Изобретение относится к металлургии нержавеющих сталей, конкретно касается отливки из ферритных нержавеющих сталей непосредственно на основе расплавленного жидкого металла изделий в виде лент толщиной в несколько миллиметров.
На протяжении многих лет ведутся интенсивные исследования технологических процессов отливки тонких стальных лент толщиной в несколько миллиметров /в данном случае речь идет об отливке стальных лент толщиной не более 10 мм / непосредственно из жидкого расплавленного металла на так называемых "установках непрерывного литья между валками".
Эти установки непрерывного литья между валками содержат в основном два валка с горизонтально расположенными осями вращения, размещенные своими цилиндрическими образующими рядом друг с другом, причем каждый из этих валков имеет наружную поверхность с хорошей теплопроводностью, которая подвергается интенсивному охлаждению изнутри для каждого валка. Эти наружные поверхности валков определяют между собой некоторое литейное пространство, минимальная ширина которого соответствует толщине отливаемых на данной установке лент. С боковых сторон это литейное пространство между валками перекрывается двумя стенками, изготовленными из огнеупорного материала и плотно прижимаемыми к торцевым поверхностям упомянутых валков. Эти валки приводятся во вращательное движение в противоположных направлениях и литейное пространство между ними непрерывно заполняется расплавленной жидкой сталью.
В процессе непрерывного литья между валками поверхностные слои или "корочки" стали постепенно отверждаются в контакте с упомянутыми охлаждаемыми изнутри поверхностями валков и соединяются в "горловине" литейного пространства, то есть в той зоне, где расстояние между валками является минимальным, формируя при этом практически отвержденную стальную ленту, которая непрерывно извлекается из данной литейной установки.
Затем эта лента охлаждается естественным образом или принудительно перед тем, как быть смотанной в рулон. Цель упомянутых выше исследований состоит в том, чтобы добиться при использовании описанного способа непрерывного литья между валками возможности отливки тонких лент из сталей различных марок, в частности из нержавеющих сталей.
В наиболее распространенных условиях осуществления технологического процесса непрерывного литья между валками тонких металлических лент, когда отливаемая лента, выходящая из валков данной установки, подвергается естественному охлаждению атмосферным воздухом, сматывание этой ленты в рулон происходит, как правило, при температуре в диапазоне от 700 до 900oС в зависимости от толщины данной ленты и скорости литья. Температура отлитой ленты в процессе ее сматывания в рулон, разумеется, зависит также от расстояния между литейными валками и устройством намотки. После сматывания в рулон отлитую ленту оставляют для естественного охлаждения в покое перед тем, как подвергнуть ее последующим процессам металлургической обработки, аналогичным процессам обработки, которым обычно подвергаются горячекатаные металлические ленты, получаемые из слябов или листовых слитков обычного непрерывного литья стали.
Применение этого способа непрерывного литья между валками для ферритных нержавеющих сталей стандартного типа A1S1 430, которые содержат обычно порядка 17% хрома, показало, что полученные таким образом ленты обладают неудовлетворительной вязкостью или пластичностью. Вследствие этого обстоятельства наиболее тонкие ленты (толщина которых составляет от 2 до 3,5 мм) оказываются излишне хрупкими и не выдерживают последующих манипуляций с ними, выполняемых при нормальной температуре после их полного остывания, например как разматывание рулонов или обрезка кромок ленты. При этом в процессе выполнения упомянутых операций отмечается появление трещин на кромках ленты и даже поломки ленты при разматывании рулона.
Эту недостаточную вязкость или пластичность тонких лент из нержавеющей стали, полученных на установках непрерывного литья между валками, обычно объясняют влиянием нескольких различных факторов, из которых можно отметить следующие:
- необработанная литая лента из нержавеющей стали имеет в основном колонную структуру с крупными ферритными зернами /средний размер зерна превышает 300 мкм в толще ленты/, что является непосредственным результатом последовательного быстрого охлаждения и отверждения металла на поверхностях валков и последующего достаточно длительного пребывания ленты при относительно высокой температуре после того, как она была извлечена из литейных валков в том случае, когда эта лента не подвергается принудительному форсированному охлаждению;
- ферритные зерна имеют повышенную твердость, связанную с их избыточным насыщением промежуточными или межузловыми элементами /углерод и азот/;
- наличие мартенсита, возникающего в результате закалки аустенита, присутствующего при высокой температуре.
Для того чтобы устранить отмеченные недостатки полученной таким образом тонкой ленты из нержавеющей стали, было предложено осуществлять прямо в рулонах, после их охлаждения, отжиг ленты в замкнутом пространстве при температуре ниже температуры /называемой температурой Ас1/ преобразования феррита в аустенит в процессе повторного нагрева металла. В классическом варианте реализации данного металлургического процесса упомянутый отжиг осуществляется при температуре порядка 800oС на протяжении по меньшей мере 4 ч.
Таким образом, делаются попытки выделить карбиды из ферритной основы или матрицы данного сплава, преобразовать мартенсит в феррит и карбиды и образовать коалесценцию или слияние карбидов хрома с тем, чтобы обеспечить умягчение или понижение твердости металла. Такая термическая обработка должна обеспечить возможность улучшения механических характеристик и повышения пластичности металла, несмотря на сохранение его колонной структуры с крупными ферритными зернами. Однако выполненные в промышленных масштабах испытания показали, что этот метод оказывается недостаточным для получения ленты, обладающей необходимой пластичностью или вязкостью.
Эту стойкую хрупкость тонкой ленты из нержавеющей стали после отжига в замкнутом пространстве объясняют тем обстоятельством, что смотанная в рулон необработанная лента, полученная из установки непрерывного литья между валками, подвергается весьма медленному охлаждению вследствие того, что обе ее поверхности в рулоне находятся в непосредственном контакте с горячим металлом и что только ее концы находятся в непосредственном контакте с окружающим воздухом и способны свободно излучать тепловую энергию.
