Изобретение относится к технологии машиностроения, к области алмазно-абразивной обработки и может быть использовано при финишной алмазно-абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования.
Известен способ и реализующее его устройство для абразивной обработки винтов охватывающим инструментом, содержащее инструмент, выполненный в виде охватывающей заготовку торообразной упругой оболочки с абразивным слоем на внутренней поверхности тора, при этом торообразная упругая оболочка закреплена в корпусе головки и имеет штуцер с ниппелем для подвода сжатого воздуха, приводящего упомянутую оболочку в рабочее состояние, причем устройство предназначено для обработки винтов винтовых насосов [1].
Недостатками известного способа и устройства являются: узкие технологические возможности, невысокая производительность ввиду того, что инструмент не вращается и не позволяет устанавливать и вести обработку с оптимальными скоростями резания.
Задачей изобретения является расширение технологических возможностей финишной обработки, повышение качества, производительности и точности обработки валов и винтов за счет использования вращающегося охватывающего алмазно-абразивного инструмента и устройства его крепления при финишной обработке, позволяющих интенсифицировать обработку цилиндрических, винтовых и других сложнофасонных поверхностей.
Поставленная задача решается предлагаемым способом финишной алмазно-абразивной обработки валов и винтов, который включает сообщение заготовке и инструменту вращательных движений вокруг собственных осей и продольной подачи инструменту, выполненному в виде охватывающей заготовку торообразной упругой оболочки с алмазно-абразивным слоем на внутренней поверхности тора, при этом оболочка установлена в корпусе и имеет штуцер с ниппелем для подвода сжатого воздуха, приводящего оболочку в рабочее состояние, причем корпус выполнен в виде статора встраиваемого исполнения трехфазного асинхронного короткозамкнутого электродвигателя с полюсами, внутри которого на подшипниках качения смонтирован ротор в виде полого вала, в отверстии которого закреплена вышеупомянутая торообразная оболочка с помощью гайки, ввернутой с торца в резьбовую часть отверстия ротора, а ниппель имеет обратный клапан для удерживания давления сжатого воздуха, закачанного в оболочку.
Особенности способа финишной алмазно-абразивной обработки валов и винтов охватывающим инструментом поясняются чертежами.
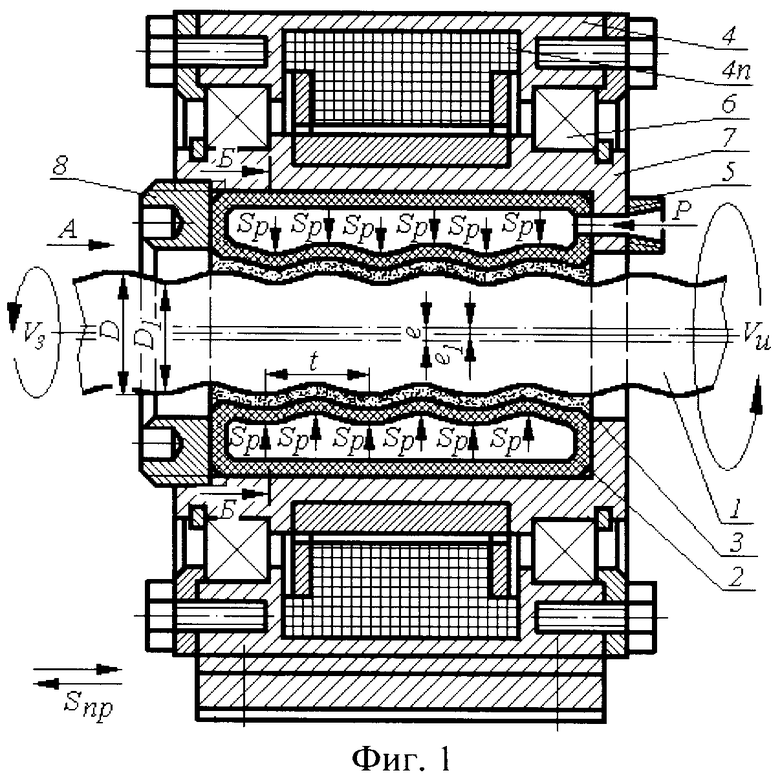
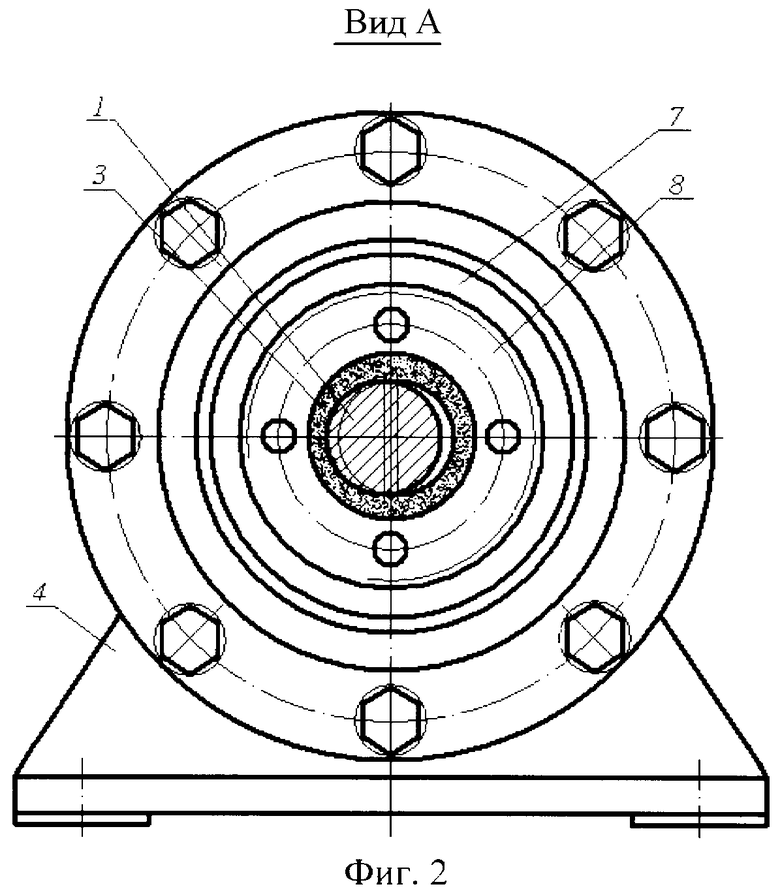
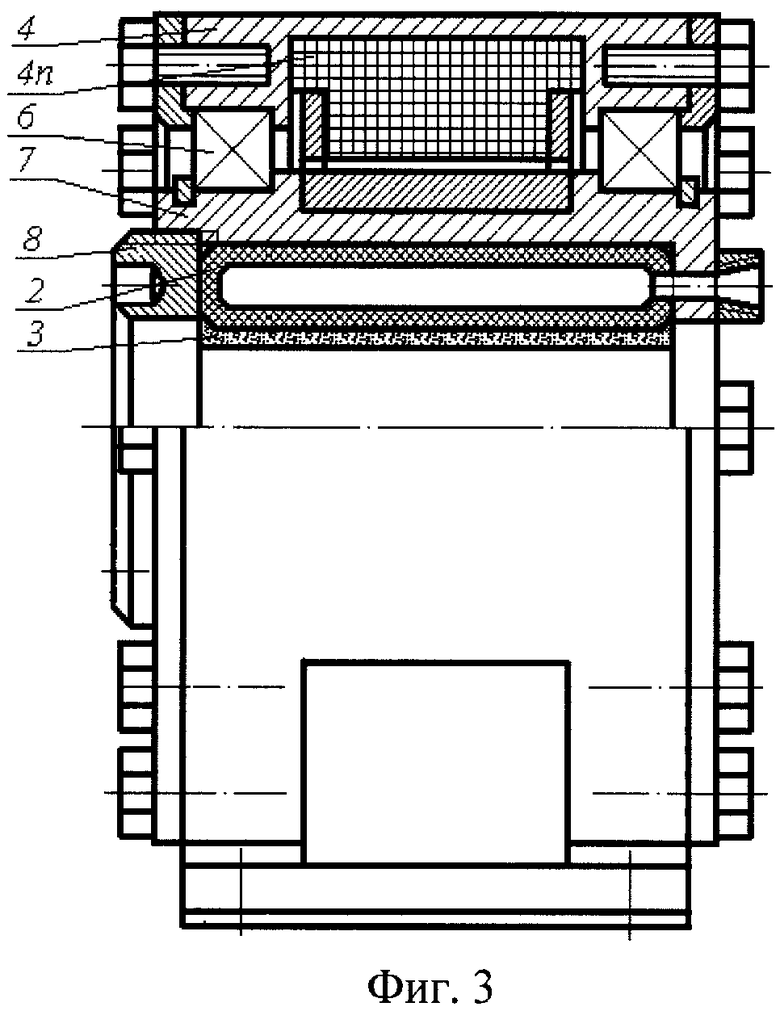
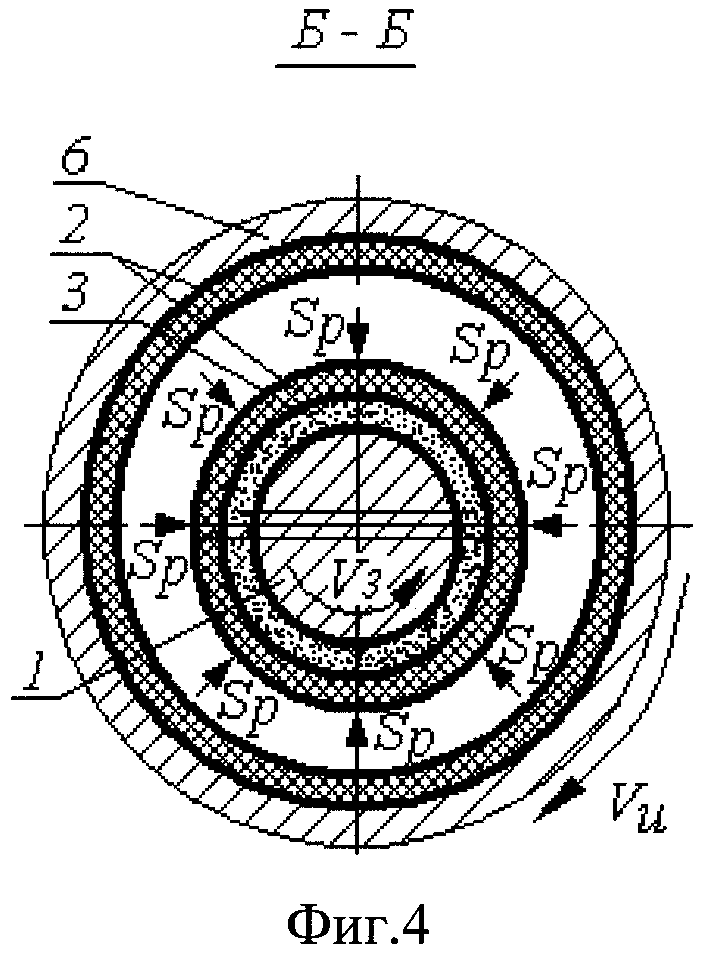
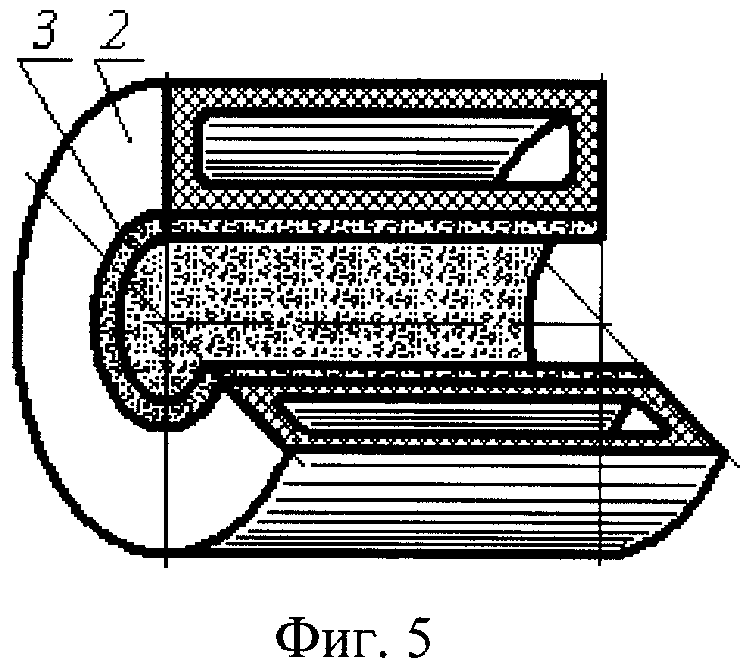
На фиг.1 приведена схема обработки предлагаемым способом с помощью разработанного устройства, вид сбоку, продольный разрез; на фиг.2 - вид по А на фиг.1, вид с торца; на фиг.3 - общий вид сбоку, частичный продольный разрез, инструмент в нерабочем положении; на фиг.4 - разрез по Б-Б на фиг.1; на фиг.5 - торообразная упругая оболочка с алмазно-абразивным слоем на внутренней поверхности тора, общий вид, частичный продольный разрез.
