Изобретение относится к области электротехники и может быть использовано при производстве варисторов, содержащих в качестве основного компонента оксид цинка.
Известно, что спеченный материал, содержащий в качестве основного компонента оксид цинка с добавками других оксидов, имеет нелинейную характеристику напряжения. Варисторы, изготовленные из такого спеченного материала, широко применяются, например, в электротехнической промышленности, используются для защиты высоковольтных линий электропередач (грозоразрядники).
Экспериментально было установлено, что зерно оксида цинка само по себе работает как электрическое сопротивление, а пограничные участки между зернами оксида цинка обладают нелинейностью напряжения [1]. Кроме того, также экспериментально было показано, что количество границ между зернами оксида цинка определяет напряжение варистора. Следовательно, напряжение варистора пропорционально его толщине.
В разрядниках, используемых в системах передачи электроэнергии со сверхвысоким напряжением, несколько элементов складывают последовательно в стопку. Это приводит не только к большим и громоздким конструкциям, но и к усложнению технологии, необходимой для последовательного соединения, вызывая множество проблем, связанных с конструкцией разрядников. При наличии массивных варисторов вышеуказанные проблемы были бы решены, поскольку тогда можно было бы увеличить напряжение на каждом варисторе, что в свою очередь позволит уменьшить количество соединяемых последовательно варисторов.
Известен способ изготовления варистора [2], принятый за прототип. Способ состоит в том, что из смеси, основой которой является оксид цинка, путем прессования и спекания изготавливают варистор. В качестве связующего используют поливиниловый спирт.
Недостатком способа является то, что состав смеси не позволяет прессовать заготовки толщиной более 30 мм (при диаметре заготовки 125 мм отношение высоты к диаметру равно 0,24).
Предлагаемое изобретение решает задачу увеличения напряжения варистора путем увеличения его размеров: увеличение толщины прессовки до 50 мм при диаметре 105 мм (отношение высоты к диаметру около 0,5).
Поставленная задача решается за счет того, что при способе изготовления варистора, включающем подготовку исходной смеси, прессование заготовки и ее спекание, новым является то, что проводят двухстороннее прессование в матрице, предварительно смазанной стеаратом цинка.
Неоднородное распределение плотности по объему прессовки обусловлено влиянием трения о стенки матрицы и поверхности пуансонов. Межчастичное трение слабо влияет на градиент плотности по высоте и сечению прессовки. В случае одностороннего прессования имеется значительная неоднородность плотности по объему прессовки: в вертикальном направлении наибольшее уплотнение наблюдается на краю образца под прессующим пуансоном, в горизонтальном направлении в верхнем слое плотность нарастает от центра к периферии, а в нижнем - от периферии к центру. Двухстороннее прессование предпочтительнее одностороннего, так как обеспечивает большую однородность плотности прессовок и их меньшую склонность к образованию трещин. Нами использован вариант двухстороннего прессования, когда после заполнения пресс-формы порошком, одновременно навстречу друг другу перемещаются нижний и верхний пуансоны, что приводит к более однородному уплотнению порошка. После прессования заготовку выталкивали из пресс-формы.
Посредством вышеописанного способа можно изготавливать более массивные прессовки диаметром 105 мм и высотой 50 мм (с отношением высоты к диаметру около 0,5).
Наиболее часто встречающимся и наиболее опасным видом брака при прессовании являются поперечные трещины. Появление трещин в основном обусловлено превышением механических напряжений в прессовке некоторого критического значения, характерного для данного конкретного материала. Эти механические напряжения складываются из остаточных напряжений, существующих в прессовке независимо от внешних нагрузок, и напряжений, действующих при выталкивании образца со стороны матрицы и выталкивающего пуансона.
Так как источником появления трещин является высокий уровень поля механических напряжений, то и одним из основных путей обеспечения бездефектности изделия можно считать способ снижения напряжений в наиболее напряженных зонах прессовок. Поэтому необходимо стремиться к получению большей однородности плотности изделия, так как неравноплотность является одним из основных источников остаточных напряжений. При спекании прессовок при температуре выше 1000oС происходит полное удаление стеарата цинка. По этой причине стеарат цинка в отличие от большинства других смазок не ухудшает эксплуатационные свойства варисторов.
Суть предложенного способа состоит в том, что смазка матрицы приводит к значительному уменьшению трения порошка о стенки матрицы. Это приводит к уменьшению давления прессования и уменьшению давления выдавливания заготовки из матрицы в несколько раз.