Это очень медленное охлаждение приводит к обильному выделению или осаждению карбидов из феррита и к преобразованию части аустенита в феррит и в карбиды, тогда как оставшаяся часть аустенита образует мартенсит при охлаждении. Упомянутый отжиг в замкнутом пространстве позволяет завершить преобразование или разложение мартенсита в феррит и карбиды. Однако он главным образом способствует коалесценции или слиянию крупных карбидов в виде сплошных пленок. Хрупкость металла определенно приписывается этим крупным карбидам, размеры которых имеют величину в диапазоне от 1 до 5 мкм. Они образуют места зарождения разрывов, которые распространяются в результате хрупких сколов в окружающей ферритной матрице. Неблагоприятный эффект этого явления добавляется к неблагоприятному эффекту колонной структуры металла с достаточно крупными зернами.
Вследствие вышесказанного были предприняты различные попытки, направленные на то, чтобы разработать способ непрерывного литья между валками тонких лент из ферритных нержавеющих сталей, характеризующихся удовлетворительной пластичностью или вязкостью. Эти попытки в основном были направлены на модификацию природы выделений или осаждений, формируемых в процессе охлаждения данной ленты, или на "разбиение" необработанной литейной структуры металла с крупными ферритными зернами.
В этом смысле можно упомянуть источник JP-A-62247029, в котором предлагается линейное охлаждение ленты со скоростью не менее 300oС в секунду в интервале от 1200 до 1000oС c последующим сматыванием ленты в рулон при температуре в интервале примерно от 1000 до 700oС.
Источник JP-A-5293595 рекомендует сматывать отлитую ленту в рулон при температуре в интервале от 700 до 200oС, придавая при этом используемой стали относительно небольшое содержание углерода и азота /0,03% по весу и менее/ и содержание ниобия в диапазоне от 0,1 до 1%, который действует в данном случае в качестве стабилизатора.
Другие источники предлагают осуществлять линейную горячую прокатку ленты, которая будет добавляться к упомянутым выше аналитическим ограничениям относительно углерода и азота и может также сочетаться со стабилизацией ниобием или азотом /см. , например, источники JP-A-2232317, JP-A-6220545, JP-A-8283845 или JP-A-8295943/.
Можно также упомянуть источник ЕР-A-0638653, который предлагает для стали с содержанием хрома в диапазоне от 13 до 25% задавать общее содержание ниобия, титана, алюминия и ванадия в диапазоне от 0,05 до 1,0%, максимальное содержание углерода и азота порядка 0,03% и содержание молибдена в диапазоне от 0,3 до 3,0%. Кроме того, весовой состав стали в этом случае должен удовлетворять соотношению γp≤0%, где γp представляет собой критерий, репрезентативный для количества аустенита, образованного осаждением или выделением. Этот критерий рассчитывается по формуле:
γp=420•%С+470•%N+23•%Ni+9•%Cu+7•%Mn-11,5•%Cr-11,5•%Si-12•%Мо-23•%V-47•%Nb-49•%Ti-52•%Аl+189.
Кроме того, необходимо осуществлять горячую прокатку ленты в диапазоне температур от 1150 до 900oС со степенью обжатия в диапазоне от 5 до 50% с последующим охлаждением прокатанной ленты со скоростью, не превышающей 20oС в секунду или выдерживанием в интервале температур от 1150 до 950oС на протяжении по меньшей мере 5 с и, наконец, смотать ленту в рулон при температуре не более 700oС.
Таким образом, для того, чтобы обеспечить возможность использования всех этих способов, необходимо сочетание следующих мероприятий:
- достаточно дорогостоящего и трудоемкого получения жидкого металла, предназначенного для отливки данной ленты, в том случае, если необходимо обеспечить нужное достаточно низкое содержание углерода и азота и, в случае необходимости, желаемый уровень содержания стабилизирующих элементов;
- термической и термомеханической обработки изготавливаемой ленты, осуществляемой в технологической линии литья посредством тяжелого металлургического оборудования /стан горячей прокатки ленты в этой технологической линии/;
- реализации достаточно сложных термических циклов, также требующих специальных технологических установок, адаптированных для обеспечения достаточно высоких скоростей охлаждения металлической ленты или точного выдерживания времени пребывания этой ленты при необходимой высокой температуре.
Задача данного изобретения состоит в том, чтобы предложить достаточно экономичный способ изготовления тонких лент из ферритной нержавеющей стали стандартного типа A1S1 430 и аналогичных нержавеющих сталей путем непрерывного литья между валками, который придает упомянутым стальным лентам вязкость или пластичность, достаточную для того, чтобы обеспечить возможность нормального выполнения операций разматывания рулона ленты, обрезки ее кромок и холодной обработки давлением (удаление окалины, прокатка...), которые не вызывают появления дефектов типа разломов ленты или появления трещин на ее кромках.
Для достижения поставленной задачи способ в соответствии с предлагаемым изобретением не должен содержать операций, требующих в дополнение к стандартной установке литья между валками использования других сложных установок. Этот способ не должен также делать необходимым специальное приготовление жидкого металла с целью предварительного получения очень низких процентных содержаний тех или иных элементов, таких как углерод и азот, а также добавление дорогостоящих элементов и сплавов.
