Изобретение относится к области сортовой прокатки и может быть реализовано на линейных и последовательных прокатных станах, снабженных горизонтальными клетями.
Известен способ прокатки двутавровых профилей в прямых закрытых балочных калибрах [1, с. 256, рис. 4.6]. По этому способу вначале из прямоугольной заготовки в разрезном калибре получают черновой двутавровый профиль, а затем последовательно деформируют его в закрытых балочных калибрах с прямой стенкой и чередующимися сверху и снизу разъемами. Каждый такой калибр имеет открытые ручьи (открытые фланцы) с уклоном наружных граней tg α =5-8% и закрытые ручьи (закрытые фланцы) с уклоном tg β =2-3%. При чередовании разъемов калибров направления указанных уклонов меняются на обратные так, что открытые фланцы полосы задаются в закрытые ручьи с противоположным направлением уклонов, причем ширина полосы по открытым фланцам больше ширины калибра по закрытым ручьям. Однако это не создает существенных трудностей при захвате полосы валками, так как "язык", имеющийся на переднем конце стенки, входит в валки раньше фланцев и втягивает полосу в калибр. При этом боковые грани открытых и закрытых ручьев калибра изгибают фланцы профиля, меняя их уклоны на противоположные, т. е. перегибают каждый фланец на угол, равный α+β.
Недостатками такого способа являются повышенный износ боковых граней ручьев калибра в местах их начального соприкосновения с фланцами полосы и изменение в процессе прокатки угла между горизонтальной стенкой и отогнутыми фланцами (перегиб фланцев относительно стенки), что приводит к дополнительным энергозатратам и возникновению напряжений в местах соединения стенки и фланцев, а следовательно, к повышению вероятности образования дефектов профиля в этих местах. Кроме того, ограниченная величина уклона открытых фланцев калибра не позволяет увеличивать обжатие полок профиля и, следовательно, ограничивает производительность стана.
Наиболее близким к предлагаемому техническому решению является способ прокатки в развернутых балочных калибрах [2, 3 - рис. 230 и 231, 1 - рис. 4. 9а, б], выбранный в качестве прототипа. В способе по прототипу прокатку ведут в калибрах с изогнутой стенкой при сохранении перпендикулярности полок относительно стенки и с изменением направления уклона полок в смежных калибрах, а следовательно, с соответствующим изменением направления изгиба стенки в каждой паре смежных калибров.
С целью интенсификации обжатия фланцев профиля, за счет изгиба стенки уклоны наружных граней открытых фланцев tg α увеличивают до 10-12% при уклонах наружных граней закрытых фланцев tg β =2-4% [1, с. 258, рис. 4.9,б]. При этом угол между осью стенки и наружной гранью открытого фланца составляет 90o. Одновременно с чередованием разъемов калибров изменяются направления уклонов наружных граней фланцев и направление изгиба стенки. При задаче раската в такие калибры, благодаря "языку" стенка профиля входит в валки раньше фланцев и изгибается в противоположном направлении, втягивая за собой фланцы. Поскольку угол между стенкой и наружной гранью открытого фланца в каждом калибре сохраняется равным 90o, стенки профиля испытывают перегиб на угол 2 α. При таком перегибе стенки фланцы профиля до входа в очаг деформации также меняют направление своих уклонов на обратное, так что контакт боковых стенок калибра и фланцев начинается при соответствующих направлениях их уклонов, благодаря чему износ боковых граней калибра уменьшается.
Однако в способе по прототипу увеличивается неравномерность износа стенки калибра и увеличивается трудоемкость нарезания калибров на валках. Кроме того, к моменту входа фланцев в калибр не достигается полное равенство углов наклона наружных граней фланцев полосы и калибра, следовательно, не устраняется полностью неравномерность износа ручьев балочного калибра. Не устраняется полностью также и отмеченный выше перегиб фланцев относительно стенки профиля: он лишь уменьшается до величины α-β.
