Изобретение относится к способу нанесения припоя на конструкцию, состоящую из трубчатого кожуха и расположенного в нем сотового элемента.
Известны различные конструкции сотовых элементов, которые изготавливают набором в пакет и/или свертыванием в рулон металлических листов, по меньшей мере часть которых являются структурированными. Такие сотовые элементы из металлических листов применяют, например, в качестве корпусов-носителей каталитически активных покрытий. Сотовые элементы с подобными покрытиями применяют, например, в качестве корпусов-носителей каталитических нейтрализаторов. Сотовые элементы с трубчатым кожухом образуют, в частности, у двигателей внутреннего сгорания (ДВС), таких как применяемые в транспортных средствах, часть системы выпуска отработавших газов (ОГ). Различные конструкции системы, выполненной в виде корпуса-носителя каталитического нейтрализатора, описаны, например, в заявке ЕР 0245738 А1.
Набранные в пакет и/или свернутые в рулон металлические листы по меньшей мере частично соединяют друг с другом пайкой с получением в результате монолитного сотового элемента. Такой сотовый элемент затем, как известно, помещают в трубчатый кожух и по меньшей мере на отдельных участках соединяют с последним пайкой. С этой целью в соответствующие зоны металлических листов и трубчатого кожуха, где в последующем должно быть образовано паяное соединение, вводят припой.
Способы нанесения адгезионного состава и припоя на металлическую конструкцию, состоящую из сотового элемента и трубчатого кожуха, известны, например, из заявок WO 89/11938, WO 94/06594, WO 93/25339 и DE 2924592 Al.
Сотовый элемент, как известно из уровня техники, по меньшей мере на отдельных участках покрывают адгезионным составом, к которому прилипает порошковый припой. Известные способы различаются с точки зрения технологии последовательностью нанесения адгезионного состава и порошкового припоя, которые наносят во время или после изготовления собственно сотового элемента. Соответствующие операции подробно описаны в заявке WO 89/11938.
Указанные различия в технологии нанесения припоя на конструкцию обладают различными преимуществами. Однако с точки зрения рентабельности изготовления сотовой конструкции наиболее эффективным был бы такой способ нанесения припоя, который, с одной стороны, позволял бы целенаправленно наносить припой только на те участки конструкции, где должно быть получено паяное соединение, а с другой стороны, обеспечивал бы максимально быстрое нанесение припоя при относительно небольших затратах.
Известная конструкция, состоящая из трубчатого кожуха и расположенного в нем сотового элемента, выполнена таким образом, что трубчатый кожух по меньшей мере с одного края выступает над сотовым элементом. Иными словами, сотовый элемент располагается в трубчатом кожухе таким образом, что по меньшей мере одна торцовая поверхность этого сотового элемента располагается на некотором расстоянии от ближайшего к ней торца трубчатого кожуха.
Подобные выступающие края трубчатого кожуха образуют зоны соединения, позволяющие соединять соответствующую конструкцию с другими деталями или элементами. Так, например, при использовании такой конструкции в системе выпуска ОГ в одной из зон соединения трубчатого кожуха может быть предусмотрен диффузор, соединяемый, например, с выпускным трубопроводом системы выпуска ОГ двигателя внутреннего сгорания. Известно также, что трубчатый кожух имеет две зоны соединения, каждая из которых выполняется на соответствующем конце трубчатого кожуха, при этом сотовый элемент практически не доходит до указанных зон.
Использование известного способа нанесения припоя на конструкцию применительно к вышеописанной конструкции, имеющей особое исполнение, связано с определенными проблемами из-за наличия у трубчатого кожуха выступающих краев в зоне соединения.
Если для соединения сотового элемента с трубчатым кожухом используют, например, известный из DE 2924592 А1 способ, при котором сотовый элемент вместе с трубчатым кожухом погружают в ванну с жидким адгезионным составом и затем наносят порошкообразный припой, то припой наносят и в зонах соединения трубчатого кожуха, хотя это не является необходимым. При этом адгезионный состав наносится в зонах соединения не только на внутреннюю поверхность трубчатого кожуха, но и на его наружную поверхность, что является нежелательным, поскольку приводит в результате к неэкономичному расходованию адгезионного состава. Помимо этого, с адгезионным составом соприкасаются, в частности, манипуляторы, удерживающие трубчатый кожух за его наружную поверхность. На очистку таких манипуляторов при определенных условиях требуются значительные затраты.
