Изобретение относится к черной металлургии, в частности к производству стали и подогреву металла до требуемой температуры перед разливкой.
Одной из важных задач сталеплавильного производства является получение однородного по свойствам металла в готовом прокате, трубах и метизах. Эту цель достигают использованием внепечной обработки расплавов в сталеразливочных ковшах. Одновременно с рафинированием металла от вредных примесей в процессе внепечной обработки его подогревают до заданной температуры, обеспечивающей разливку в регламентированных температурных пределах.
Подогрев стали в процессе внепечной обработки повышает экономичность сталеплавильного производства, так как позволяет снизить температуру выпуска стали из плавильного агрегата, стабилизировать температуру начала разливки, что обеспечивает увеличение скорости разливки стали, уменьшение пределов варьирования скорости разливки в пределах одной плавки и, следовательно, получение слитков и литых заготовок с более равномерной и качественной макроструктурой и повышение производительности машин непрерывного литья заготовок.
Известен способ химического подогрева металла в сталеразливочном ковше, включающий ввод в жидкий металл с помощью трайб-аппарата алюминиевой катанки, растворение алюминия и насыщение им расплава, продувку металла через погружную фурму кислородом. Смотри, например, Чумаков С.М., Урюпин Г.П., Зинченко С. Д. и др. Труды четвертого конгресса сталеплавильщиков. М. ОАО Черметинформация. 1997, с. 295-296 [1]. Для нагрева стали на 1oС вводят 0,04 кг алюминиевой катанки и вдувают технический кислород в количестве 0,022 м3/т стали, скорость увеличения температуры металла изменяется в пределах 2-4oС/мин.
Недостатками известного способа [1] являются дополнительные затраты на алюминиевую катанку и кислород; недостаточно высокий тепловой КПД (до 75%) нагрева металла; низкая стойкость кислородной фурмы, что ограничивает время процесса и увеличивает затраты; относительно высокие капитальные вложения на строительство кислородной станции; повышение содержания в стали азота; ограничение скорости нагрева металла скоростью диффузии алюминия к зоне взаимодействия расплава с кислородной струей; оборудование специальных устройств для вытяжки отходящих газов и пыли.
Наиболее близким к изобретению по технической сущности и достигаемому результату является известный способ подогрева жидкой стали в ковше перед вторичным рафинированием (Заявка JP 59-89708 Способ подогрева жидкой стали (НИППОН СЭЙТЭЦУ К. К. ) Япония. Заявлена 15.11.82, 57-198940, опубликована 24.05.84, МКИ С 21 С 7/00 [2]), заключающийся в присадке в сталь из бункера экзотермических материалов (Al, Si и т. п.), продувке через установленную в днище ковша пористую пробку инертного газа (Аr или СO2) для перемешивания, циркуляции жидкой стали и однородного распределения в ней экзотермических материалов. Одновременно, сверху через погружаемую в сталь полую трубу, расположенную точно над пористой пробкой в днище, вдувают небольшое количество O2 для проведения экзотермической реакции окисления присаживаемых материалов и подогрева стали. Колебания уровня незначительны и выбросов не происходит, поэтому достаточно в ковше иметь высоту свободного пространства над уровнем шлака 300-500 мм.
Недостатками известного способа [2] являются:
- присадка в сталь из бункера экзотермических материалов (Al, Si и т.п. ), которые вследствие малой плотности будут находиться значительное время в верхней части расплава в ковше, что помимо экзотермических реакций с вдуваемым кислородом, вызывает взаимодействие алюминия и кремния с атмосферным кислородом, компонентами шлака на поверхности расплава и безвозвратные потери тепла через эту поверхность;
- дополнительные затраты на кислород и капитальные вложения на строительство кислородной станции, оборудования для вдувания кислорода в расплав и для вытяжки отходящих газов и пыли;
- низкая стойкость полой трубы для вдувания кислорода в жидкую сталь;
- повышение содержания азота в жидкой стали;
- необходимость иметь свободное пространство над уровнем шлака 300-500 мм.