Целью предлагаемого изобретения является устранение неравномерности износа калибра и перегиба фланцев в местах соединения со стенкой, уменьшение энергозатрат на прокатку и снижение трудозатрат на нарезание калибров на валках.
Для реализации поставленной цели в предлагаемом способе в отличие от прототипа прокатку двутаврового профиля ведут с поочередным изгибом и выпрямлением стенки в смежных закрытых балочных калибрах, причем угол изгиба стенки принимают равным сумме углов наклона наружных граней открытого и закрытого фланцев.
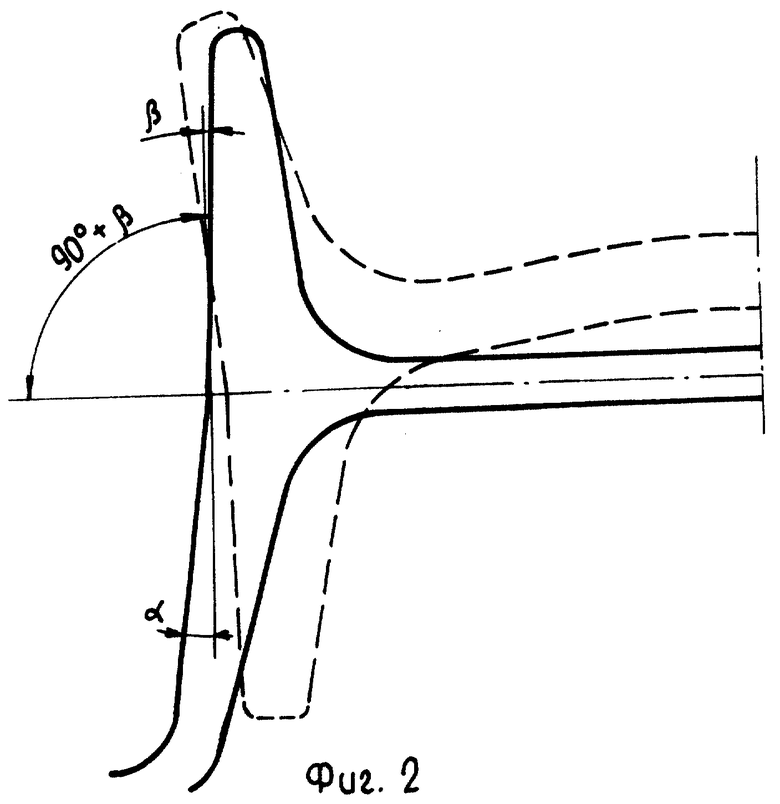
Сущность изобретения поясняется схемами на фиг. 1-3. На фиг. 1 показан закрытый балочный калибр с изогнутой стенкой и разъемом валков по верху калибра. Угол изгиба стенки калибра равен сумме углов наклона наружных граней открытого α и закрытого β фланцев. При этом (в отличие от применяемых в прототипе калибров) угол между осью стенки и наружной гранью открытого фланца получается равным 90+ β. На фиг. 2 показан следующий по ходу прокатки закрытый балочный калибр с противоположным по направлению уклоном наружных граней фланцев, разъемом снизу и прямой стенкой. Пунктирными линиями на фиг. 1 и 2 обозначены контуры полос, задаваемых в эти калибры.
Применение в калибре на фиг. 1 угла изгиба стенки, равного α+β, обусловлено необходимостью получения при выпрямлении стенки профиля в калибре на фиг. 2 внеконтактного поворота фланцев на соответствующий угол, обеспечивая тем самым равенство уклонов наружных граней фланцев калибра и задаваемого в него профиля.