Объектом предлагаемого изобретения является способ изготовления тонких лент из ферритной нержавеющей стали, в соответствии с которым непосредственно на основе расплавленного жидкого металла между двумя расположенными рядом друг с другом цилиндрическими валками с горизонтальными осями вращения, интенсивно охлаждаемыми изнутри и приводимыми во вращательное движение в противоположных направлениях, отверждают металл с получением ленты из ферритной нержавеющей стали, причем согласно изобретению отверждают тонкую ленту из стали содержащей не более 0,12% углерода, не более 1% марганца, не более 1% кремния, не более 0,040% фосфора, не более 0,030% серы и от 16 до 18% хрома, после отливки ленты обеспечивают ее охлаждение при исключении ее нахождения в области преобразования аустенита в феррит и карбиды, сматывают упомянутую ленту в рулон при температуре в диапазоне от 600oС до температуры мартенситного преобразования Ms, оставляют смотанную в рулон ленту охлаждаться с максимальной скоростью 300oС в час вплоть до достижения температуры, заключенной в интервале от 200oС до нормальной температуры окружающей среды, и затем выполняют отжиг рулона ленты в замкнутом пространстве.
Целесообразно отжиг ленты в рулоне в замкнутом пространстве осуществлять при температуре в интервале от 800 до 850oС в течение по меньшей мере 4 ч.
Охлаждение ленты, с исключением ее попадания в область превращения аустенита в феррит и карбиды можно осуществлять в естественных условиях окружающей среды.
В других случаях требуется проводить охлаждение ленты принудительно.
При этом исключение нахождения ленты в области превращения аустенита в феррит и карбамиды обеспечивают скоростью охлаждения ленты не менее 10oС в секунду, по меньшей мере, от того момента, когда отвержденная лента выходит из литейных валков и до того момента, когда температура ленты достигается 600oС.
Указанную скорость охлаждения ленты возможно обеспечить путем подачи на поверхность этой ленты текучей охлаждающей среды.
В предпочтительном варианте способа дополнительно осуществляют горячую прокатку отлитой ленты перед сматыванием ее в рулон при температуре от 900 до 1150oС и со степенью обжатия по толщине по меньшей мере на 5%.
Объектом предлагаемого изобретения является также лента из ферритной нержавеющей стали, содержащей не более 0,12% углерода, не более 1% марганца, не более 1% кремния, не более 0,040% фосфора, не более 0,030% серы и от 16 до 18% хрома, отличающаяся тем, что эта лента может быть получена при помощи способа в соответствии с этим изобретением.
Как будет ясно из последующего изложения, предлагаемое изобретение состоит для ленты, изготовленной из ферритной нержавеющей стали стандартного химического состава путем непрерывного литья между валками, в охлаждении и сматывании упомянутой ленты в рулон в специфических условиях перед тем, как подвергнуть эту ленту отжигу в замкнутом пространстве. Эта специфическая термическая обработка главным образом имеет целью ограничить в максимально возможной степени формирование крупных образований карбидов, придающих стали хрупкость. Для этого необходимо ограничить осаждение или выделение карбидов и способствовать преобразованию аустенита в мартенсит на стадии сразу после литья, не допуская, однако, того, чтобы это преобразование в мартенсит происходило в тот период, когда отлитая лента еще не смотана в рулон.
Предлагаемое изобретение будет лучше понято из приведенного ниже описания его практической реализации, где даются ссылки на фигуры:
- фиг. 1 представляет собой диаграмму, демонстрирующую кривые преобразований при охлаждении нержавеющей стали марки A1S1 430 для четырех примеров А, В, С и D термических путей, проходимых лентой после ее выхода из литейных валков, где два примера С и D соответствуют случаю, когда упомянутая лента подвергается обработке в соответствии с предлагаемым изобретением;
- фиг.2 представляет собой снимок, полученный средствами просвечивающей или трансмиссионной электронной микроскопии на тонкой пластинке ленты из нержавеющей стали, прошедшей термический путь А, представленный на фиг.1, а затем и отжиг в замкнутом пространстве;
- фиг.3 представляет собой снимок, полученный средствами просвечивающей или трансмиссионной электронной микроскопии на тонкой пластинке из ленты, прошедшей, в соответствии с предлагаемым изобретением, промежуточный термический путь между термическими путями С и D, представленными на фиг.1, а затем отжиг в замкнутом пространстве.
Ниже в данном описании речь будет идти о нержавеющих сталях, химический состав которых удовлетворяет обычным критериями нормы A1S1 430, касающейся стандартных ферритных нержавеющих сталей, то есть сталей, содержащих не более 0,012% углерода, не более 1% марганца, не более 1% кремния, не более 0,04% фосфора, не более 0,030% серы и от 16 до 18% хрома. Однако, само собой разумеется, что область применения предлагаемого изобретения может быть распространена также на стали, дополнительно содержащие элементы сплава, специально не оговариваемые существующими на сегодняшний день стандартами /например, стабилизирующие элементы типа титана, ниобия, ванадия, алюминия или молибдена/ в той мере или постольку, поскольку содержание этих дополнительных элементов не будет достаточно высоким для того, чтобы помешать металлургическим процессам, которые будут описаны ниже и на которых основывается предлагаемое изобретение. В частности, наличие этих элементов сплава не должно модифицировать поведение и ход кривых преобразования, представленных в качестве примера на фиг.1, в том смысле, что термические пути, которые должна пройти лента в соответствии с предлагаемым изобретением, больше не будут доступны на установке непрерывного литья между валками.
Нержавеющие стали, являющиеся объектом испытаний, результаты которых будут описаны ниже и прокомментированы со ссылками на фиг.1, 2 и 3, имели следующий химический состав, вес.%:
Углерод - 0,043
Кремний - 0,24
Сера - 0,001
Фосфор - 0,023
Марганец - 0,41
Хром - 16,36
Никель - 0,22
Молибден - 0,043
Титан - 0,002
Ниобий - 0,004
Медь - 0,042
Алюминий - 0,002
Ванадий - 0,064
Азот - 0,033
Кислород - 0,0057
Бор - Менее 0,001
или в целом содержание углерода и азота составляет 0,076% /что является совершенно обычным для таких марок сталей/.