Другие описанные в DE 2924592 А1 способы, хотя в принципе и пригодны для того, чтобы обеспечить нанесение припоя на трубчатый кожух и сотовый элемент, тем не менее их осуществление связано с относительно высокими затратами.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой способ нанесения припоя на конструкцию, который позволял бы устранить указанные недостатки, присущие уровню техники, и обеспечивал бы рациональное изготовление конструкции.
Указанная задача решается в соответствии с изобретением с помощью способа с отличительными признаками п.1 формулы изобретения. Предпочтительные варианты осуществления предлагаемого способа представлены в зависимых пунктах формулы.
Предлагаемый в изобретении способ нанесения припоя на конструкцию, состоящую из трубчатого кожуха и расположенного в нем сотового элемента, заключается в том, что сначала формируют сотовый элемент набором в пакет и/или свертыванием в рулон металлических листов, из которых по меньшей мере часть являются структурированными, благодаря чему в сотовом элементе образуются проточные каналы для прохождения текучей среды. Затем сотовый элемент частично вставляют в трубчатый кожух. После этого выступающий из трубчатого кожуха участок сотового элемента вводят торцовой стороной в контакт с жидким адгезионным составом. Затем сотовый элемент окончательно вставляют в трубчатый кожух и в сотовый элемент вводят припой.
Контактирование с жидким адгезионным составом только выступающего участка сотового элемента предотвращает контакт с этим адгезионным составом трубчатого кожуха. Благодаря этому исключается наличие адгезионного состава на трубчатом кожухе, а тем самым прилипание порошкового припоя к последнему.
Отсутствие на трубчатом кожухе адгезионного состава исключает также необходимость очищать при определенных условиях этот трубчатый кожух от адгезионного состава во избежание неэкономичного расходования последнего.
Введение выступающего из трубчатого кожуха участка сотового элемента в контакт с адгезионным составом, в результате чего по меньшей мере на часть сотового элемента в его осевом направлении наносится адгезионный состав, позволяет также наносить этот адгезионный состав на сотовый элемент сразу по всей площади его поперечного сечения, благодаря чему порошковый припой можно эффективно наносить и на краевые зоны сотового элемента. Тем самым создается возможность получения надежного паяного соединения и в краевой зоне сотового элемента, соответственно между сотовым элементом и трубчатым кожухом.
В другом предпочтительном варианте осуществления способа предлагается перед введением припоя другой участок сотового элемента, противоположный указанному участку, вводить в контакт с адгезионным составом. Так, в частности, для конструкции с трубчатым кожухом, на каждом из противоположных концов которого предусмотрена зона соединения, предлагается проталкивать сотовый элемент сквозь трубчатый кожух таким образом, чтобы из трубчатого кожуха выступал определенный его участок. Этот участок вводят в контакт с жидким адгезионным составом. После этого сотовый элемент утапливают в трубчатый кожух таким образом, чтобы он в основном не располагался в зонах соединения трубчатого кожуха.
Для надежного удержания всей конструкции манипулятором предлагается помещать сотовый элемент в трубчатый кожух на такую глубину, чтобы, когда один из участков сотового элемента вводят в контакт с адгезионным составом, он большей частью своей осевой длины располагался в трубчатом кожухе. Тем самым достигается оптимальное расположение центра тяжести конструкции, что предотвращает ее опрокидывание.
Так, в частности, сотовый элемент предлагается вставлять в трубчатый кожух на такую глубину, чтобы он по меньшей мере на 1 мм, предпочтительно на 5 мм, выступал из трубчатого кожуха. Выступающего из трубчатого кожуха на такую величину участка сотового элемента уже достаточно для предотвращения контакта трубчатого кожуха с жидким адгезионным составом.
