1
4
.tib
О)
11А47 67
Изобретение относится к обработке
металлов давлением и сварке и может быть использовано при изготовлении гнуто-сварных профильных труб.
Цель изобретения - повышение качества в случае изготовления профильных труб за счет фиксации положения сварного шва в центре полки профильной трубы.
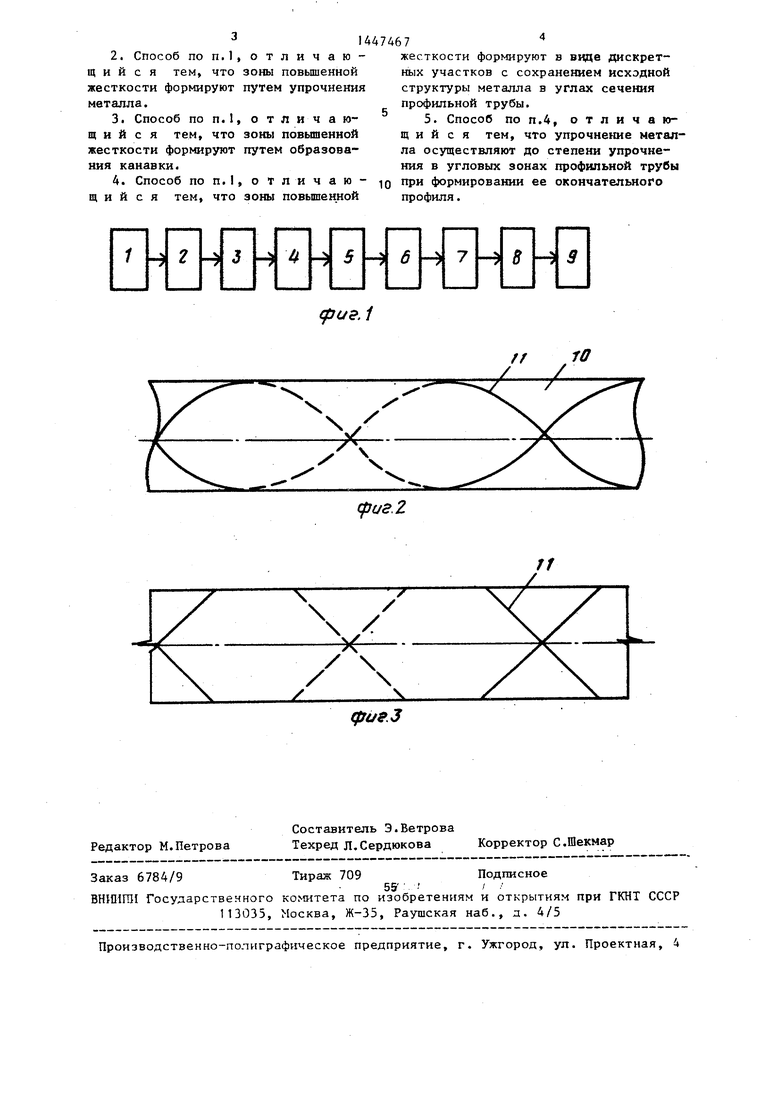
На фиг.1 показана условно) схема технологического процесса изготовления труб; на фиг.2 и 3 - труба с зонами повьшенной жесткости.
В соответствии со схемой технологического процесса фиг.1) линия по производству гнуто-сварных труб прямоугольного сечения состоит из участ15 бы прямоугольного сечения 120-80 мм используют ленту пшриной 400 мм и толщиной 4 мм, формуют круглую трубу сваривают ее и снимают грат. Формируют зоны с повышенной жесткостью в
ка 1 подготовки ленты, участка 2 фор-мовки трубы круглого сечения, участка 20«виде двух спиралей (фиг.2) шириной 3 сварки, клети 4 гратоснимателя, 5 км и шагом 200 мм (создание зон участка 5 отжига сварного шва, участ- осуществляют путем упрочнения метал- ка 6 охлаждения трубы, участка 7 ка- ла роликовым накатным инструментом), либровки в трубу прямоугольного сечения, летучего отрезного станка 8 и 25 участка 9 пакетирования труб.