Величина критерия γp, рассчитанная по обычной формуле, уже упоминавшейся выше, равна 37,6% (что не является особенно низким показателем, в частности, вследствие относительно небольшого процентного содержания ванадия, молибдена, титана и ниобия и температуры Ас1 преобразования феррита в аустенит при нагреве на уровне 851oС). Упомянутая выше температура рассчитывается при помощи классической формулы:
Acl=35•%Cr+60•%Мо+73•%Si+170•%Nb+290•%V+620•%Ti+750•%Al+1400•%В-250•%С-280•%N-115•%Ni-66•%Mn-18•%Сu+310.
Как уже было сказано выше, в том случае, когда такая необработанная литая лента сматывается в рулон в интервале температур от 700 до 900oС без предварительного интенсивного принудительного охлаждения, после чего оставляется для естественного охлаждения в рулоне перед тем, как быть подвергнутой отжигу в замкнутом пространстве. Характеристики вязкости или пластичности ленты после этого отжига не являются вполне удовлетворительными. Дело в том, что медленное охлаждение в рулоне подразумевает переход металла в область осаждения карбидов хрома типа Сr23С6 исходя из феррита /осаждение или выделение, которое происходит на ферритных стыках и на границах феррит - аустенит/ и, особенно, в область разложения аустенита в феррит и карбида хрома типа Сr23С6. Этот механизм способствует росту крупных образований карбидов, придающих металлу хрупкость, и последующий отжиг в замкнутом пространстве усиливает коалесценцию крупных образований карбидов в виде сплошных пленок. Кривые преобразования, представленные на фиг. 1 и пригодные для нержавеющих сталей типа A1S1 430, иллюстрируют это явление.
На графике, представленном на фиг.1, нанесена, в частности, температура Ас5, являющаяся репрезентативной для окончания преобразования феррита α в аустенит γ при нагревании, температура Acl, соответствующая началу этого самого преобразования, и температуры Ms и Mf начала и окончания преобразования аустенита γ в мартенсит α при охлаждении.
На фиг.1 изображена также кривая 1, которая ограничивает интервал температур, где имеет место осаждение или выделение карбидов хрома типа Сr23С6 на ферритных стыках и на границах феррит - аустенит, а также кривая 2, которая ограничивает зону начала преобразования аустенита в феррит и карбиды хрома. Здесь же помещены четыре примера А, В, С и D термической обработки, которой была подвергнута отлитая лента после ее выхода из литейных валков. Два из этих четырех примеров /С и D/ являются репрезентативными для данного изобретения.
Термическая обработка А в соответствии с описанным выше существующим уровнем техники в данной области состоит в естественном охлаждении ленты в свободной атмосфере после выхода из литейных валков и в ее сматывании в рулон при температуре примерно 800oС, то есть тогда, когда эта лента находится в зоне осаждения или выделения карбидов хрома на ферритных стыках и на границах феррит - аустенит. Сматывание ленты в рулон в таких условиях вызывает, как уже было сказано выше, существенное замедление охлаждения ленты, которая затем достаточно продолжительное время пребывает в зоне преобразования аустенита в феррит и карбиды хрома перед тем, как лента охладится до температуры окружающей среды.
Термическая обработка В заключается в естественном охлаждении ленты в свободной атмосфере вплоть до нормальной температуры окружающей среды без сматывания в рулон. В этом случае лента не находится в зоне преобразования аустенита в феррит и карбида хрома, однако она подвергается существенному мартенситному превращению в зоне между температурами Ms и Mf. Дальше будет показано, почему такая термическая обработка не может быть включена в данное изобретение.
Термическая обработка С, являющаяся репрезентативной для предлагаемого изобретения, состоит прежде всего в естественном охлаждении ленты без сматывания ее в рулон таким образом, чтобы исключить ее пребывание в зоне превращения аустенита в феррит и карбида хрома, и в последующем сматывании этой ленты в рулон уже при температуре примерно 600oС. В процессе охлаждения смотанной в рулон ленты это охлаждение завершается в результате практически полного совпадения с термическим путем заключительной части термической обработки А.
Термическая обработка D, также являющаяся репрезентативной для данного изобретения, в принципе аналогична термической обработке С, но в данном случае сматывание ленты в рулон осуществляется только при температуре примерно 300oС. Однако эта температура обязательно должна быть выше температуры Ms (которая зависит от конкретного химического состава данной стали) и в процессе охлаждения рулона в этом случае исключается нахождение ленты в зоне, где происходит весьма значительное мартенситное превращение. Конечный участок термического пути при этом совпадает с конечными участками термических путей, проходимых лентой в процессе осуществления термических обработок А и С.
Полученный с помощью электронного микроскопа снимок, представленный на фиг. 2, показывает участок образца эталонной или контрольной металлической ленты, которая прошла термический путь А, представленный на фиг.1 (в условиях сматывания ленты в рулон при температуре 800oС), и была охлаждена до температуры окружающей среды в виде рулона, а затем была подвергнута отжигу в замкнутом пространстве в обычных условиях, то есть в условиях пребывания при температуре 800oС на протяжении примерно 6 ч. Эта лента имеет описанный выше химический состав и ее толщина составляет 3 мм.