Сотовый элемент и трубчатый кожух обладают различным характеристиками теплового расширения. Поэтому стремятся избежать жесткого соединения сотового элемента с трубчатым кожухом на соответствующих концевых участках сотового элемента. Отсутствие жестких соединений с трубчатым кожухом на соответствующих концевых участках сотового элемента предотвращает появление температурных напряжений между трубчатым кожухом и сотовым элементом. Из заявки WO 96/26805 уже известен способ, позволяющий избежать появление температурных напряжений за счет особой технологии припаивания сотового элемента к трубчатому кожуху. Поэтому согласно еще одному из предпочтительных вариантов осуществления способа по изобретению появление температурных напряжений между сотовым элементом и трубчатым кожухом удается предотвратить благодаря тому, что в трубчатый кожух вставляют гильзообразный элемент, который имеет наружную боковую поверхность, которая в основном прилегает к части внутренней стенки трубчатого кожуха, и в который помещают сотовый элемент. Такой гильзообразный элемент позволяет предотвратить припаивание сотового элемента к трубчатому кожуху. При этом гильзообразный элемент проходит лишь по части осевой длины сотового элемента и трубчатого кожуха. Сам гильзообразный элемент предпочтительно выполнять из фольги.
Трубчатый кожух имеет определенную некруглость, обусловленную производственными допусками. Помимо этого, имеются также допуски и на его внутренний диаметр. В результате между внутренней стенкой трубчатого кожуха и гильзообразным элементом образуется зазор. Благодаря тому, что в контакт с адгезионным составом сотовый элемент вводят выступающим из трубчатого кожуха участком, исключается попадание адгезионного состава в зазор между гильзообразным элементом и трубчатым кожухом, в результате чего и в этом зазоре после операции нанесения припоя последний также практически отсутствует. Благодаря этому исключается и образование паяного соединения между трубчатым кожухом и гильзообразным элементом. С другой стороны, создается возможность запаять сотовый элемент вплоть до места расположения гильзообразного элемента, а также спаять его с последним.
С трубчатым кожухом предпочтительно соединять и сам гильзообразный элемент, благодаря чему при установке сотового элемента в трубчатый кожух гильзообразный элемент остается внутри последнего в заданном положении даже несмотря на то, что сотовый элемент, запрессовываемый в трубчатый кожух, а следовательно, и в гильзообразный элемент в осевом направлении, воздействует в результате с определенным усилием на гильзообразный элемент в направлении, в котором он вставляется внутрь трубчатого кожуха. Гильзообразный элемент предлагается соединять с трубчатым кожухом прежде всего присадочным материалом. При этом речь может идти предпочтительно о сварном соединении. Альтернативно или дополнительно гильзообразный элемент можно приклеивать к трубчатому кожуху. Соединение гильзообразного элемента с трубчатым кожухом предпочтительно выполняют таким образом, чтобы прочность этого соединения была ниже прочности соединения гильзообразного элемента с сотовым элементом. Так, в частности, при наличии клеевого соединения гильзообразного элемента с трубчатым кожухом это соединение может быть устранено уже во время процесса пайки под действием преобладающих при этом процессе температур. Меньшая прочность соединения гильзообразного элемента с трубчатым кожухом по сравнению с прочностью соединения этого гильзообразного элемента с сотовым элементом исключает также передачу через гильзообразный элемент на сотовый элемент температурных напряжений между трубчатым кожухом и сотовым элементом. Гильзообразный элемент предпочтительно изготавливать из того же материала, что и сотовый элемент, соответственно трубчатый кожух. Соединение гильзообразного элемента с трубчатым кожухом представляет собой в основном монтажное соединение, назначение которого состоит в первую очередь в том, чтобы зафиксировать гильзообразный элемент в заданном положении в процессе сборки, т.е. при введении сотового элемента в трубчатый кожух.
Для соединения пайкой сотового элемента с трубчатым кожухом на определенном его осевом участке и с гильзообразным элементом предлагается предусмотреть по меньшей мере один участок пайки, который перекрывает трубчатый кожух и гильзообразный элемент. При этом предпочтительно, чтобы такой участок пайки был замкнутым в окружном направлении трубчатого кожуха.