Создание зон повышенной жесткости целесообразно осуществлять либо на участке 1 с помощью манипуляторов, перемещающихся поперек направления 30 движения ленты, либо на дополнительном участке между участками 4 и 5, который может быть выполнен в виде одной или нескольких пар вращающихся в противоположных направлякщих и ох- ватыванщих трубу 10 инструментальных головок (возможно вращение инструментов вместо или вместе с вращением головок) .
Зоны побыщенной жесткости пред- 40 ставляют собой полосы 1 упрочненного или деформированного в канавку металла. Если образуют канавку, то цеОбработанная таким образом труба (имеющая круглое сечение) не скручивается после термообработки, посколь ку зоны повьш енной жесткости играют роль пружин, находящихся в исходном положении в уравновешенном состоянии Кручение трубы в ту или иную сторону заставляет включиться в работу эти пружины и они стремятся вернуть
трубу в исходное положение, т.е. в то положение, когда сварной шов рас- 25 положен строго прямо. После термообработки трубу профилируют в прямоугольный профиль размерами 120-80 мм Предлагаемый способ позволяет исключить скручивание трубы в процессе изготовления, что является важным показателем качества гнуто-сварных труб, профильных труб, так как смещение сварного шва в угловые зоны профиля резко снижает эксплуатационтрубу в исходное пол то положение, когда 25 положен строго прямо работки трубу профил угольный профиль раз Предлагаемый спос ключить скручивание се изготовления, что показателем качества труб, профильных тру щение сварного шва в профиля резко снижа
лесообразно применять накатный инструмент с рабочей зоной в виде шарика, д ные свойства трубки ролика и т.д.
Размеры зон повышенной жесткости, их физические, геометрические и т.п. параметры, количество пар заходов
спиралей, вид рисунка (структуры), описанного спиралями, выбираются с учетом конкретных условий производства и требуемых эксплуатационных характеристик труб.
Кроме стабилизации положения сварного шва зоны повышенной жесткости проявляют армирующее свойство, делая трубу более жесткой.
Пример. Для изготовления трубы прямоугольного сечения 120-80 мм используют ленту пшриной 400 мм и толщиной 4 мм, формуют круглую трубу, сваривают ее и снимают грат. Формируют зоны с повышенной жесткостью в
виде двух спиралей (фиг.2) шириной 5 км и шагом 200 мм (создание зон осуществляют путем упрочнения метал- ла роликовым накатным инструментом),
Обработанная таким образом труба (имеющая круглое сечение) не скручивается после термообработки, поскольку зоны повьш енной жесткости играют роль пружин, находящихся в исходном положении в уравновешенном состоянии. Кручение трубы в ту или иную сторону заставляет включиться в работу эти пружины и они стремятся вернуть
