующего контроля, что влечет за собой сокращение затрат и продолжительности контроля, а также улучшение радиационной и экологической обстановки в случае применения опасных методов контроля (методы ионизирующих излучений).
Предлагаемый способ реализован при оперативной диагностике кольцевых сварных швов в трубопроводе из стали 09ГС диаметром 1400 мм с толщиной стенки 20 мм, а также монтажных швов стального вертикального резервуара РВС-10000. В результате было установлено, что после применения метода контроля механических напряжений объем операций для рентгеновского и ультразвукового контроля существенно сокращается. При контроле сварных швов резервуара протяженность участков со значимыми концентраторами механических напряжений (участки, рекомендуемые для контроля, на которых возможно возникновение дефектов в процессе эксплуатации) в 15-20 раз меньше протяженности участков без таковых, а с опасными концентраторами (участки безусловного первоочередного контроля) - более чем в 170 раз. Сопоставительный контроль зоны сварного шва рентгеновским методом и послойным препарированием показывает, что все выявляемые дефекты находятся по карте концентраторов механических напряжений, однако рентгеновский метод не позволяет различить дефекты по степени опасности и имеет другие недостатки.
Таким образом, предлагаемый способ позволяет обеспечить максимальную достоверность, оптимизировать порядок применения и снизить стоимость контроля сварных соединений и основного металла путем выявления всех потенциально опасных участков как с дефектами типа разрыва сплошности среды или инородными включениями, так и с концентраторами механических напряжений, где дефекты появятся позже, в процессе эксплуатации. Контроль участков зоны сварного шва или основного металла вне областей с выявленными концентраторами механических напряжений при этом не требуется.
Источники информации
1. Авторское свидетельство СССР 763776, кл. G 01 N 29/04, 1980.
2. Патент РФ 2102740, G 01 N 29/04, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ низкотемпературного локального нагружения объекта при акустико-эмиссионном методе неразрушающего контроля | 2016 |
|
RU2614190C1 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2102740C1 |
| Способ низкотемпературного локального нагружения днища вертикальных стальных резервуаров при акустико-эмиссионном методе неразрушающего контроля | 2017 |
|
RU2653593C1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| СПОСОБ РАНЖИРОВАНИЯ ТЕХНИЧЕСКИХ УСТРОЙСТВ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК ХИМИЧЕСКИХ, НЕФТЕХИМИЧЕСКИХ И НЕФТЕПЕРЕРАБАТЫВАЮЩИХ КОМПЛЕКСОВ НА ОСНОВЕ ИХ ЭКСПЕРТНО-БАЛЬНОЙ ОЦЕНКИ | 2013 |
|
RU2582029C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ ПРОДЛЕНИЯ РЕСУРСА НАДЗЕМНЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2350832C2 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
Изобретение относится к области неразрушающего контроля качества сварных соединений. В способе контроль механических напряжений в металле конструкции выполняют первым, строят карту напряжений, по которой выявляют области, содержащие концентраторы механических напряжений (потенциально опасные участки), ранжируют их по степени опасности и классам, после чего неразрушающий контроль осуществляется другими методами, например ультразвуковым, в объеме, не превышающем характеристических размеров концентраторов напряжений. Техническим результатом изобретения является расширение области применения способа, повышение его достоверности и технологичности. 1 з.п.ф-лы, 3 ил.
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2102740C1 |
| US 5528647 А, 18.06.1996 | |||
| СУШИЛЬНАЯ БЫТОВАЯ СВЧ-ПЕЧЬ | 1994 |
|
RU2088050C1 |
| ВПИТЫВАЮЩИЙ ЛИСТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2750498C2 |

