1-13051852
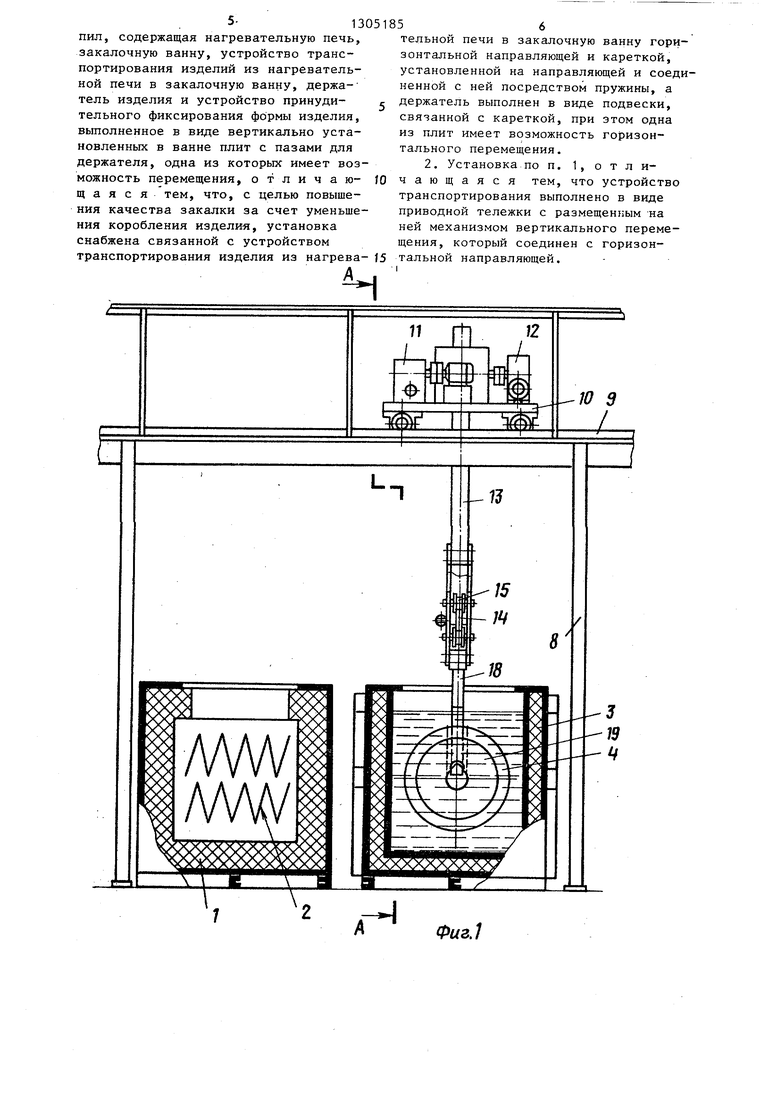
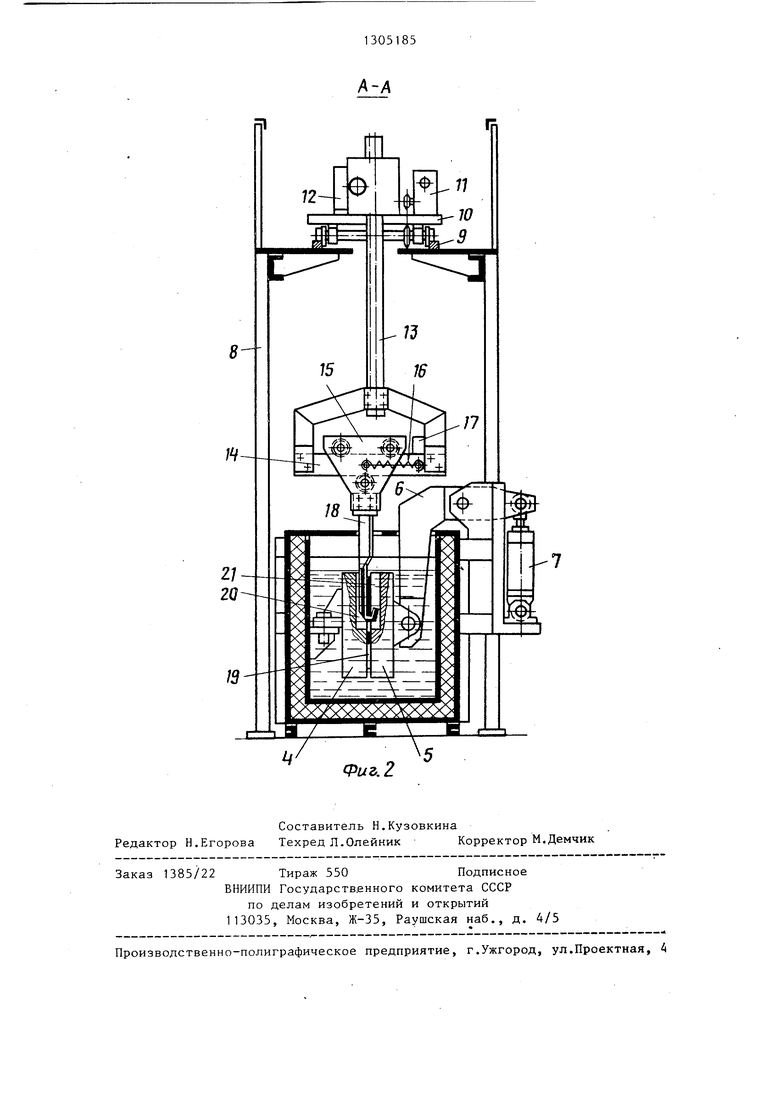
Изобретение относится к металлур- ковую пилу, навешивают на захватный гии, в частности к закалке листовых элемент (крюк) подвески 18 за имею- изделий, например, дисковых пил. щееся конструктивное или технологиЦелью изобретения является повыше- ческое отверстие. Механизмом 12 вер- ние качества закалки за счет умень- 5 тикального перемещения изделие 19 шения коробления изделий.поднимают в верхнее положение, привоНа фиг. 1 схематично изображена дом 11 перемещают тележку 10 на пози- установка, общий вид; на фиг. 2 - раз- цию нагрева (над нагревательной пе- рез А-А на фиг. 1.чью 1),где изделие 19 механизмом 12
Установка содержит нагревательную Ш опускают в нижнее положение, т.е. в печь 1 с зигзагообразными нагревате- рабочее пространство нагревательной лями 2, закалочную ванну 3, устройст- печи 1 с нагревателями 2. После того, во принудительного фиксирования фор- как изделие 19 будет нагрето до тре- мы, состоящее из двух вертикально ус- , буемой температуры, механизмом 12 тановленных в закалочной ванне 3 его извлекают из печи 1 и перемещени- плит 4 и 5. Плита 4 закреплена непо- ем тележки 10 устанавливают над за- движно, а плита 5 выполнена с возмож- калочной ванной 3. Жесткая связь под- ностью возвратно-поступательного дви- вески 18 с кареткой 15 исключает рас- жения относительно плиты 4 и через качивание изделия. Механизмом 12 из- рычаг 6 связана с силовым гидроци- 0 делие опускают и погружают его в за- линдром 7. На основании 8 закреплены калочную среду между плитами 4 и 5. рельсы 9, на которых с возможностью