На приведенном снимке можно видеть, что преобладающая часть образца состоит из крупных ферритных зерен 3. Зоны 4, содержащие небольшие ферритные зерна, появившиеся в результате превращения мартенсита α в процессе отжига в замкнутом пространстве, составляют лишь меньшую часть этого образца. Особенно следует отметить наличие в недрах структуры сплошных пленок карбидов хрома 5. Эти пленки карбидов являются следствием того, что, в первую очередь, медленное охлаждение смотанной в рулон ленты в зоне превращения аустенита в феррит и карбиды вызывает сильное выделение или осаждение карбидов, а затем, во вторую очередь, отжиг в замкнутом пространстве усиливает коалесценцию этих карбидов. Как будет видно из последующего изложения, наличие этих сплошных пленок карбидов является причиной неудовлетворительной вязкости или пластичности металла.
Полученный с помощью электронного микроскопа снимок, представленный на фиг. 3, показывает участок образца металлической ленты в соответствии с предлагаемым изобретением /причем эта лента имеет тот же химический состав и ту же толщину, что и лента, представленная на фиг.2/, которая прошла термический путь, являющийся промежуточным между термическими путями С и D, представленными на фиг.1, вплоть до достижения нормальной температуры окружающей среды (в данном случае лента была смотана в рулон при температуре 500oС), а затем была подвергнута отжигу в замкнутом пространстве в условиях, аналогичных условиям отжига, которому подвергалась эталонная или контрольная лента, образец которой представлен на фиг.2.
На приведенном на фиг. 3 снимке можно видеть, что и в данном случае присутствуют крупные ферритные зерна 3, но что зоны с небольшими ферритными зернами 6, появившимися в результате превращения мартенсита α, имеются здесь в более значительной пропорции. Факт достаточно быстрого пересечения лентой области выделения или осаждения карбидов и нитридов и исключения нахождения этой ленты в области превращения аустенита в феррит и карбида прежде всего приводит к ограниченному осаждению мелкозернистых карбидов в феррите (что является неизбежным и неустранимым вследствие быстроты их осаждения или выделения). Кроме того, таким образом удается сохранить значительные области аустенита, более богатые углеродом и азотом, чем феррит, который затем превращается в мартенсит. В процессе последующего отжига в замкнутом пространстве мелкозернистые карбиды выделяются в недрах феррита и мартенсит распадается на феррит и на мелкозеристые карбиды, распределенные значительно более равномерным образом, чем в образце, представленном на фиг.2.
Таким образом, в данном случае уже не наблюдается присутствие сплошных укрупненных пленок карбидов, но всего лишь средние по размерам и разрозненные образования 7 карбидов (с размерами менее 0,5 мкм) на границах между крупными ферритными зернами и зонами с небольшими ферритными зернами, усеянными карбидами. Эти мелкие включения карбидов определенно менее чувствительны к началу образования трещин, чем сплошные пленки карбидов, характерные для контрольного образца, показанного на фиг.2. Хорошо заметное появление зон с мелкими ферритными зернами в процессе отжига в замкнутом пространстве является следствием релаксации напряжений, накопленных в процессе образования мартенсита, что обусловливает явление восстановления или возврата. Эти области мелких ферритных зерен являются значительно более пластичными и вязкими, чем матрица с крупными ферритными зернами, и позволяют ограничить хрупкость металла, в частности, задерживая распространение трещин в результате хрупких сколов.
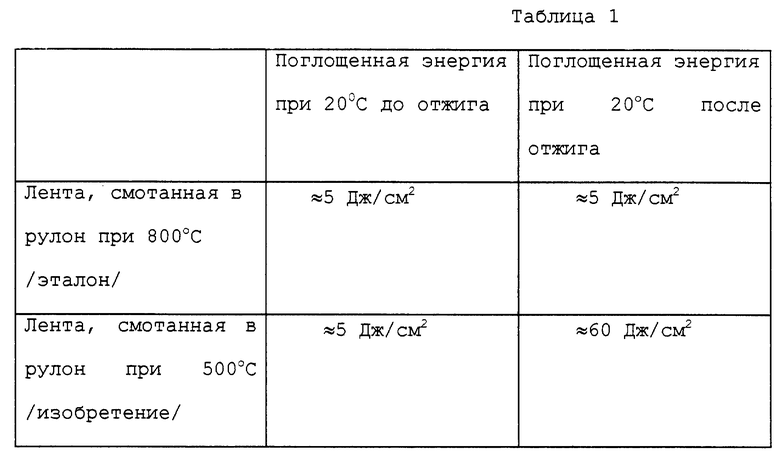
Вязкость или пластичность лент, полученных с использованием эталонного или контрольного способа и с использованием способа в соответствии с предлагаемым изобретением, была оценена при помощи испытаний на изгиб при ударе на образцах Шарпи с V-образным надрезом. В процессе этих испытаний оценивалась ударная вязкость упомянутых лент путем измерения энергии, поглощенной образцами при 20oС. Испытания были проведены на образцах лент, отобранных перед и после отжига в замкнутом пространстве.
Результаты испытаний сведены в табл. 1. Из этой таблицы видно, что температура сматывания ленты в рулон не оказывает никакого влияния на вязкость при 20oC необработанной отлитой ленты, которая еще не подвергалась отжигу в замкнутом пространстве. Эта вязкость является весьма посредственной и не поддается улучшению в результате отжига в замкнутом пространстве в случае эталонной или контрольной ленты, смотанной в рулон в горячем состоянии.
Как можно видеть на электронном снимке, представленном на фиг.2, отжиг в замкнутом пространстве оказывается в этом эталонном или контрольном случае неспособным обеспечить структуру металлической матрицы и распределение карбидов, способствующие хорошей пластичности или вязкости металла. Зато вязкость ленты, смотанной в рулон в условиях, предложенных данным изобретением, оказалась значительно повышенной в результате отжига в замкнутом пространстве и доведенной до вполне удовлетворительного уровня. Действительно, опыт показывает, что ударная вязкость, имеющая величину в диапазоне от 30 до 40 Дж/см2, вполне достаточна для того, чтобы различные виды холодной обработки (в частности, разматывание рулона ленты или обрезка ее кромок) могли быть выполнены без повреждения ленты.