Предлагаемый способ и устройство, реализующее его, предназначены для финишной алмазно-абразивной обработки нежестких сложнопрофильных валов и винтов 1 охватывающим инструментом, выполненным в виде охватывающей заготовку торообразной упругой оболочки 2 с алмазно-абразивным слоем 3 на внутренней поверхности тора. Оболочка 2 установлена в корпусе 4 и имеет штуцер 5 с ниппелем (не показан) для подвода сжатого воздуха под давлением Р, приводящего оболочку 2 в рабочее состояние.
Корпус 4 выполнен в виде статора встраиваемого исполнения трехфазного асинхронного короткозамкнутого электродвигателя с полюсами 4П. Внутри корпуса 4 в центральном отверстии на подшипниках 6 качения смонтирован ротор 7 в виде полого вала. В отверстие ротора 7 вставлена и закреплена торообразная оболочка 2 с помощью гайки 8, ввернутой с торца в резьбовую часть отверстия ротора 7. Для надежности крепления оболочки в роторе ее наружная поверхность может быть приклеена к внутренней поверхности отверстия ротора 7.
Приведение инструмента в рабочее состояние производится путем подвода сжатого воздуха под давлением Р в оболочку 2 через штуцер 5 с ниппелем (не показан), который снабжен обратным клапаном (не показан) для удерживания давления сжатого воздуха, закачанного в оболочку 2. Приведение инструмента в рабочее состояние производится перед обработкой и после того, как в инструмент вставлена заготовка.