В следующем предпочтительном варианте осуществления способа предлагается вводить смачиваемый участок сотового элемента в контакт с приспособлением для нанесения адгезионного состава, при этом площадь поверхности указанного приспособления, которая обеспечивает смачивание адгезионным составом, больше площади торцовой поверхности указанного участка и полностью перекрывает последнюю. Преимущество этого варианта осуществления способа заключается в возможности введения указанного участка сотового элемента в контакт с адгезионным составом по всей площади его поперечного сечения этого сотового элемента. Преимущество этой технологии состоит также в возможности использовать одно и то же приспособление для нанесения адгезионного состава для смачивания адгезионным составом сотовых элементов, имеющих различную площадь поперечного сечения. Поэтому нет необходимости согласовывать это приспособление для нанесения адгезионного состава с сотовыми элементами, имеющими поперечные сечения различной геометрической формы.
В соответствии с еще одним предпочтительным вариантом конструкцию устанавливают в основном вертикально, т.е. с вертикальным расположением продольной оси сотового элемента, таким образом, чтобы выступающий участок сотового элемента контактировал с адгезионным составом. При этом приспособление для нанесения адгезионного состава, вводимое в контакт с соответствующим участком сотового элемента, может быть расположено снизу последнего. Однако предпочтительна такая технология, при которой приспособление для нанесения адгезионного состава располагают над трубчатым кожухом, и соответствующий участок сотового элемента вводят в контакт с этим приспособлением.
При таком расположении приспособления для нанесения адгезионного состава последний под действием силы тяжести затекает также внутрь соответствующего участка сотового элемента. В зависимости от продолжительности контакта этого участка с приспособлением для нанесения адгезионного состава и/или в зависимости от времени пребывания сотового элемента в этом вертикальном положении можно также обеспечить введение адгезионного состава в сотовый элемент на всю его осевую длину или только на часть осевой длины. С целью обеспечить у сотового элемента проникновение адгезионного состава в важные для получения в последующем паяного соединения зоны по всей его осевой длине этот сотовый элемент необязательно выдерживать в контакте с приспособлением для нанесения адгезионного состава соответствующее количество времени. Вполне достаточно, чтобы соответствующий участок сотового элемента находился в контакте с приспособлением для нанесения адгезионного состава, прежде всего с самим адгезионным составом до тех пор, пока в отдельные каналы сотового элемента не поступит достаточное количество адгезионного состава, в результате чего произойдет смачивание достаточным количеством адгезионного состава существенных для получения паяного соединения зон. Такая технология исключает также необходимость введения сотового элемента в контакт с адгезионным составом обеими сторонами. Так, в частности, время, необходимое для перемещения конструкции от позиции смачивания, на которой внутрь сотового элемента вводится адгезионный состав, к позиции нанесения припоя, на которой в сотовый элемент вводится порошковый припой, может быть использовано для самостоятельного растекания адгезионного состава внутри сотового элемента, если перемещать последний в вертикальном положении.
При нанесении адгезионного состава прежде всего с помощью расположенного над сотовым элементом приспособления для нанесения адгезионного состава целесообразно, чтобы несущая адгезионный состав подложка была выполнена в основном упругой и гигроскопичной. Выдавливание адгезионного состава из несущей его подложки и его поступление в соответствующий участок сотового элемента обеспечивает, например, прижатие указанного участка к этой подложке. Возможно также прижимать саму подложку, несущую адгезионный состав, к соответствующему участку сотового элемента. В другом варианте конструкцию и несущую адгезионный состав подложку можно перемещать друг относительно друга таким образом, чтобы обеспечить из взаимное прижатие.
При нанесении припоя на серийно изготавливаемые сотовые элементы отдельные сотовые элементы последовательно вводятся в контакт с несущей адгезионный состав подложкой. При прижатии сотовых элементов к указанной несущей адгезионный состав подложке существует опасность потери этой подложкой своей структуры вследствие проявлений усталости материала, что в свою очередь может привести к тому, что в соответствующий участок сотового элемента не будет поступать достаточное количество адгезионного состава. В результате не будет обеспечено достаточного количества адгезионного состава для прилипания к нему порошкового припоя. Поэтому с целью обеспечить введение в соответствующий участок сотового элемента достаточного количества адгезионного состава предлагается, чтобы контактные поверхности, которые образуются при контакте указанного участка сотового элемента с несущей адгезионный состав подложкой или с адгезионным составом, по меньшей мере у двух последовательно обрабатываемых конструкций лишь частично перекрывали друг друга. Это предложение основано на том, что несущая адгезионный состав подложка не должна контактировать с двумя последовательно обрабатываемыми конструкциями одними и теми же местами, т.е. одни и те же места этой подложки по меньшей мере частично не должны подвергаться определенной нагрузке, что может предотвратить или замедлить проявление усталости материала подложки.