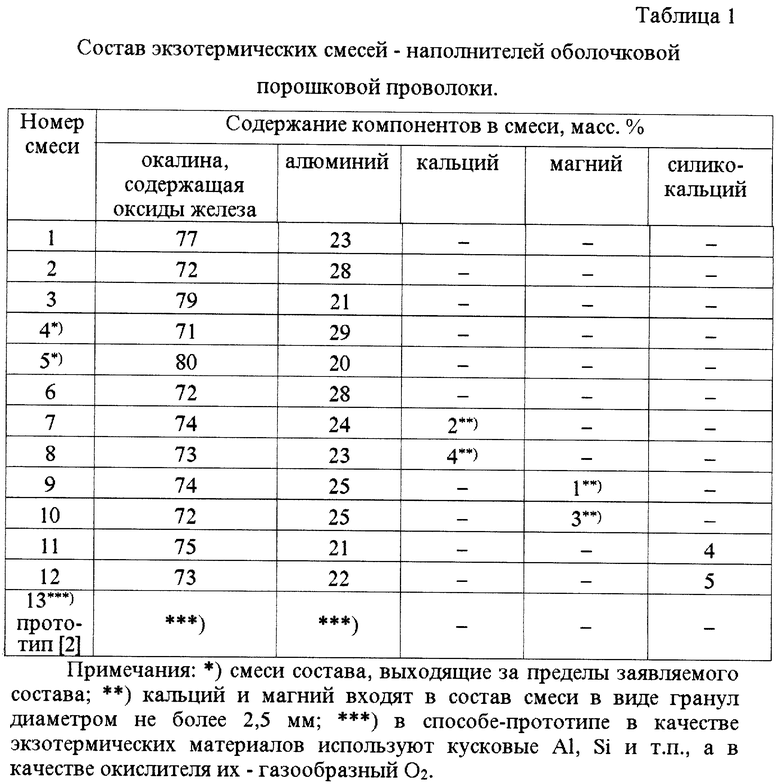
Предлагаемое изобретение устраняет указанные недостатки. Это достигается тем, что предлагается использовать способ подогрева жидкой стали, включающий выплавку и выпуск металла в ковш, доводку металла в ковше по химическому составу, ввод в расплав стали экзотермического материала из восстановителя (алюминия) и окислителя, продувку расплава инертным газом, отличающийся тем, что алюминий и окислитель вводят в расплав в виде экзотермической смеси, являющейся наполнителем оболочковой порошковой проволоки, при этом в качестве окислителя используют окалину, содержащую оксиды железа, при соотношении компонентов, мас.%:
окалина, содержащая оксиды железа - 72-79
алюминий - 21-28
а экзотермическую смесь вводят в расплав в количестве 1,02-15,0 кг/т стали со скоростью 1,44-5,8 кг в секунду.
Кроме этого для повышения экзотермичности смеси в качестве восстановителя в экзотермическую смесь дополнительно вводят материал из группы: кальций, магний и силикокальций при следующем соотношении компонентов в смеси, мас.%:
окалина, содержащая оксиды железа - 72-79
алюминий - 21-25
кальций - 1-4
или
окалина, содержащая оксиды железа - 73-76
алюминий - 21-26
магний - 1-3
или
окалина, содержащая оксиды железа - 74-76
алюминий - 21-24
силикокальций - 2-5
Предлагаемый способ подогрева жидкой стали в ковше введением в нее порошковой проволоки с наполнителем из экзотермической смеси заявленных составов имеет ряд преимуществ. Он прост в осуществлении, не требует больших затрат и производственных площадей и может быть осуществлен в сталеплавильных цехах России, не имеющих возможности ввода кислорода в ковш трубой (фурмой) и возможности размещения сложного оборудования. Предлагаемый способ подогрева жидкой стали позволяет снизить материальные и энергетические затраты за счет устранения практикуемого перегрева металла в плавильных агрегатах, стабилизации тепловых режимов разливки стали.