При финишной алмазно-абразивной обработке винтов 1 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, e, е1 показанные на фиг.1) предлагаемым устройством в охватывающую торообразную упругую оболочку 2 с алмазно-абразивным слоем 3 на внутренней поверхности тора вводят обрабатываемую заготовку 1. Диаметр внутренней поверхности отверстия оболочки 2, на которую нанесен абразивный слой 3, в нерабочем положении больше максимального диаметра D выступов обрабатываемой заготовки 1. При таком соотношении диаметров заготовка 1 свободно входит в отверстие оболочки 2, которая находится в нерабочем состоянии. Для увеличения периода стойкости в качестве алмазно-абразивного материала используют эльбор, искусственные и природные алмазы на каучуковой связке, толщина абразивного слоя 3 составляет 1 мм и более. Заготовке 1 сообщают вращения вокруг своей оси со скоростью VЗ в одном направлении, а инструменту - VИ в другом направлении, при этом скорость резания будет равна сумме скоростей. Суммарная скорость резания назначается согласно характеристике и режущим свойствам алмазно-абразивного слоя 3, закрепленного на внутренней поверхности тора охватывающей оболочки 2, как при обычной традиционной абразивной обработке. Оболочка 2 с абразивным слоем 3 на внутренней поверхности отверстия, установленная в корпусе 4 устройства, крепится на суппорте, например, токарного станка (не показан).