Другие преимущества и отличительные особенности предлагаемого способа более подробно рассмотрены ниже на примере соответствующей конструкции со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - разрез трубчатого кожуха с гильзообразным элементом и участком пайки,
на фиг.2 - изображение конструкции в процессе нанесения адгезионного состава,
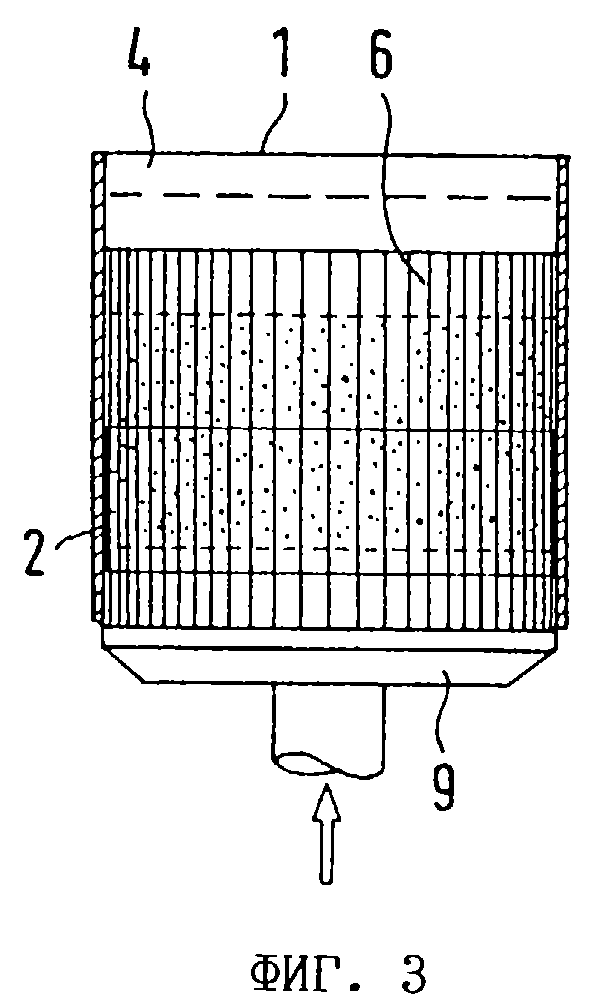
на фиг. 3 - изображение, иллюстрирующее операцию установки сотового элемента в трубчатый кожух,
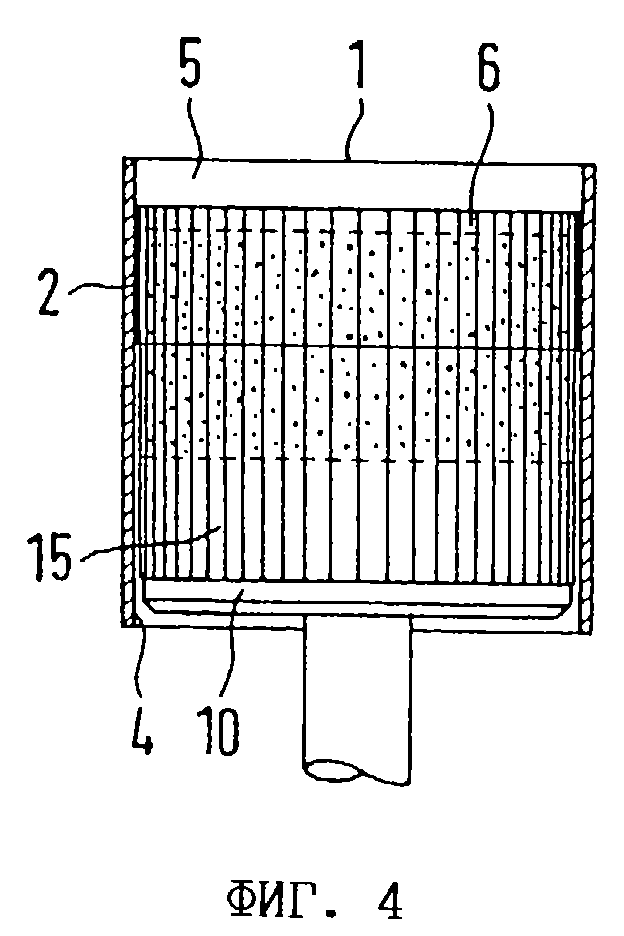
на фиг. 4 - изображение, иллюстрирующее операцию нанесения адгезионного состава на второй участок сотового элемента,
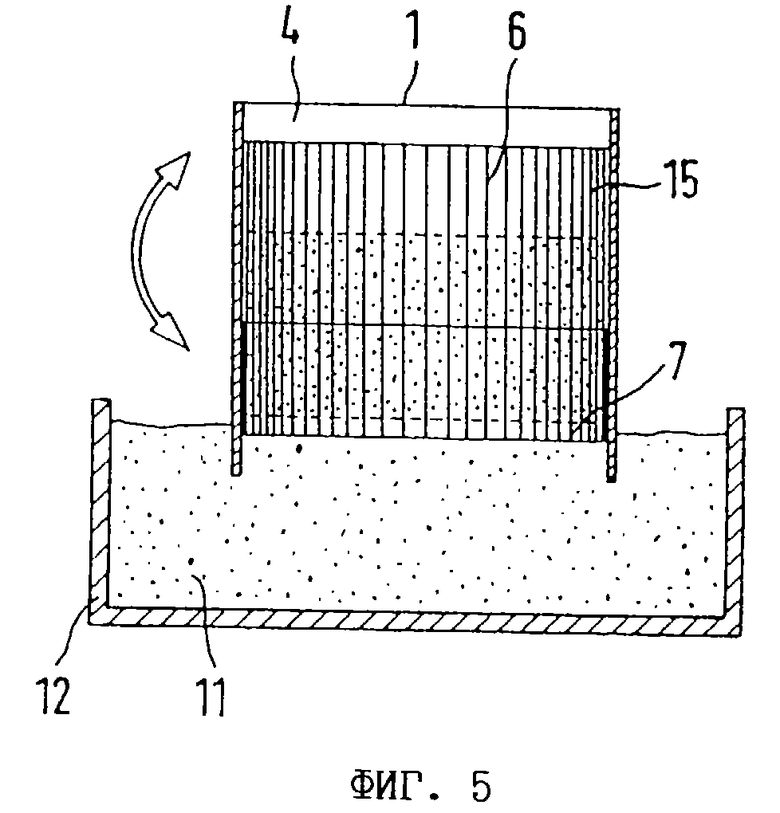