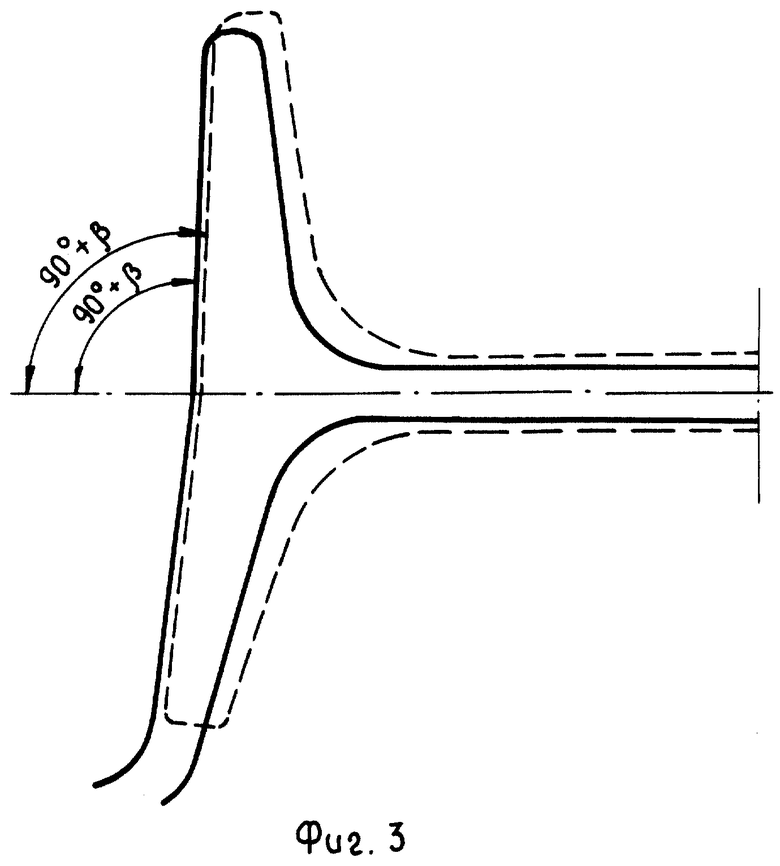
При входе профиля с изогнутой стенкой в калибр с прямой стенкой (фиг. 2), стенка благодаря "языку" захватывается валками раньше фланцев и втягивает за собой фланцы. При этом под воздействием выпрямления стенки профиля деформация распространяется во внеконтактную зону (до поступления фланцев в очаг деформации), благодаря чему происходит поворот фланцев, так что уклон наружных граней профиля становится равным уклону боковых граней калибра. На фиг. 3 пунктирными линиями показано положение входящей полосы с выпрямленной стенкой и изогнутыми фланцами, когда наружные грани фланцев полосы параллельны наружным граням калибра. Это приводит к одновременному захвату профиля всей боковой гранью калибра, что устраняет возможность для местного износа. При выпрямлении же стенки профиля износ калибра по стенке получается меньше и равномерней, чем при ее противоизгибе. Кроме того, не происходит перегиба фланцев относительно стенки (угол между стенкой и наружными гранями фланцев остается постоянным), что улучшает условия входа полосы в калибр, приводит с более равномерной деформации металла, снижает вероятность образования дефектов в местах соединения стенки и фланцев и понижает энергозатраты на прокатку. Трудоемкость изготовления комплекта валков для прокатки балок по такому способу по сравнению с прототипом снижается, так как количество калибров с изогнутой шейкой, сложных при нарезании, уменьшается в 2 раза.