Предлагаемый способ подогрева жидкой стали основан на том, что при вводе в жидкую сталь трайб-аппаратом оболочковой порошковой проволоки с наполнителем из экзотермической смеси порошка окалины и порошка алюминия происходит взаимодействие веществ смеси с выделением большого количества тепла внутри расплава. По данным Плинера Ю.Л., Сучильникова С.И., Рубинштейна Е.А. Алюмотермическое производство ферросплавов и лигатур. М., Металлургиздат, 1963, с. 172-173, тепловой эффект реакции ΔН на 1 кг смеси из Fе2О3 и А1 составит [3]:
2/3Fе2O3 + 4/3Al = 4/3Fe + 2/3Al2O3;
ΔН = 4019 кДж,
а смеси из FeO и А1 соответственно:
2FeO + 4/3А1 = 2Fe + 2/3Аl2О3;
ΔН = 3203 кДж.
Так, суммарный тепловой эффект ΔН от взаимодействия железной окалины, содержащей, например, 69,5 мас.% FeO и 29,5 мас.% Fе2O3, с алюминием будет
0,695•3203 + 0,295•4019 = 3395,6 кДж/кг.
С учетом стехиометрических соотношений реакций восстановления оксидов железа алюминием, а также возможных колебаний состава окалины и алюминия, наполнитель порошковой проволоки должен содержать, мас.%: окалины, содержащей оксиды железа, 73-79; алюминия 21-27.
Введение экзотермической смеси в виде наполнителя оболочковой порошковой проволоки в количестве 1,02-15,0 кг на тонну стали позволяет повысить стабильность результатов и технологичность процесса подогрева стали, а скорость подачи экзотермической смеси 1,44-5,8 кг в секунду обеспечивает доставку ее вглубь расплава, что способствует лучшему теплообмену и уменьшению, по сравнению с известным способом [2] (прототип), теплопотерь через поверхность расплава в ковше. При этом барботаж и колебания уровня расплава в ковше меньше, чем в известным способе [2], а высота свободного пространства над уровнем шлака, необходимая при вводе экзотермической смеси и продувке расплава инертным газом для перемешивания, составляет не более 150 мм.
Содержание азота в металле, подогретом порошковой проволокой по предлагаемому способу, не увеличивается, в то время как по известному способу [1] массовая доля азота стали марки 08Ю увеличивается в среднем на 0,0003%.
Дополнительное введение в состав смеси наполнителя порошковой проволоки кальция, магния и силикокальция, при заявленных соотношениях компонентов, усиливают экзотермический эффект восстановительных реакций железа из оксидов и способствуют образованию оксидных продуктов реакций, которые легко всплывают на поверхность расплава и поглощаются шлаком. При введении в состав наполнителей порошковой проволоки высокоактивных и летучих элементов - кальция и магния, создаются лучшие условия для перемешивания расплава их парами и, следовательно, для интенсификации теплообмена.
Оболочковую порошковую проволоку диаметром 14-18 мм с наполнителем из экзотермической смеси порошков алюминия и окалины, в том числе с добавками гранул кальция, магния и порошка силикокальция, изготавляют на специальных станах по известной технологии - Каблуковский А.Ф., Камалов А.Р., Ябуров С. И. и др. Применение порошковой проволоки для внепечной обработки стали. Металлург, 1994, 1, с. 28-29 [4]. При изготовлении бухт порошковой проволоки использовали порошок сухой прокатной окалины крупностью частиц не более 2,5 мм. Перед подачей в бункер стана компоненты экзотермической смеси взвешивали, соблюдая заявленные соотношения, и тщательно перемешивали. При смешивании соответствующих компонентов и производстве порошковой проволоки не допускается соприкосновения с открытым пламенем. Бухта проволоки снабжается документом (паспортом или сертификатом) с указанием состава наполнителя, в том числе массовой доли (%) каждого компонента, диаметра проволоки, массы бухты и наполнителя, массы проволоки и наполнителя в одном погонном метре, коэффициента заполнения. Состав экзотермических смесей-наполнителей оболочковой порошковой проволоки представлен в табл. 1.