Обрабатываемая заготовка, например, винта 1 закрепляется в трехкулачковом самоцентрирующем патроне на шпинделе передней бабки, например, токарного станка и поджимается центром задней бабки (не показаны).
После того как заготовка 1 закреплена в патроне и поджата задним центром, включают главное движение - вращение VЗ, и упругую оболочку 2 приводят в рабочее состояние путем подачи через штуцер и ниппель (не показан) под давлением Р сжатого воздуха. Затем включают вращение инструмента VИ. Одновременно с этим устройству сообщают возвратно-поступательную продольную подачу SПР.
Упругая алмазно-абразивная оболочка 2 под давлением Р воздуха охватывает обрабатываемую заготовку 1 с усилием пропорционально давлению Р сжатого воздуха, обеспечивая радиальную подачу врезания SP. Внутренняя поверхность оболочки 2 уменьшается в диаметре и принимает форму впадин и выступов винтовой поверхности обрабатываемой заготовки винта 1, ведя интенсивную алмазно-абразивную обработку по всей длине заготовки, захватываемой инструментом. Таким образом, упругая оболочка 2 позволяет в процессе алмазно-абразивной обработки радиальное перемещение абразивного слоя 3, способствуя равномерному снятию припуска.
Упругая оболочка 2, являясь демпфером, сглаживает удары и уменьшает вибрации, выполняет функции люнета, ориентирует заготовку 1 по линии центров станка и позволяет вести охватывающую обработку длинных нежестких заготовок 1 без поддержки задним центром.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части -1208 мм, диаметр поперечного сечения винта - 27-0,05 мм, D=30 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,25 мм.
Обработка проводилась с использованием разработанного устройства, на базе электродвигателя встраиваемого исполнения IM5010, модель 4АВ132В6, имеющего частоту вращения вала ротора n=1000 мин-1; наружный диаметр вала ротора - 157,3 мм; диаметр отверстия, расточенного под инструмент и заготовку, с 54 мм до 115 мм; длина корпуса-статора - 253 мм; наружный диаметр корпуса-статора - 261 мм.
Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью охватывающей упругой оболочки с алмазным слоем на внутренней поверхности отверстия диаметром 40 мм и длиной 150 мм, толщина алмазоносного слоя 1,0 мм, содержание алмазов при 100%-ной концентрации - 56 карат.
Упругая оболочка изготовлялась на тканерезиновой основе и каучукосодержащей связке (аналог - алмазная бесконечная бесшовная лента АЛШБ, используемая на базовом предприятии). Смазочно-охлаждающая жидкость - сульфофрезол.
Окружная скорость заготовки - VЗ=169,56 м/мин (2,82 м/с), nЗ=2000 об/мин, окружная скорость инструмента - VИ=94,2 м/мин (1,57 м/с), nИ=1000 об/мин, суммарная скорость резания (2,82+1,57)=4,39 м/с, продольная подача SПР=2,8 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=4,5 мин (против Тм баз=16,5 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием алмазной лентой на токарном станке 1К62 на ОАО "Ливгидромаш").
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующихся по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинством предлагаемого способа и устройства для алмазно-абразивной обработки охватывающим инструментом является возможность абразивной обработки валов с переменным сечением, в частности винтов винтовых насосов, легко достижима нужная скорость резания, высокая производительность.
Преимущества предлагаемого способа и устройства для алмазно-абразивной обработки охватывающим инструментом: отсутствие стыков; более плавная обработка; большая жесткость технологической системы, нет необходимости поддерживать от прогиба люнетом обрабатываемый нежесткий, имеющий большую длину при малом диаметре вал (как при традиционном круглом шлифовании); повышается качество и точность обработки благодаря охватыванию инструментом обрабатываемой поверхности при снятии больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря увеличенной скорости резания, большой площади контакта инструмента с заготовкой и сокращению количества проходов. Увеличение скорости резания, как известно, ведет к увеличению стойкости инструмента.