возвратно-поступательного движения П° истечении заданной вьщержки установлено устройство транспортиро- времени, соответствующей длительнос- вания, выполненное в виде тележки 10 ти переохлаждения изделия до темпе- с приводом 11. На тележке 10 установ- , близкой М (начало мартен- лен механизм 12 вертикального переме- ситного превращения), осуществляют щения с реечной передачей, рейка 13 фиксирование формы изделия, зажимая которой расположена вертикально. На ° жду плитами 4 и 5. Для этого нижней части рейки 13 закреплена го- силовым гидроцилиндром 7 через ры- ризонтальная направляющая 14, на ко- г 6 перемещают плиту 5 к плите 4, торой с возможностью возвратно-посту- перемещая таким образом в сторону пательного движения установлена ка- последней жесткую подвеску 18 с из- ретка 15, подпружиненная пружиной 16 Делием 19. При смыкании плит подвес- относительно упора 17, закрепленного 35 утапливается с зазором в пана направляющей 14. На каретке 15 за- зах 20 и 21, а изделие 19 зажимается креплена жесткая подвеска 18. имею- У плитами, причем поверхности щая элемент захвата (крюк) изделия 19. ™ полностью прилегают к поверх- На внутренних поверхностях фиксирую- осгям изделия. При перемещении пли- щих плит 4 и 5 выполнены пазы 20 40 5 через подвеску 18 перемещает-ка- и 21, размеры которых больше разме- 15 по направляющим 14, растя- ров выступающих элементов подвески 18. пружину 16, что исключает пере- Закалочная ванна 3 при необходимости деформирующих нагрузок на меха- может быть оснащена нагревательными м и устройство транспортирования, элементами и системой охлаждения за- 45 Изделие 19 вьвдерживают под действием калочной среды (при горячей или изо- Фиксирующей нагрузки, создаваемой термической среде). Нагревательная гидродилиндром 7.