трубу в исходное положение, т.е. в то положение, когда сварной шов рас- положен строго прямо. После термообработки трубу профилируют в прямоугольный профиль размерами 120-80 мм. Предлагаемый способ позволяет исключить скручивание трубы в процессе изготовления, что является важным показателем качества гнуто-сварных труб, профильных труб, так как смещение сварного шва в угловые зоны профиля резко снижает эксплуатационные свойства трубки 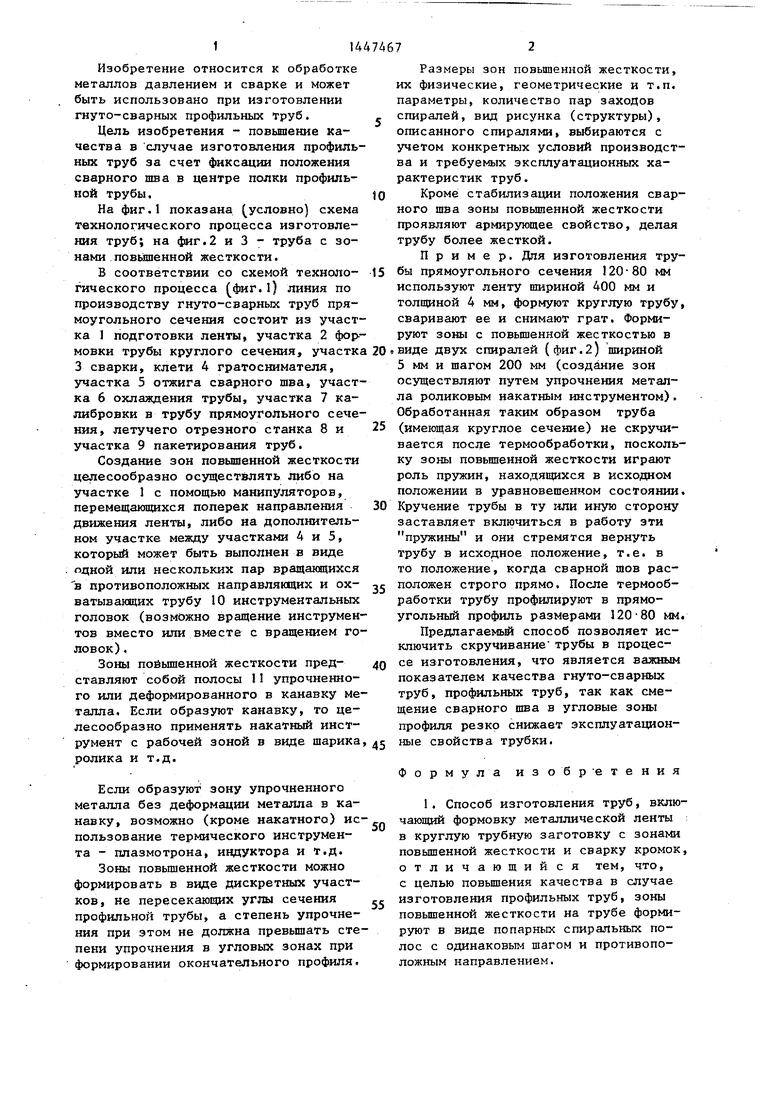
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб | 1987 |
|
SU1459750A1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| Заготовка для накатки двухвенцовой звездочки | 1989 |
|
SU1779453A1 |
| ПОЛЫЙ ПРОФИЛЬ ГОРБЫЛЬКА ИЗ МЕТАЛЛА ДЛЯ ИЗОЛЯЦИОННОГО ОСТЕКЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2061168C1 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| Способ изготовления сварных профильных труб | 1991 |
|
SU1808437A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении гнуто- сварных профильных труб. Цель изобретения - повышение качества профильных труб. При изготовлении труб после операций формовки и сварки на круглой трубе формируют зоны повышенной жесткости в виде спиральных полос противоположного направления. Зоны повышенной жесткости могут формировать в виде дискретных участков с сохранением исходной структуры в углах сечения профильной трубы. При этом упрочнение в этих зонах не должно превышать степени упрочнения в уг- ловых зонах при их формировании. Зоны повьш1енной жесткости исключают скручивание трубы в процессе далы1ей- шей термообработки и профилирования и стабилизируют положение сварного шва. 4 з.п. ф-лы, 3 ил (Л
Если образуют зону упрочненного металла без деформации металла в канавку, возможно (кроме накатного) использование термического инструмента - плазмотрона, индуктора и т.д.
Зоны повьш1енной жесткости можно формировать в виде дискретных участков, не пересекающих углы сечения профильной трубы, а степень упрочнения при этом не должна превьш1ать степени упрочнения в угловых зонах при формировании окончательного профиля.
Формула изо б р-е тения
. Способ изготовления труб, включающий формовку металлической ленты ; в круглую трубную заготовку с зонами повышенной жесткости и сварку кромок, отличающийся тем, что, с целью повьш1ения качества в случае изготовления профильных труб, зоны повьштенной жесткости на трубе формируют в виде попарных спиральных полос с одинаковым шагом и противоположным направлением.
п.1, что уют
п.1, что уют
п.I, что
14
отличаю- зоны повьшенной путем упрочнения
о т л и ч а ю- зоны повьшенной путем образоваотличаю-зоны повьшенной
(fJU.i
1447467
жесткости формируют в внце дискретных участков с сохранением исходной структуры металла в углах сечения профильной трубы.
(риг. 2
фие.З
| Способ подготовки заготовки для производства сварных прямошовных труб | 1977 |
|
SU622532A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