Для оценки степени нагрева металла от введения в расплав экзотермической ПП принимаем следующую плотность веществ (г/см3): алюминий - 2,69; FeO - 5,70; Fе2O3 - 5,25; стальная оболочка ПП (сталь 08Ю) - 7,8. Теплоемкость твердой стали соответствует 0,461 кДж/кг•град. ; жидкой стали - 0,772 кДж/кг•град.; теплота плавления стали 259,78 кДж/кг.
Характеристики одного погонного метра порошковых проволок с наполнителями из предлагаемых экзотермических смесей, уровень тепловых эффектов и удельные расходы наполнителей на нагрев 1 т металлла в сталеразливочном ковше приведены в табл. 2.
Конкретное применение предложенного способа осуществляли следующим образом.
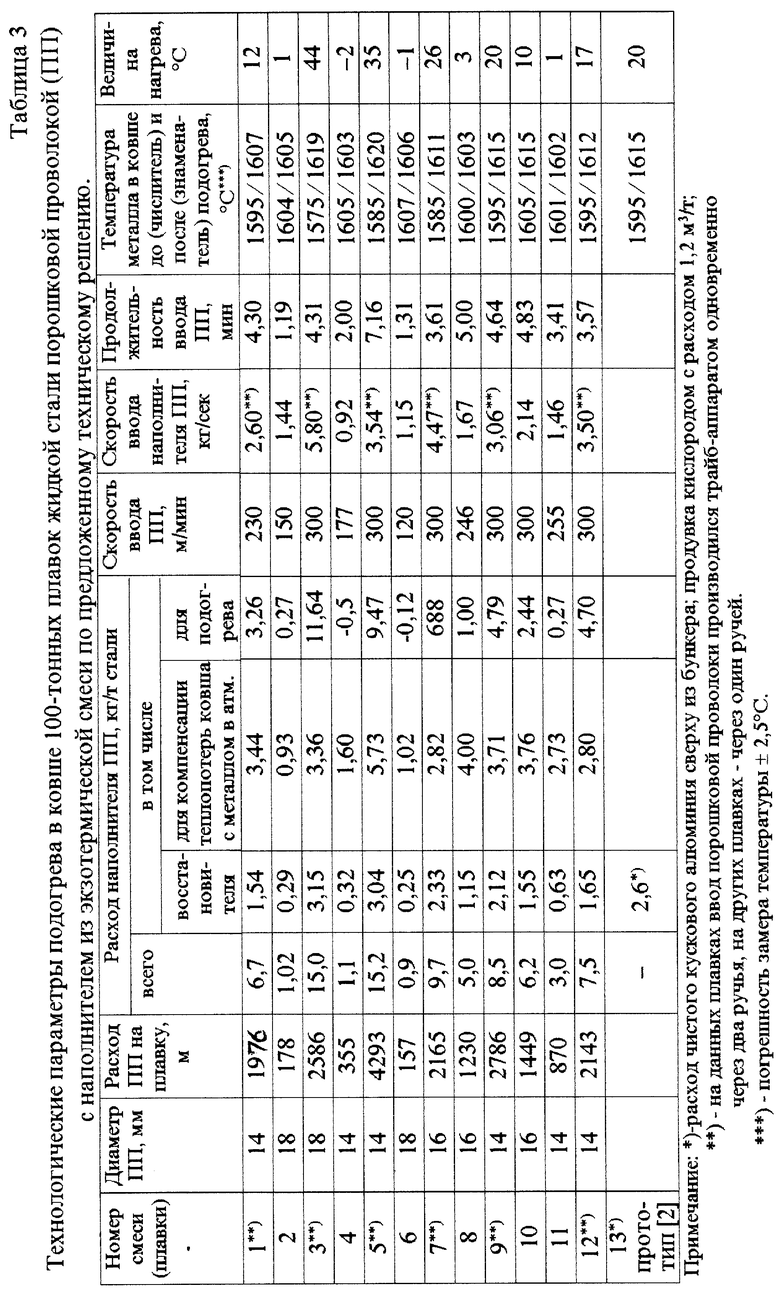
Пример 1. Сталь марки 20 ГОСТ 1050-88 выплавляли в дуговой печи, выпускали в ковш с основной футеровкой емкостью 100 т и производили доводку металла по химическому составу. Затем термопарой замеряли температуру металла в ковше, которая составила 1595oС, что ниже необходимой для разливки в пределах от 1600 до 1620oС. Поэтому для подогрева стали в расплав ввели трайб-аппаратом через два ручья оболочковую порошковую проволоку с наполнителем из экзотермической смеси, содержащей, мас.%: окалины из оксидов железа 77 и порошка алюминия 23 (табл. 1, смесь 1, табл. 2, смесь 1) в количестве 6,7 кг/т со скоростью подачи проволоки 230 м в минуту, что соответствовало скорости ввода экзотермической смеси 2,60 кг в секунду (табл. 3, смесь (плавка) 1). После ввода порошковой проволоки расплав в ковше продули в течение 2 мин инертным газом аргоном и замерили температуру металла, которая составила 1607oС и соответствовала заданному интервалу. Затем металл был разлит на машине непрерывного литья заготовок.
Аналогичным образом осуществляли проведение плавок 2-13. Составы использованных смесей приведены в табл. 1, характеристики порошковой проволоки - в табл. 2, а технологические параметры и результаты испытаний подогрева жидкой стали представлены в табл. 3 и 4.