Факт исключения прохождения лентой, смотанной в рулон, через зону превращения аустенита в феррит и карбиды приводит в процессе охлаждения ленты к образованию мелкозернистых карбидов в феррите, морфология и распределение которых являются более благоприятными для получения после отжига в замкнутом пространстве мелкозернистых и равномерно распределенных карбидов. Это обстоятельство в значительно меньшей степени оказывает негативное влияние на вязкость или пластичность ленты, чем сплошные пленки карбидов, наблюдаемые на контрольных образцах. Металлическая матрица, получаемая после охлаждения ленты, смотанной в рулон при относительно низкой температуре, которая оказывается более богатой мартенситом, также является более благоприятным фактором для хорошей вязкости или пластичности конечной ленты, поскольку отжиг в замкнутом пространстве эффективно воздействует на мартенсит для его распада главным образом на мелкозернистый феррит.
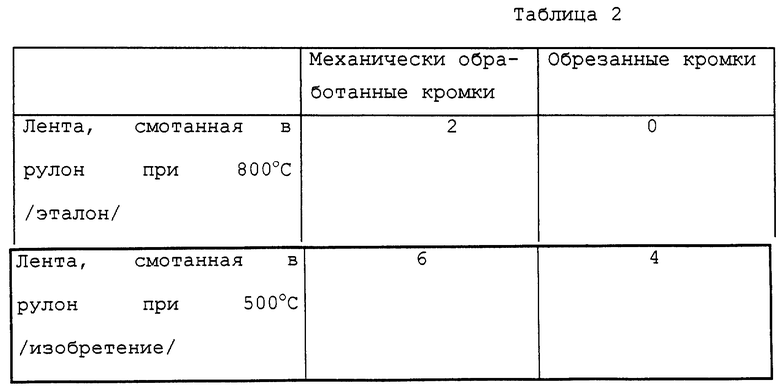
Был выполнен и другой тест, являющийся репрезентативным для вязкости этих же самых лент после осуществления отжига в замкнутом пространстве. Этот тест состоит в реализации чередующихся сгибаний на угол 90o испытательного образца, кромки которого просто обрезаны или механически обработаны. Это сгибание представляет собой операцию изгиба испытуемого образца на угол 90o с последующим его выпрямлением до первоначальной прямой конфигурации. В этих испытаниях производилась оценка количества изгибов, которые можно было осуществить до того, как испытательный образец разрушится или на нем появятся трещины в зоне изгиба.
Усредненные результаты этих испытаний сведены в табл. 2.
Имеющееся в этой таблице количество изгибов, равное 0, означает, что данная лента не выдерживает даже одного изгиба без появления на ней первых трещин или просто полностью разрушается при первом же изгибе. Из данной таблицы хорошо видно, что лента, которая была изготовлена в соответствии с предлагаемым изобретением, в данных испытаниях ведет себя значительно лучше, чем эталонная или контрольная лента, изготовленная в соответствии с существующим уровнем техники в данной области, что объясняется соображениями, уже изложенными выше.
Итак, первая фундаментальная идея предлагаемого изобретения состоит в том, чтобы заставить ленту, выходящую из установки непрерывного литья между валками, проходить такой путь ее последующего охлаждения, который позволяет ограничить выделение карбидов, устраняя главным образом появление тех из них, которые могли бы быть следствием распада аустенита и которые будут способны сливаться в крупные сплошные пленки в процессе отжига в замкнутом пространстве.
Вторая фундаментальная идея изобретения состоит в том, чтобы способствовать на той же стадии изготовления превращению аустенита в мартенсит таким образом, чтобы в максимально возможной степени получить мелкозернистый феррит в процессе упомянутого отжига в замкнутом пространстве. Эти условия реализуются в том случае, если ограничивают время прохождения данной отлитой лентой через область выделения карбидов и нитридов из феррита и, главным образом, если исключают пребывание этой ленты в области превращения аустенита в феррит и карбида.
На практике реализация этих условий для марок стали, отвечающих норме A1S1 430, а также родственных им марок, требует, чтобы сматывание ленты в рулон осуществлялось при температуре порядка 600oС или менее для того, чтобы исключить нахождение этой ленты в области превращения аустенита в феррит и карбида в тот период, когда она смотана в рулон. В зависимости от специфических условий литья, таких как толщина изготавливаемой ленты, скорость литья и расстояние, отделяющее литейные валки от намоточного устройства, упомянутые температурные условия термической обработки могут быть выполнены при помощи простого естественного охлаждения отлитой ленты воздухом или их выполнение может потребовать использования специальной установки для принудительного и форсированного охлаждения ленты, например, посредством разбрызгивания охлаждающей текучей среды, такой как вода или водовоздушная смесь. Считается, что обеспечение охлаждения ленты со скоростью не менее 10oС в секунду в период от момента ее выхода из установки непрерывного литья между валками и до момента, когда температура этой ленты снижается до 600oС, после чего уже можно производить сматывание ленты в рулон, обычно приводит к желаемым результатам.
Необходимо, однако, чтобы образование мартенсита в процессе охлаждения ленты было контролируемым таким образом, чтобы этот мартенсит сам не становился вредным для данной ленты. В первую очередь обязательным является исключение формирования мартенсита до сматывания ленты в рулон, поскольку в противном случае это приводит к большому риску разрыва ленты в процессе ее сматывания в рулон. Для этого необходимо, чтобы сматывание ленты в рулон было выполнено при температуре, превышающей температуру Ms превращения аустенита в мартенсит, то есть примерно 300oС.