на фиг. 5 - изображение, иллюстрирующее операцию введения припоя в сотовый элемент, и
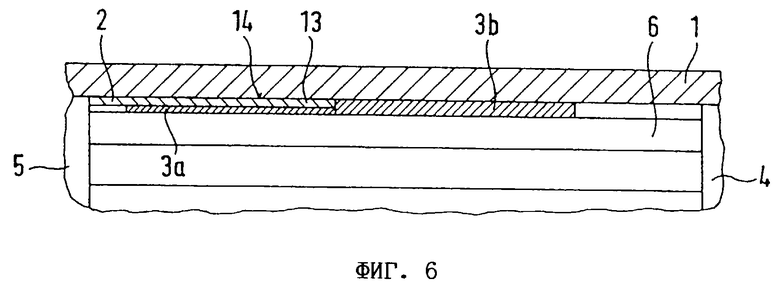
на фиг.6 - увеличенное изображение краевой зоны конструкции.
На фиг.1 в разрезе показан трубчатый кожух 1. Этот трубчатый кожух 1 имеет предпочтительно в основном круглое поперечное сечение. На соответствующих концевых участках трубчатого кожуха 1 предусмотрены зоны 4, 5 соединения. Эти зоны 4, 5 соединения показаны штриховыми линиями. Зоны 4, 5 соединения служат для соединения всей конструкции с другими элементами, не показанными на чертеже. Так, в частности, каждая зона 4, 5 соединения может быть соединена с определенным элементом системы выпуска ОГ двигателя внутреннего сгорания.