печь 1 при необходимости может быть П° истечении заданной вьщержки оснащена тиглем (в случае нагрева в времени, соответствующей длительнос- расплаве соли).50 мартенситного превращения, плиту 5
гидроцилиндром 7 отводят от плиты 4,
Установка работает следующим об- освобождая изделие. Каретка 15 под разом.действием пружины 16 отходит по наВ исходном положении тележка 10 правляющей 14 в исходное положение устройства транспортирования располо- в сторону упора 17. Вместе с карет- жена на позиции загрузки (не показа- кой 15 отходит подвеска 18 с изДели- на) , каретка 15 пружиной 16 поджата ем 19, занимая свободное положение к упору 17, плиты 4 и 5 разведены. между плитами 4 и 5. Механизмом 12 Закаливаемое изделие 19, например дис- изделие 19 выводят вверх из закалоч31305185
ной ванны 3 и некоторое время выдерживают его над ней, давая возможность стечь остаткам закалочной среды (масла, соли и др.) с поверхности изделия. Затем перемещением тележки 10 устройства транспортирования изделие переносят на позицию разгрузки. При необходимости между закалочной ванной и позицией разгрузки устанавливается моечная ванна. После закалки из-tO ся до температуры закалочной среды, делие подвергают отпуску.отвод тепла от изделия к закалочной
Установка для закалки может работать в наладочном (ручном) и полуавтоматическом режиме, при котором рабочий производит только загрузку закаливаемого изделия на подвеску и разгрузку его, а все перемещения и необходимые выдержки на каждой позиции осуществляются автоматически по заданной программе. Во время нагрева 20 ваемого ими коробления, что особен- и закалки изделие постоянно находив- но ощутимо у плоских изделий с недо- ся в подвешенном вертикально положе- статочной жесткостью. НИИ и постоянно связано с подвеской, Кроме того, в установке обеспечи- механизмом подъема и устройством вается полный (без зазора) зажим за- транспортирования. При необходимости 25 каливаемого изделия между плитами,
осуществляют зажим его между плитами, т.е. деформация (коробление) изделия предупреждается в наиболее благоприятный для этого момент - во время 5 проявления эффекта кинетической пластичности при мартенситном превращении. При этом плиты прилегают к поверхности изделия, и в том случае, когда изделие еще не успело охладитьсреде будет проходить через плиты, в результате чего снижается скорость охлаждения, то есть обеспечивается 15 возможность выполнения прерывистой закалки, при которой достигается уменьшение остаточных напряжений. В результате уменьщения остаточных напряжений снижается величина вызы(в зависимости от требуемой производительности) установка для закалки может быть оснащена несколькими устройствами для транспортирования.
что также способствует снижению вели чины коробления. При этом не требует ся переналадки установки при изменении толщины закаливаемого изделия.
перемещающимися по замкнутым в гори- 30 Кроме того, жесткая связь подвески зонтальной плоскости направляющим. с кареткой, установленной на направ- Закрепление подвески (держателя) ляющих жестко связанных с устройством транспортирования, исключает раскачивание подвещенного изделия при
на каретке, установленной подвижно на направляющих, жестко связанных с
устройством транспортирования, обес- 35 его транспортировании в вертикальном
положении, чем обеспечивается точное положение изделия при вводе его между плитами устройства принудительного фиксирования формы, наводку изгибаю- 40 щих напряжений на изделие при его зажиме между плитами и передачу деформирующих нагрузок на конструктивные части установки.
печивает повышение качества закалки за счет уменьшения коробления, так как при этом плиты устройства принудительного фиксирования формь- постоянно погружены в закалочную среду и имеют равную с ней температуру, а подвеска постоянно связана с изделием и имеет равную с ним температуру, благодаря чему достигается равномерность его охлаждения как без зажима плита- 45 ми, так и при зажиме. Уменьшению величины коробления способствует и то, что подвешенное изделие при нагреве и охлаждении подвергаются растяжению
под действием сил собственного веса. 50 t
Кроме того, установка обеспечивает возможность проведения закалки, при которой изделие погружают в закалочную среду в зазор между фиксирую- щими плитами, где оно подвергается переохлаждению с повышенной скоростью теплоотдачи до температуры начала мартенситного превращения, а затем
Таким образом, предлагаемая уста- новка позволяет повысить качество закалки за счет уменьшения„коробления благодаря тому, что обеспечивается равномерное охлаждение изделия при закалке, полный зажим его между фик- сирующими плитами и исключение дефор мации нагретого изделия под действием сил собственного веса.
