(54) ПРЕСС-ФОРМА, ДПЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО
ИНСТРУМЕНТА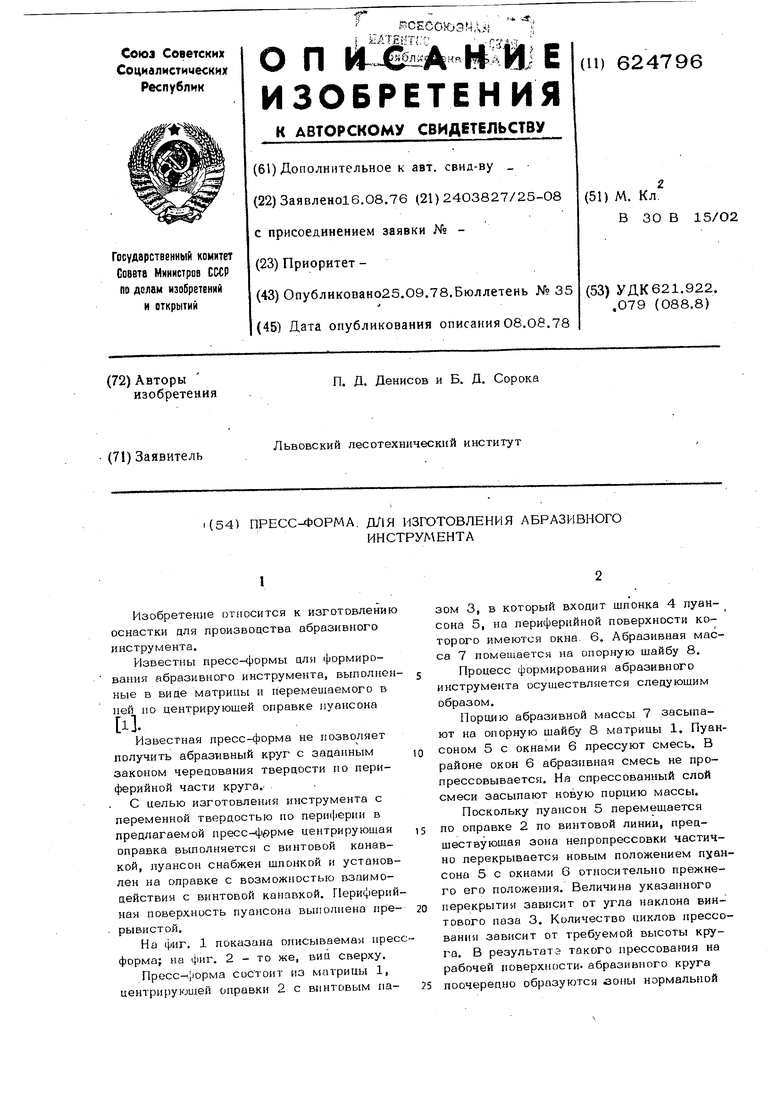
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Пресс-форма для изготовления абразивных кругов | 1986 |
|
SU1502316A1 |
| Пресс-форма для изготовления абразивного инструмента | 1986 |
|
SU1344514A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| Пресс-форма для прессования абразивного инструмента | 1987 |
|
SU1431894A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1253732A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
Изобретение относится к изготовлению оснастки для производства абразивного инструмента.
Известны пресс-формы для формирования абразивного инструмента, выполненные в виде матрицы и перемещаемого в ней по центрирующей оправке пуансона
l.
Известная пресс-форма не позволяет получить абразивный круг с заданным законом чередования твердости по периферийной части круга.
С целью изготовления инструмента с переменной твердостью по периферии в предлагаемой пресс-ф С)рме центрирующая оправка выполняется с винтовой канавкой, пуансон снабжен шпонкой и установлен на оправке с возможностью взаимодействия с винтовой капавкой. Периферийная поверхность пуансона выполнена прерывистой.