Анализ полученных результатов показывает, что способ подогрева жидкой стали в ковше по предложенному техническому решению при расходе экзотермической смеси в пределах 1,02-15,0 кг на тонну стали обеспечивает подогрев стали на 1-44oС. Используемые для подогрева металла плавок 2, 8, 11 на 1, 3 и 1oС экзотермические смеси 2, 8, 11 (при использованных в этих плавках параметрах ввода) могут быть применены для поддержания температуры на заданном уровне; подогрев стали на 10-44oС (плавки 1, 3, 7, 9, 10, 12) смесями 1, 3, 7, 9, 10, 12, с соответствующими параметрами ввода, целесообразно использовать для нагрева металла, имеющего температуру ниже допустимой для разливки.
При одинаковом, с известным способом-прототипом [2], уровне подогрева на 20oС (плавка 13), расход алюминия на плавке по предложенному техническому решению (плавка и смесь 9), равный 2,12 кг на тонну стали, меньше чем на плавке по известному способу-прототипу (2,6 кг на тонну стали). Это говорит о преимуществе ввода экзотермической смеси в оболочке порошковой проволоки вглубь металла посредством трайб-аппарата по сравнению с известным способом-прототипом [2], предусматривающим ввод экзотермического материала - алюминия из бункера на поверхность расплава.
Отклонение от предложенного соотношения компонентов в экзотермической смеси приводит к ухудшению процесса подогрева:
- снижение содержания окалины в смеси ниже заявленного, например, как в плавке (смеси) 4 (табл. 3) до 71 мас.% (табл. 1, смесь 4), при расходе 1,1 кг/т стали и скорости ввода смеси 0,92 кг в секунду, не позволило получить подогрева металла (сталь охладилась на 2oС);
- увеличение содержания окалины в смеси выше заявленного, например, как в плавке (смеси) 5 до 80 мас.% (табл. 1, смесь 5), при высоком расходе смеси 15,2 кг/т стали и скорости ввода смеси 3,54 кг в секунду, дает меньшую величину подогрева (35oС), чем при заявленном составе на плавке (смеси) 3, имевшей подогрев на 44oС. Это связано с недостаточным количеством в смеси 5 аллюминия (20 мас.%), что вызывает понижение ее термичности.