Формула изобрете ни я
1. Установка для закалки листовых изделий, преимущественно дисковых
ся до температуры закалочной среды, отвод тепла от изделия к закалочной
осуществляют зажим его между плитами, т.е. деформация (коробление) изделия предупреждается в наиболее благоприятный для этого момент - во время проявления эффекта кинетической пластичности при мартенситном превращении. При этом плиты прилегают к поверхности изделия, и в том случае, когда изделие еще не успело охладитьваемого ими коробления, что особен- но ощутимо у плоских изделий с недо- статочной жесткостью. Кроме того, в установке обеспечи- вается полный (без зазора) зажим за- каливаемого изделия между плитами,
среде будет проходить через плиты, в результате чего снижается скорость охлаждения, то есть обеспечивается возможность выполнения прерывистой закалки, при которой достигается уменьшение остаточных напряжений. В результате уменьщения остаточных напряжений снижается величина вызычто также способствует снижению величины коробления. При этом не требуется переналадки установки при изменении толщины закаливаемого изделия.
Таким образом, предлагаемая уста- новка позволяет повысить качество закалки за счет уменьшения„коробления благодаря тому, что обеспечивается равномерное охлаждение изделия при закалке, полный зажим его между фик- сирующими плитами и исключение дефор мации нагретого изделия под действием сил собственного веса.
Формула изобрете ни я
1. Установка для закалки листовых изделий, преимущественно дисковых
5-13
пил, содержащая нагревательную печь, закалочную ванну, устройство транспортирования изделий из нагревательной печи в закалочную ванну, держатель изделия и устройство принуди- тельного фиксирования формы изделия, выполненное в виде вертикально установленных в ванне плит с пазами для держателя, одна из которых имеет возможность перемещения, отличаю- щ а я с я тем, что, с целью повышения качества закалки за счет уменьшения коробления изделия, установка снабжена связанной с устройством транспортирования изделия из нагрева-
56
тельной печи в закалочную ванну горизонтальной направляющей и кареткой, установленной на направляющей и соединенной с ней посредством пружины, а держатель выполнен в виде подвески, связанной с кареткой, при этом одна из плит имеет возможность горизонтального перемещения.
2. Установка по п. 1, отличающаяся тем, что устройство транспортирования выполнено в виде приводной тележки с размещенным на ней механизмом вертикального перемещения, который соединен с горизонтальной направляющей.
Фиг.1
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201974C2 |
| Установка для закалки металлических изделий | 2017 |
|
RU2678720C1 |
| Пресс для закалки листовых деталей | 1975 |
|
SU616296A1 |
| Закалочная среда | 1983 |
|
SU1157084A1 |
| ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО | 1996 |
|
RU2111161C1 |
| Способ закалки изделий | 1987 |
|
SU1497238A1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |
| Способ термической обработки крупногабаритных стальных плит | 1985 |
|
SU1280032A1 |
| Способ термообработки холоднокатаной ленты из углеродистых и пружинных сталей | 1989 |
|
SU1747514A1 |
Изобретение относится к установкам для закалки листовых изделий, преимущественно дисковых лил. Цель изобретения - повышение качества закалки за счет уменьшения коробления изделия. Подвеска с изделием опускается в ванну, охлаждается между разведенными плитами. Затем изделие фиксируется плитами, для чего одна из плит прижимается к другой. При смыкании плит подвеска утапливается в пазах, выполненных в плитах, поверхность которых полностью прилегает к изделию. При перемещении плита через подвеску перемещает каретку по горизонтальной направляющей, растягивая пружину. После охлаждения изделия одна из плит перемещается в-первоначальное положение, а каретка с подвеской под действием пружины по горизонтальной направляющей отходит в исходное положение. Все это обеспечивает точное положение изделия при вводе его между плитами, наводку изгибающих напряжений на изделие при зажиме его плитами, передачу деформирующих нагрузок на конструктивные части установки, равномерное охлаждение при закалке, полньй зажим изделия между плитами. При этом исключается деформация нагретого изделия под действием сил собственного веса. 1 з.п. ф-лы, 2 .ил. i (Я СА:) о ел 00 СП
Составитель Н.Кузовкина Редактор Н.Егорова Техред Л.Олейник Корректор М.Демчик
Заказ 1385/22 Тираж 550Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- -...-..«..- .- . «.«.. . ««. ..«.«... ч. .W.i« «во. м
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Патент США №,3510367, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для закалки деталей | 1982 |
|
SU1076471A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
