у
Фиг. 1
СД
О 00 00
Изобретение относится к машиностроению и может быть использовано на операциях финишной обработки отверстий методом хонингования при по- вышенных требованиях к прямолинейности оси хонинговального отверстия.
Целью изобретения является повышение качества обработки путем исправления изогнутости по оси обраба- тываемого отверстия.v
На фиг.1 показан хон, общий вид; на фиг.2 - схемы взаимодействия хона с обрабатываемой деталью.
Хон содержит корпус 1, бруски 2 и соосно расположенный с одним из них брусок 3. Приняты следующие обозначения: Л изогнутости оси детали; йдр - деформация (изгиб) хона. Заштрихованы те зоны детали, которые нужно удалить в процессе хонингования, чтобы получить отверстия с прямой осью. Точками А обозначены зоны, где металлосъем должен быть минимальным, а точками Б - зоны, где металлосъем должен быть максимальным.
Хон работает следующим образом.
При обычном расположении брусков (фиг.2а) в процессе разжима происходит исправление оси хонинговальной головки и она совпадает с осью обрабатываемой детали. При этом интенсивность исправления изогнутости оси зависит от металлосъема в зонах А и Б. Величина металлосъема зависит от поперечных сил Р, которые пропорциональны деформации (изгибу) хона.
В случае взаимодействия брусков с обрабатываемой поверхностью в момент, когда соосно расположенные бруски контактируют с выпуклой поверхностью отверстия, а противоположно расположенный брусок 2-е вог нутой, изгибающий момент, вызванный результирующими силами Р и Р/2, направлен в сторону уменьшения дефор
мации хона (/3 110 сравнению с деформацией в случае обычного расположения брусков. Это обуславливает уменьшение величины поперечных сил в зонах точек Айв итоге способствует повьш1ению исправляющей способности процесса.
В случае взаимодействия брусков с обрабатываемой поверхностью в момент, когда соосно расположенные бруски контактируют с вогнутой поверхностью отверстия, а противоположно расположенный брусок - с выпуклой изгибающий момент направлен в сторону увеличения деформации хона ( и
)
в сравнении с деформацией в схеме с обычным расположением брусков. Это приводит к увеличению поперечных сил, определяющих интенсивность устранения изогнутости оси. Кроме того, как видно из схемы,- одновременно с тем, что в зонах Точек Б значения поперечных сил увеличились, в зонах точек А металлосъем отсутствует. Это определяет резкое увеличение исправляющей способности хона с предлагаемой схемой расположения брусков.
Формула изобретения
Хон для обработки отверстий, выполненный в виде корпуса с двумя противоположно расположенньгми брусками, отличающийся тем, что, с целью повьш1ения качества обработки путем исключения изогнутости по оси обрабатываемого отверстия, хон снабжен дополнительным абразивным бруском и установлен вдоль корпуса соосно с одним из двух других брусков с образованием прерывистой рабочей поверхности с перекрытием, причем каждый из соосно установленных брусков вьтолнен с длиной, равной половине длины т ретьего бруска, и равноудален от его центра симметрии.
Ось хонинмЗальнои Ось хонингованной еоло9ки.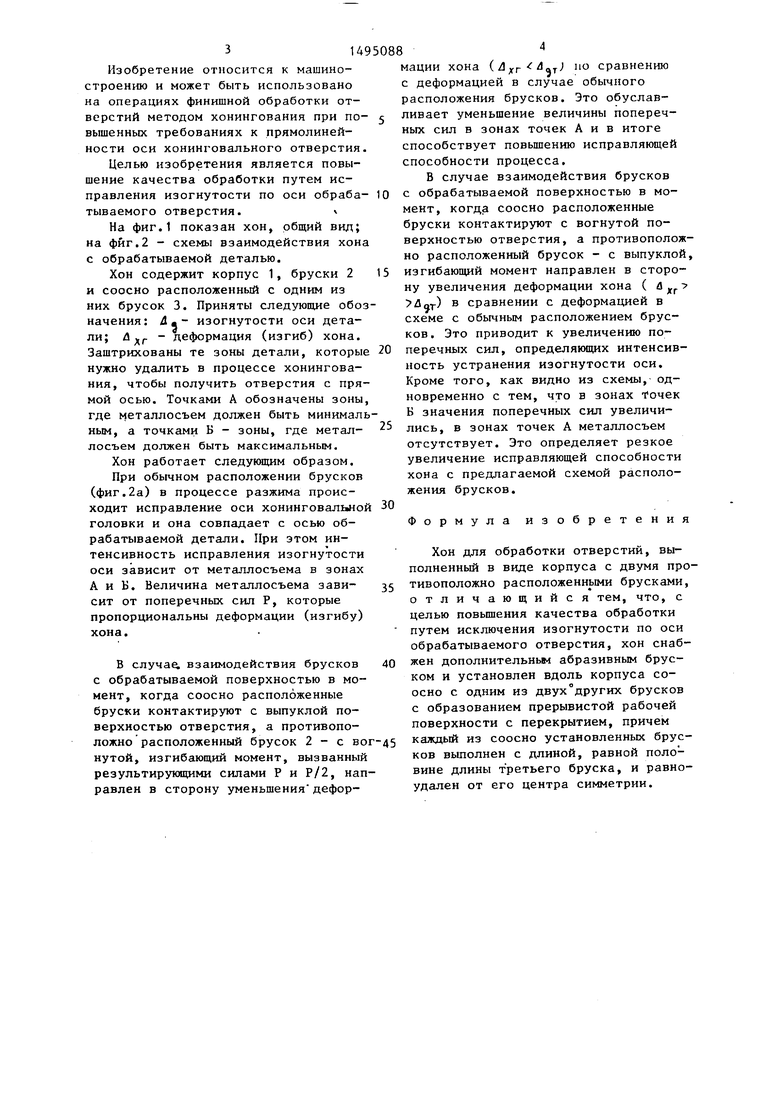
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU1046057A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| Способ хонингования | 1987 |
|
SU1440679A1 |
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| Способ электрохимического хонингования фасонных поверхностей | 1986 |
|
SU1425004A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ | 1992 |
|
RU2041051C1 |

Изобретение относится к машиностроению и может быть использовано на операциях финишной обработки отверстий методом хонингования и позволяет повысить точность обработки путем исправления изогнутости оси отверстия. Для этого хонинговальную головку, содержащую противоположно расположенные абразивные бруски 2, дополнительно снабжают абразивным бруском 3, установленным вдоль корпуса 1 соосно с одним из двух других брусков с образованием прерывистой рабочей поверхности с перекрытием. Каждый из соосно установленных брусков выполнен длиной, равной половине длины третьего бруска, и равноудален от его центра симметрии. 2 ил.
лг
| Хонинговальная головка | 1979 |
|
SU795906A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