Уменьшение в плавке (смеси) 6 расхода смеси до 0,9 кг/т стали при скорости ее ввода до 1,15 кг в секунду, то есть ниже заявленных значений, не обеспечило подогрева стали (металл охладился на 1oС).
Максимальное заявленное значение скорости ввода наполнителя принято равным 5,8 кг в секунду, что соответствует вводу порошковой проволоки диаметром 18 мм через два ручья трайб-аппарата со скоростью 300 м в минуту. Дальнейшее увеличение скорости ввода наполнителя нетехнологично. Максимальная скорость подачи порошковой проволоки на существующих трайб-аппаратах ограничена 300 м/мин. Использование порошковой проволоки с диаметром более 18 мм сопряжено с техническими трудностями при ее изготовлении и подаче трайб-аппаратом в металл. Подача однотипного материала в ковш одновременно более чем через два ручья экономически не оправдна.
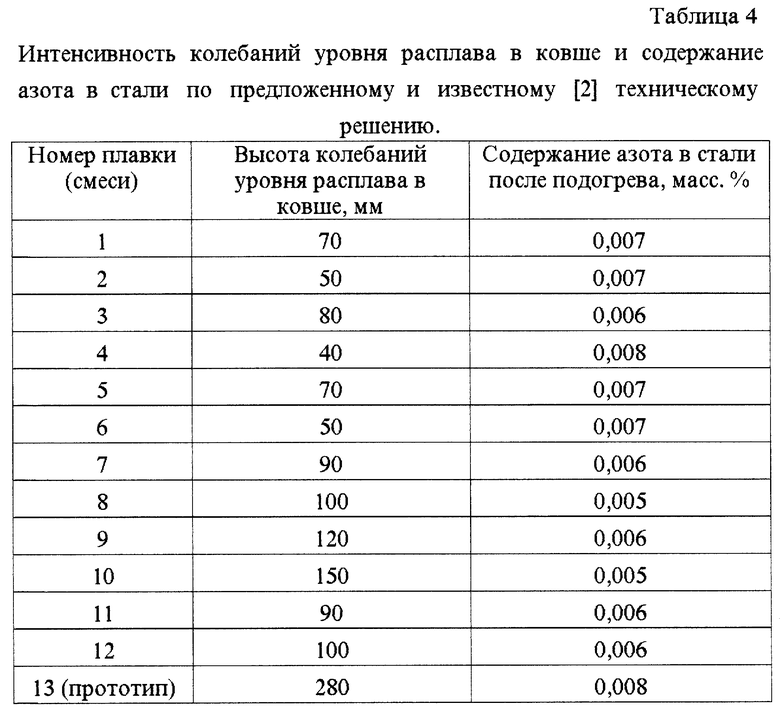
Дополнительный ввод в состав экзотермических смесей кальция, магния и силикокальция в заявленных количествах на плавках (смесях) 7-12 привел, благодаря взаимодействию паров кальция и магния с расплавом, к уменьшению содержания азота в стали (0,005-0,006 мас.%) (табл. 4) и лучшему перемешиванию металла, при меньшем, чем в случае прототипа, колебании уровня расплава в ковше (90-150 мм).
По содержанию азота в стали (0,005-0,007 мас.%) и величине колебания уровня расплава в ковше (50-150 мм) подогрев плавок 1-3, 7-12 (табл. 4), произведенный по предложенному техническому решению, показал преимущества по сравнению с известным способом-прототипом [2], имевшим на плавке 13 более высокое содержание азота (0,008 мас.%) и высоту колебаний уровня расплава до 280 мм при вдувании в металл кислорода.
Таким образом, использование предложенного технического решения позволяет обеспечить подогрев жидкой стали в ковше при исходной температуре, недостаточной для нормальной разливки, в сталеплавильных или литейных цехах, не имеющих оборудования и возможностей подогрева по известному способу [2].