Благодаря применению предлагаемого способа и устройства для алмазно-абразивной обработки валов и винтовых поверхностей винтов охватывающим инструментом улучшается качество и повышается производительность за счет увеличенной площади контакта инструмента и заготовки, позволяющей интенсифицировать обработку винтовых и других сложнофасонных поверхностей, и равномерного распределения снимаемого припуска.
Конструктивно простой привод снижает себестоимость обработки, увеличивает производительность, улучшает качество обрабатываемой поверхности, не требует сложной и длительной настройки.
Передача вращательного движения VИ валу ротора с алмазно-абразивной оболочкой осуществляется с помощью электрических сил, наводимых в корпусе-статоре электродвигателя, является минимальной по протяженности и сложности и исключает использование промежуточных ременных, зубчатых и других передач и редукторов, поэтому способ и устройство отличаются минимальными энергетическими потерями и высоким КПД.
Охватывающий инструмент в виде упругой оболочки, являясь демпфером, сглаживает удары и позволяет вести безвибрационную обработку, выполняет функции люнета, автоматически ориентирует заготовку по линии центров станка и позволяет вести охватывающую обработку длинных нежестких валов и винтов без поддержки задним центром.
Источники информации
1. Патент РФ 2203798, МКИ 7 В24D 17/00, В23G 9/00. Устройство для абразивной обработки винтов охватывающим инструментом. Степанов Ю.С., Афанасьев Б.И., Кобзев Д.Л., Бородин В.В. Заявка №2001117665/02, 25.06.2001; 10.02.2003; Бюл. №13, - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433899C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
Изобретение относится к технологии машиностроения, к области алмазно-абразивной обработки и может быть использовано при финишной обработке валов со сложнофасонной поверхностью, винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Заготовке и инструменту сообщают вращательные движения вокруг собственных осей. Инструмент используют в виде охватывающей заготовку и установленной в корпусе торообразной упругой оболочки с алмазно-абразивным слоем на внутренней поверхности тора, которому сообщают продольную подачу. Упругая оболочка имеет штуцер с ниппелем для подвода сжатого воздуха, приводящего оболочку в рабочее состояние. Используют трехфазный асинхронный короткозамкнутый электродвигатель встраиваемого исполнения с полюсами. Внутри него на подшипниках качения монтируют ротор в виде полого вала, а упомянутый корпус выполняют в виде статора. Торообразную оболочку закрепляют в отверстии ротора с помощью гайки, ввернутой с торца в его резьбовую часть. Ниппель снабжают обратным клапаном, который удерживает давление закачанного в торообразную оболочку сжатого воздуха. В результате повышаются качество и производительность обработки за счет увеличения площади контакта инструмента и сложнофасонной поверхности заготовки. 5 ил.
Способ финишной алмазно-абразивной обработки валов и винтов, включающий сообщение заготовке и инструменту вращательных движений вокруг собственных осей и продольной подачи инструменту, который выполняют в виде охватывающей заготовку торообразной упругой оболочки с алмазно-абразивным слоем на внутренней поверхности тора, при этом оболочка установлена в корпусе и имеет штуцер с ниппелем для подвода сжатого воздуха, приводящего оболочку в рабочее состояние, отличающийся тем, что упомянутый корпус выполняют в виде статора встраиваемого исполнения трехфазного асинхронного короткозамкнутого электродвигателя с полюсами, внутри которого на подшипниках качения монтируют ротор в виде полого вала, в отверстии которого закрепляют упомянутую торообразную оболочку посредством гайки, ввернутой с торца в резьбовую часть отверстия ротора, причем ниппель имеет обратный клапан, который удерживает давление закаченного в торообразную оболочку сжатого воздуха.
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Способ доводки винтовых поверхностей | 1986 |
|
SU1328170A1 |
| DE 3516619 А1, 10.05.1984 | |||
| US 3145511 А, 25.08.1964. | |||