С другой стороны, слишком быстрое охлаждение рулона ленты (со скоростью, превышающей 300oС в час) будет приводить к избыточному формированию очень твердого мартенсита, который сделает данную ленту слишком хрупкой для того, чтобы выдержать без повреждений манипуляции с рулоном, предшествующие отжигу.
Пример термической обработки В, представленной на фиг.1, является репрезентативным для дефектов, к которым может привести слишком быстрое охлаждение ленты, поскольку отсутствие сматывания ленты в рулон в этом случае приводит к средней скорости охлаждения ленты порядка 1000oС в час. После такого охлаждения лента имеет твердость 192 Hv, что является слишком высоким значением, тогда как эталонная лента, охлаждаемая по термическому пути А, имеет твердость 155 Hv.
Ленты в соответствии с предлагаемым изобретением, подвергающиеся охлаждению по термическому пути, промежуточному между термическими путями С и D, представленными на фиг.1, имеют твердость порядка 180 Hv. Следует считать, что смотанная в рулон лента не должна охлаждаться со скоростью, превышающей 300oС в час. На практике это условие обычно удовлетворяется на установках промышленного формата, когда не принимаются специальные меры для ускорения охлаждения рулонов /скорость естественного охлаждения на воздухе составляет обычно примерно 100oС в час/.
С другой стороны, для получения удовлетворительных результатов необходимо выждать определенное время перед тем, как приступать к операции отжига в замкнутом пространстве, для того, чтобы смотанная в рулон лента была охлаждена в достаточной степени с тем, чтобы успели произойти желаемые превращения, в частности превращение аустенита в мартенсит. На практике отжиг в замкнутом пространстве должен быть осуществлен на рулоне, исходная температура которого имеет величину в интервале от 200oС до нормальной температуры окружающей среды. Этот отжиг обычно выполняется при температуре в интервале от 800 до 850oС на протяжении по меньшей мере 4 ч.
По отношению к другим способам, существующим в настоящее время и имеющим целью повысить вязкость или пластичность тонких лент из ферритной нержавеющей стали, содержащей около 17% хрома, способ в соответствии с предлагаемым изобретением обладает тем преимуществом, что он не требует специальной и дорогостоящей адаптации данной марки стали, такой, например, как введение стабилизирующих элементов и/или понижение содержания углерода и азота до необычно низких уровней.
Способ в соответствии с предлагаемым изобретением может быть осуществлен только на установке непрерывного литья между валками, не требуя при этом использования установки для горячей прокатки ленты, выходящей из литейных валков. Он не требует также специальной адаптации технологических операций, следующих за собственно отливкой ленты /отжиг в замкнутом пространстве, обрезка кромок, удаление окалины и т.п./. Единственная модификация стандартной установки непрерывного литья между валками, которая может потребоваться в случае применения способа в соответствии с предлагаемым изобретением, состоит в добавлении к ней в случае необходимости устройства охлаждения ленты, устанавливаемого под литейными валками. Одно такое устройство, которое может иметь очень простую конструкцию, позволит гарантировать, что данная отлитая лента никогда не окажется в области превращения аустенита в феррит и карбиды и что сматывание ленты в рулон всегда будет осуществляться при температуре 600oС или более низкой температуре при любой скорости литья и при любой толщине отливаемой ленты даже в том случае, если намоточное устройство располагается относительно близко к литейным валкам (что может оказаться желательным для отливки изделий из других типов сталей).
Вполне в духе предлагаемого изобретения является применение описанного выше способа к отлитым между валками лентам, которые подвергаются горячей прокатке под этими валками, когда выполняются требуемые условия охлаждения и сматывания ленты в рулон. Можно применять такую горячую прокатку для того, чтобы повысить доброкачественность внутренних зон металла ленты, закрывая возможно имеющиеся в металле поры, и для улучшения качества поверхности ленты. Кроме того, горячая прокатка отлитой ленты, осуществляемая при температуре в диапазоне от 900 до 1150oС со степенью деформации металла по меньшей мере 5%, оказывает благоприятное влияние на вязкость ленты, причем опыт показывает, что этот эффект суммируется с эффектом с применением способа в соответствии с предлагаемым изобретением и обеспечивается без необходимости соблюдения очень жестких аналитических условий, изложенных в ЕР-А-0638653. Таким oбpaзoм, имеется возможность получить вязкость или пластичность ленты, более высокую, чем та, которую можно достигнуть только лишь применением горячей прокатки, и чем та, которую можно обеспечить только путем применения базового варианта способа в соответствии с предлагаемым изобретением.
В качестве примера были осуществлены испытания стальной ленты толщиной 2,7 мм, отлитой между валками из нержавеющей стали, имеющей следующий химический состав, вес.%:
Углерод - 0,040
Кремний - 0,23
Сера - 0,001
Фосфор - 0,024
Марганец - 0,40
Хром - 16,50
Никель - 0,57
Молибден - 0,030
Титан - 0,002
Ниобий - 0,001
Медь - 0,060
Алюминий - 0,003
Ванадий - 0,060
Азот - 0,042
Кислород - 0,0090
Бор - Менее 0,001
Этот химический состав соответствует значению критерия γp на уровне 46,5% и температуре АсI 826oС.
В случае отсутствия горячей прокатки отлитой ленты, когда сматывание этой ленты в рулон осуществляется при температуре порядка 800oС (в соответствии с термической обработкой А, представленной на фиг.1) перед отжигом рулона в замкнутом пространстве, эта лента не выдерживает даже единственного сгибания на обрезанных кромках и немедленно разрушается или разламывается.