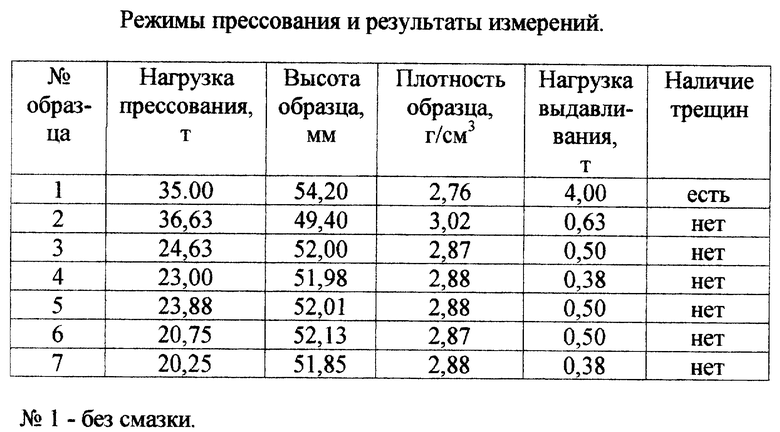
Конкретные варианты реализации предлагаемого изобретения приведены в таблице. Образцы прессовали в стальной пресс-форме с внутренним диаметром 105 мм. Образец 1 был спрессован без смазки, на боковой поверхности образца образовались поперечные трещины.
Образцы 2-7 прессовали методом одноосного двухстороннего прессования в матрице, внутренняя поверхность которой была смазана стеаратом цинка. Применение смазки привело к значительному падению давления выдавливания образца. На всех образцах 2-7 трещин не было.
Таким образом, предлагаемое изобретение позволяет получать прессовки диаметром 105 мм и высотой 50 мм для изготовления варисторов и повысить таким образом напряжение варистора путем увеличения его размеров.
ЛИТЕРАТУРА
1. L.M. Levinson and H.R. Philip. The theory of conduction in ZnO varistors, J. Appl. Phys. 1979, v. 50, 4, p. 2799-2812.
2. Наоми Фурусе и др. Композиция для электрического резистивного элемента, электрический резистивный элемент и способ его изготовления. 1998, Бюл. 28. RU 2120146, C1, 10.10.1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПРОЧНОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВОГО ПОРОШКА | 2008 |
|
RU2370341C1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2112068C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ГРАДИЕНТНОЙ СТРУКТУРОЙ | 1999 |
|
RU2164260C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО МАТЕРИАЛА НА ОСНОВЕ ЦИНКА (ВАРИАНТЫ) | 2009 |
|
RU2418085C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ НА ОСНОВЕ АЛЮМИНИЯ | 2006 |
|
RU2354498C2 |
| Способ изготовления спеченных изделий из металлических порошков | 1990 |
|
SU1726131A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ТРУБ | 1998 |
|
RU2137564C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ УГЛЕРОДНЫХ ЧАСТИЦ И ИЗНОСОСТОЙКИЙ МАТЕРИАЛ, ОБЪЕМНОСОДЕРЖАЩИЙ ЭТИ ЧАСТИЦЫ | 1998 |
|
RU2123473C1 |
Изобретение относится к радиотехнике и может быть использовано при производстве варисторов, содержащих в качестве основного компонента оксид цинка. Техническим результатом изобретения является повышение качества варистора, увеличение напряжения варистора путем увеличения его размеров. Способ изготовления варистора из смеси, содержащей в качестве основного компонента оксид цинка, включает подготовку исходной смеси, смазку матрицы стеоратом цинка, двухстороннее прессование заготовки и ее спекание. 1 табл.
Способ изготовления варистора из смеси, содержащей в качестве основного компонента оксид цинка, включающий подготовку исходной смеси, прессование заготовки и ее спекание, отличающийся тем, что проводят двустороннее прессование в матрице предварительно смазанной стеаратом цинка.
| КОМПОЗИЦИЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО РЕЗИСТИВНОГО ЭЛЕМЕНТА, ЭЛЕКТРИЧЕСКИЙ РЕЗИСТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2120146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНО-ЦИНКОВЫХ ВАРИСТОРОВ | 1991 |
|
RU2046417C1 |
| RU 16266679 A1, 27.04.1996 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |