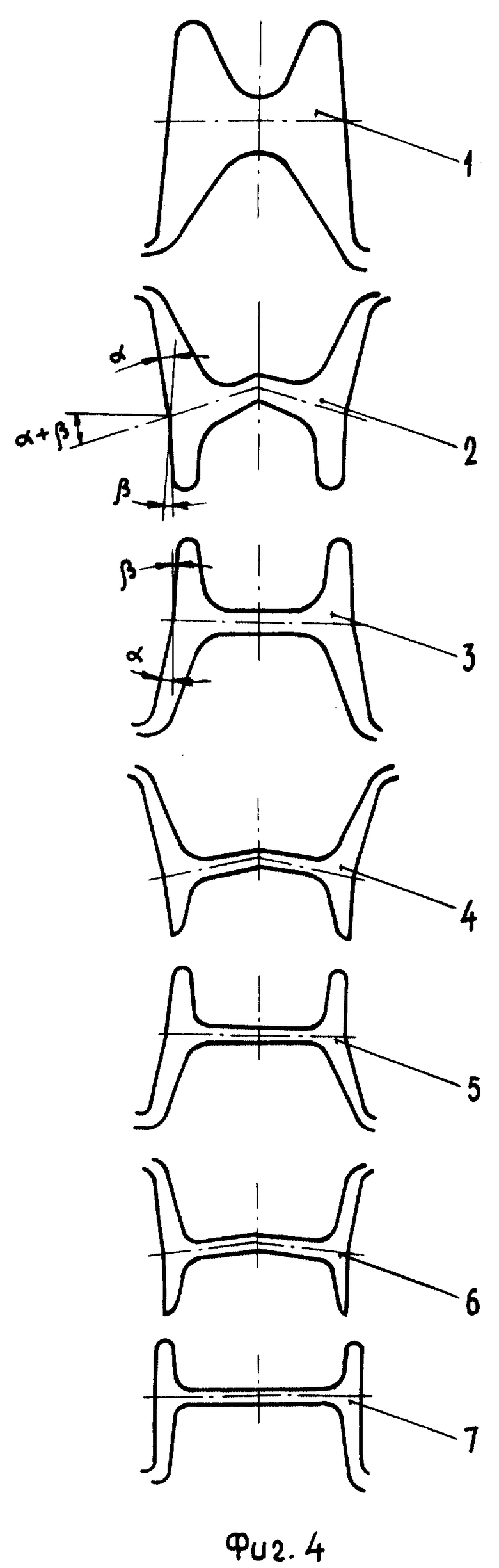
Предлагаемый способ прокатки двутавровых балок осуществляется следующим образом (фиг. 4). Прямоугольная заготовка задается в разрезной балочный калибр 1, где происходит формирование чернового двутаврового профиля с прямой стенкой. В последующих закрытых балочных калибрах 2-6 происходит обжатие всех элементов профиля с поочередным изгибом и выпрямлением стенки, причем в каждом калибре угол изгиба стенки равен сумме углов наклона наружных граней фланцев. Калибры 2-6 выполняются с чередованием направления уклонов боковых граней и мест разъемов валков. Уклоны наружных граней этих калибров составляют 8-12% для открытых фланцев и 2-6% для закрытых фланцев. Готовый профиль окончательно формируется в чистовом калибре 7, который выполнен без изгиба стенки при уклоне наружных граней фланцев не более 2%.
Техническим результатом от применения изобретения является улучшение условий входа полосы в валки, устранение перегиба фланцев относительно стенки в месте их соединения и связанное с этим понижение расхода энергии на прокатку и улучшение качества профиля, создание условий для более равномерной деформации фланцев в калибре, снижении износа прокатных валков и уменьшении трудоемкости при нарезании калибров на валках.
Источники информации
1. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. - М.: Металлургия, 1987 г.