В случае сматывания этой ленты в рулон при температуре порядка 670oС она выдерживает только одно сгибание на обрезанных кромках. Однако, если сматывание ленты осуществляют при температуре 500oС в соответствии со способом по данному изобретению, то данная лента может выдержать четыре сгибания на обрезанных кромках. Таким образом, эти испытания подтверждают то, что было отмечено в примере, проиллюстрированном на фиг.1, 2 и 3.
В том случае, когда упомянутая лента дополнительно подвергается горячей прокатке при температуре порядка 1000oС со степенью деформации металла по толщине на уровне 30%, сматывание в рулон, осуществляемое при температуре 500oС в соответствии с предлагаемым изобретением, придает ленте энергию поглощения при температуре 20oС (после отжига в замкнутом пространстве) порядка 160 Дж/см2 для условий испытаний, аналогичных условиям тех испытаний, результаты которых приведены в табл.1. Для
сравнения, в том случае, когда сматывание ленты в рулон осуществляется при температуре 800oС, энергия поглощения при температуре 20oС составляет только 100 Дж/см2.
Металлические ленты, которые могут быть изготовлены при помощи способа в соответствии с предлагаемым изобретением, отличаются от лент, изготовленных в соответствии с существующими способами, главным образом тем, что предлагаемые ленты сочетают в себе:
- колонную структуру с крупными ферритными зернами, существующую совместно с многочисленными мелкозернистыми ферритными зонами, усеянными вкраплениями карбидов;
- отсутствие сплошных пленок крупных образований карбидов, замененных включениями небольших и разрозненных образований карбидов, присутствующих на границах между крупными ферритными зернами и зонами с мелкими ферритными зернами;
- в случае, когда в соответствии с базовым вариантом реализации предлагаемого изобретения не использует горячую прокатку ленты перед сматыванием ее в рулон, отсутствие структур, обычно указывающих на то, что такая горячая прокатка была выполнена;
- и, в целом, отсутствие сколько-нибудь значительных содержаний специальных стабилизирующих элементов, таких как ниобий, ванадий, титан, алюминий, молибден. Как уже было сказано выше, такие элементы в случае необходимости могут присутствовать в составе стали по различным соображениям, но они не оказывают существенного влияния на вязкость или пластичность данной ленты из нержавеющей стали.
Вполне удовлетворительная вязкость металла делает ленты в соответствии с предлагаемым изобретением способными после их изготовления выдерживать без повреждений обычные металлургические операции, которые превращают эти ленты в тот или иной конечный продукт, используемый клиентами, в частности холодную прокатку.

Изобретение относится к области металлургии, конкретно к изготовлению тонких лент из ферритной нержавеющей стали. В процессе непрерывного литья между располагающимися рядом друг с другом двумя валками с горизонтальными осями вращения, охлаждаемыми изнутри и вращающимися в противоположных направлениях, отверждают ленту из ферритной нержавеющей стали, содержащей не более 0,012% углерода, не более 1% марганца, не более 1% кремния, не более 0,040% фосфора, не более 0,03% серы и от 16 до 18% хрома. После отливки ленту принудительно охлаждают или оставляют для естественного охлаждения, исключая тем самым ее нахождение в области превращения аустенита в феррит и карбиды, сматывают ленту в рулон при температуре в интервале от 600oС до температуры Ms мартенситного превращения, смотанную в рулон ленту оставляют для охлаждения с максимальной скоростью 300oС в час вплоть до температуры в интервале от 200oС до нормальной температуры окружающей среды, а затем ленту отжигают в замкнутом пространстве. Тонкая лента из ферритной нержавеющей стали, содержащей не более 0,012% углерода, не более 1% марганца, не более 1% кремния, не более 0,040% фосфора, не более 0,030% серы и от 16 до 18% хрома, охарактеризована тем, что она изготовлена вышеупомянутым способом. Получают стальную ленту с высокой вязкостью и пластичностью, достаточными для того, чтобы обеспечить возможность нормального выполнения операций разматывания рулона ленты, обрезки ее кромок и холодной обработки давлением, которые не вызывают появления дефектов типа изломов ленты или трещин на ее кромках. 2 с. и 6 з.п. ф-лы, 3 ил., 2 табл.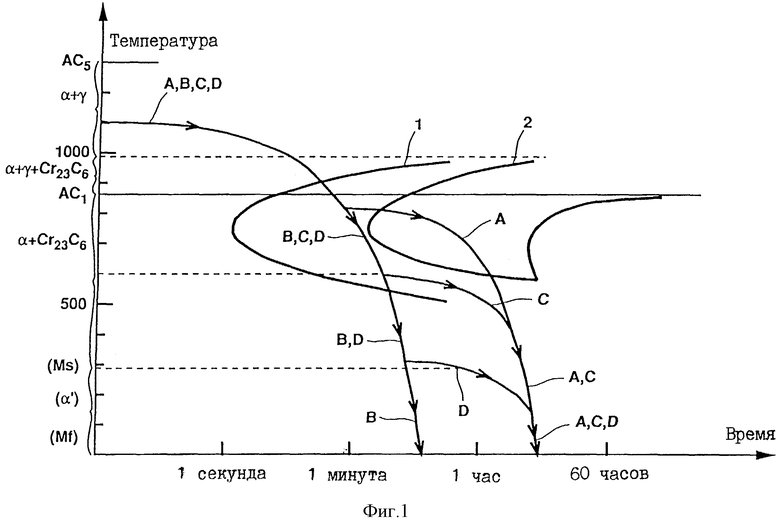
| Тормозное устройство к канатовьющей машине | 1977 |
|
SU638653A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ФАЗОВЫХ ХАРАКТЕРИСТИК СИСТЕМ ПАМЯТИ С МАГНИТНЫМ НОСИТЕЛЕМ | 0 |
|
SU288054A1 |