Литература
1. Чумаков С. М. , Урюпин Г.П., Зинченко С.Д. и др. Труды четвертого конгресса сталеплавильщиков. М., ОАО Черметинформация. 1997, с. 295-296.
2. Заявка JP 59-89708 Способ подогрева жидкой стали (НИППОН СЭЙТЭЦУ К.К. ) Япония. Заявлена 15.11.82, 57-198940, опубликована 24.05.84, МКИ С 21 С 7/00.
3. Плинер Ю. Л. , Сучильников С.И., Рубинштейн Е.А. Алюминотермическое производство ферросплавов и лигатур. М., Металлургиздат, 1963, с. 172-173.
4. Каблуковский А.Ф., Камалов А.Р., Ябуров С.И. и др. Применение порошковой проволоки для внепечной обработки стали. Металлург, 1994, 1, с. 28-29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ВАНАДИЕМ | 1996 |
|
RU2103381C1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА ЖИДКОГО МЕТАЛЛА В КОВШЕ И ОБОЛОЧКОВАЯ ПРОВОЛОКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183221C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ МАРГАНЦЕМ | 1995 |
|
RU2104311C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ВЫПЛАВКИ И ЛЕГИРОВАНИЯ СТАЛИ | 2000 |
|
RU2175017C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ СТАЛИ С НИОБИЕМ | 1993 |
|
RU2044063C1 |
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ АМ14 | 2010 |
|
RU2437739C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ СЕРОЙ | 1997 |
|
RU2127323C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 1999 |
|
RU2166550C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО РАСПЛАВА | 2011 |
|
RU2456349C1 |

Изобретение относится к черной металлургии, в частности к производству стали и подогреву металла до требуемой температуры перед разливкой. Подогрев жидкой стали в сталеразливочном ковше осуществляют вводом в расплав стали экзотермической смеси из восстановителя - алюминия или смеси алюминия с веществом из группы: кальций, магний, силикокальций и окислителя - окалины, содержащей оксиды железа, с последующей продувкой расплава инертным газом. Экзотермическую смесь вводят в расплав в виде наполнителя оболочковой порошковой проволоки в количестве 1,02-15,0 кг/т стали со скоростью ввода 1,44-5,8 кг/с. Технический результат - обеспечение подогрева жидкой стали в ковше при исходной температуре, недостаточной для нормальной разливки в сталеплавильных или литейных цехах, не имеющих оборудования и возможностей подогрева с применением продувки расплава кислородом. 3 з.п. ф-лы, 4 табл.
Окалина, содержащая оксиды железа - 72-79
Алюминий - 21-28
а экзотермическую смесь вводят в расплав в количестве 1,02-15,0 кг/т стали со скоростью 1,44-5,8 кг/с.
Окалина, содержащая оксиды железа - 72-79
Алюминий - 21-25
Кальций - 2-4
3. Способ по п. 1, отличающийся тем, что в качестве восстановителя в экзотермическую смесь дополнительно вводят магний при следующем соотношении компонентов в смеси, мас. %:
Окалина, содержащая оксиды железа - 73-76
Алюминий - 21-26
Магний - 1-3
4. Способ по п. 1, отличающийся тем, что в качестве восстановителя в экзотермическую смесь дополнительно вводят силикокальций при следующем соотношении компонентов в смеси, мас. %:
Окалина, содержащая оксиды железа - 74-76
Алюминий - 21-24
Силикокальций - 2-5
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ изготовления формованных керамических изделий | 1943 |
|
SU66305A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ И СПЛАВОВ | 0 |
|
SU242208A1 |
| RU 2055906 С1, 10.03.1996 | |||
| US 4761178, 02.08.1988 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| КАПСУЛА ДЛЯ ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 1998 |
|
RU2148657C1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ЛЕГИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ ТИТАНОМ | 1995 |
|
RU2098491C1 |