2. A.c. СССР N 121109 Развернутая форма калибров двутавровых балок (И.И. Кучко и др.), 04.06.1959.
3. Литовченко Н.В., Диомидов Б.Б., Курдюмова В.А. Калибровка валков сортовых станов. - М.: Металлургиздат, 1963 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
Изобретение относится к сортовой прокатке. Задача изобретения - устранение неравномерности износа калибра и перегиба фланцев профиля. Способ прокатки двутавровых профилей на сортовых станах включает получение в разрезном калибре из прямоугольной заготовки чернового двутаврового профиля, последующую его прокатку в закрытых балочных калибрах с чередующимися разъемами валков и направлениями уклонов наружных граней фланцев. Прокатку профиля ведут с поочередным изгибом и выпрямлением стенки в каждой паре смежных калибров, причем угол изгиба стенки относительно горизонтали принимают равным сумме углов уклона наружных граней открытого и закрытого фланцев. Применение указанного угла изгиба стенки калибра обусловлено необходимостью получения при выпрямлении стенки профиля в следующем калибре внеконтактного поворота фланцев на соответствующий угол, обеспечивающий равенство уклонов наружных граней фланцев калибра и задаваемого в него профиля. Готовый профиль окончательно формируется в чистовом калибре традиционной формы. Техническим результатом от применения изобретения является устранение перегиба фланцев относительно стенки в месте их соединения и связанное с этим понижение расхода энергии на прокатку, создание условий для более равномерной деформации фланцев в калибре и улучшение качества профиля, снижение износа прокатных валков и уменьшение трудоемкости при нарезании калибров на валках 4 ил.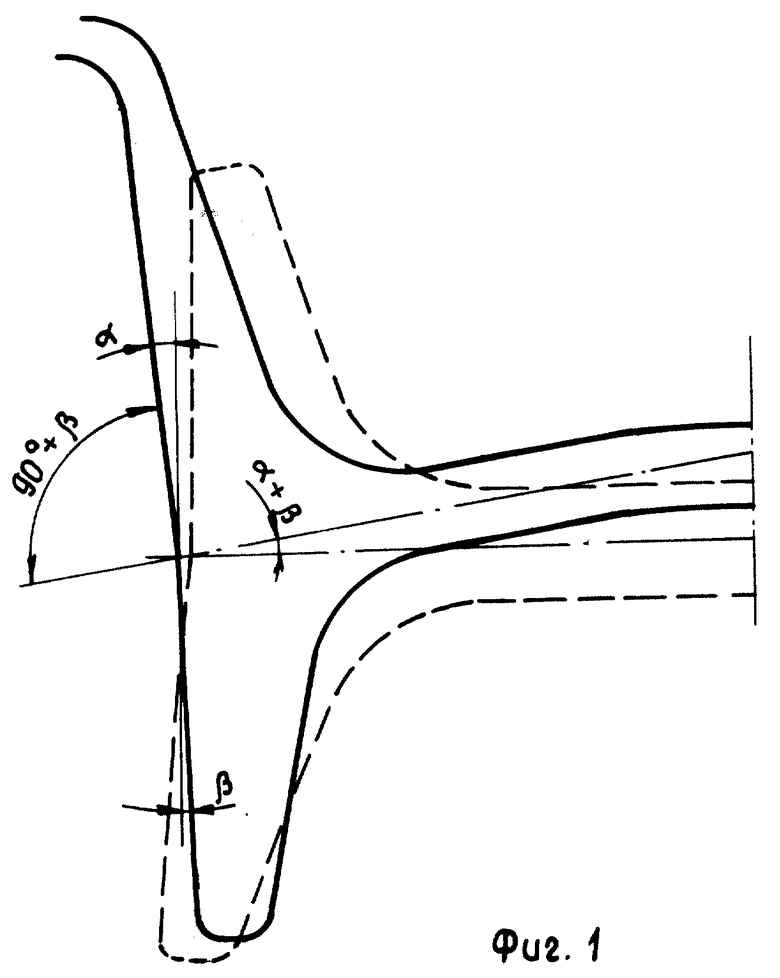
Способ прокатки двутавровых профилей, включающий деформацию металла в закрытых балочных калибрах с чередующимися по направлению уклонами наружных граней открытых и закрытых фланцев и изгибом стенки, отличающийся тем, что прокатку двутаврового профиля ведут с поочередным изгибом и выпрямлением стенки в парах смежных калибров, причем угол изгиба стенки относительно горизонтальной оси принимают равным сумме углов уклона наружных граней открытого и закрытого фланцев.
| Развернутая форма калибров двутавровых балок | 1958 |
|
SU121109A1 |
| 0 |
|
SU156910A1 | |
| Способ производства швеллеров | 1972 |
|
SU481338A1 |
| Способ изготовления двутавров | 1985 |
|
SU1380811A1 |
| Способ прокатки профилей швеллерного типа | 1988 |
|
SU1614870A1 |
| Способ прокатки профиля с тонкостенными фланцами | 1991 |
|
SU1819695A1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |
| DE 3419501 A1, 28.11.1985. | |||