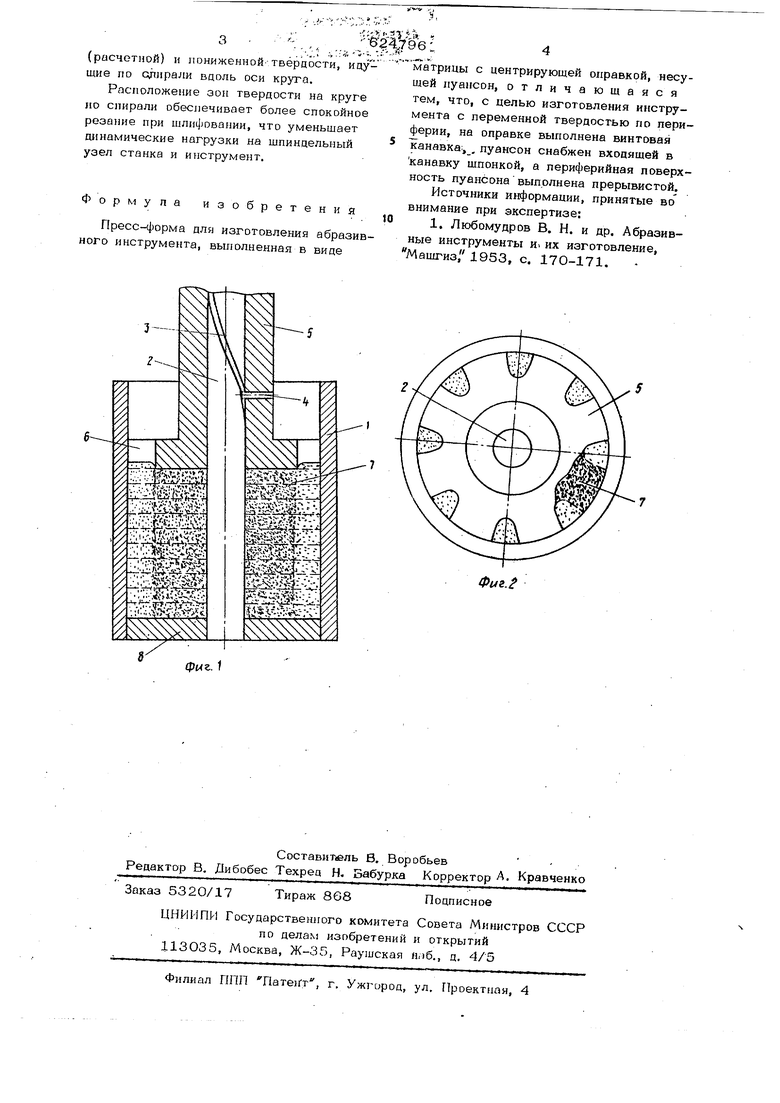
На фиг. 1 показана описываемая пресформа; на фиг. 2 - то же, виа сверху.
Пресс-4орма состоит из матрицы 1, центрирующей оправки 2 с винтовым пазом 3, в который входит щпонка 4 пуансона 5, на периферийной поверхности которого имеются окна. 6, Абразивная масса 7 помещается на опорную шайбу 8.
Процесс формирования абразивного инструмента осуществляется следующим образом.
Порцию абразивной массы 7 засыпают на опорную щайбу 8 матрицы 1, Пуансоном 5 с окнами 6 прессуют смесь. В районе окон 6 абразивная смесь не пропрессовывается. На спрессованный слой смеси засыпают новую порцию массы.
Поскольку пуансон 5 перемещается по оправке 2 по винтовой линии, прецществующая зона непропрессовки частично перекрывается новым положением пуансона 5 с окнами 6 относительно прежнего его положения. Величина указанного перекрытия зависит от угла наклона винтового паза 3. Количество циклов прессования зависит от требуемой высоты круга. В результата такого прессования на рабочей поверхности- абразивного круга поочередно образуются аоны нормальной (расчетной) и лониженной- твёрдости, ид щие по сдирали вдоль оси крутга. Расположение зон твердости на круге ло спирали обеслечнваег более спокойно резание при шлифовании, что уменьшает динамические нагрузки на шпиндельный узел станка и инструмент. Формула изобретения Пресс-4)орма для изготовления абрази ного инструмента, выполненная в виде
Фиг. 6:4 матрицы с центрирующей оправкой, несущей луансон, отличающаяся тем, что, с целью изготовления инструмента с переменной твердостью по периферии, на оправке выполнена винтовая канавка:,, пуансон снабжен входящей в канавку щпонкой, а периферийная поверхность пуансона выполнена прерывистой. Источники информации, принятые во внимание при экспертизе: 1. Любомудров В. Н. и др. Абразивные инструменты и. их изготовление, Машгиз, 19S3, с. 170-171.