Расположенный между зонами 4, 5 соединения осевой участок трубчатого кожуха имеет длину LW, которая в основном соответствует осевой протяженности сотового элемента.
В трубчатом кожухе 1 установлен гильзообразный элемент 2. Этот гильзообразный элемент 2 имеет наружную боковую поверхность 13, которая в основном прилегает к части внутренней стенки 14 трубчатого кожуха 1, как это, в частности, показано на фиг.6. Гильзообразный элемент 2 имеет, если смотреть в окружном направлении, преимущественно кольцевую форму. Как видно на фиг.1 и прежде всего на фиг. 6, гильзообразный элемент 2 проходит по части осевой длины трубчатого кожуха 1. Кроме того, осевая длина гильзообразного элемента 2 меньше осевой длины сотового элемента 6, как это показано на фиг.6.
Гильзообразный элемент 2 соединен с трубчатым кожухом 1. При этом позицией 3 обозначен участок пайки, который частично перекрывает трубчатый кожух 1 и гильзообразный элемент 2. Участок 3 пайки имеет первый отрезок 3а, длина которого в основном соответствует осевой длине гильзообразного элемента 2. К этому отрезку 3а примыкает второй отрезок 3b, который проходит в сторону зоны 4 соединения.
На отрезке 3а участка 3 пайки образуется паяное соединение между сотовым элементом 6 и гильзообразным элементом 2. На отрезке 3b этого же участка пайки сотовый элемент 6 соединяется с трубчатым кожухом 1. В осевом направлении, по меньшей мере по осевой длине гильзообразного элемента 2, образуется компенсационный участок, позволяющий компенсировать различия в величине теплового расширения трубчатого кожуха 1 и сотового элемента 6. Можно также предусмотреть участок 3 пайки, проходящий по всей длине LW.
При сборке в трубчатый кожух 1 с гильзообразным элементом 2 вставляют сотовый элемент 6. При этом сотовый элемент б вставляют в трубчатый кожух 1 таким образом, чтобы некоторый его участок 7 выступал из трубчатого кожуха 1, как это можно видеть на фиг.2. Этот участок 7 сотового элемента 6 вводят в контакт с не показанным адгезионным составом, в частности с жидким адгезионным составом. Такой жидкий адгезионный состав подается соответствующим приспособлением 8 для нанесения адгезионного состава. При этом сотовый элемент 6 смачивается жидким адгезионным составом, проникающим в осевом направлении вглубь него со стороны торца. Приспособление 8 для нанесения адгезионного состава выполнено, как это видно, в частности, на фиг.2, таким образом, чтобы площадь его рабочей поверхности с адгезионным составом была больше площади поперечного сечения сотового элемента 6, что позволяет смачивать сотовый элемент 6 адгезионным составом по всей площади его поперечного сечения.
После смачивания сотового элемента достаточным количеством жидкого адгезионного состава этот сотовый элемент 6 окончательно вставляют в трубчатый кожух 1. Для такого заталкивания сотового элемента 6 в трубчатый кожух предпочтительно используют пуансон 9, который прикладывает к сотовому элементу 6 усилие в осевом направлении трубчатого кожуха 1, как это показано на фиг.3. При этом с противоположной стороны на трубчатый кожух 1 воздействует соответствующая контропора, которая на чертеже не показана и которая удерживает этот трубчатый кожух 1, соответственно в которой он закреплен. Сотовый элемент 6 утапливают в трубчатый кожух 1 до тех пор, пока он не окажется расположенным между зонами 4, 5 соединения, как это показано, в частности, на фиг.4.
На фиг.4 показано далее, что перед введением припоя сначала другой участок 15 сотового элемента 6, который противоположен участку 7, вводят в контакт с адгезионным составом. Этот адгезионный состав подается соответствующим приспособлением 10 для нанесения адгезионного состава. При этом, как показано на фиг.4, поперечное сечение приспособления 10 для нанесения адгезионного состава несколько меньше поперечного сечения сотового элемента 6, за счет чего приспособление 10 частично входит внутрь трубчатого кожуха 1.
После нанесения адгезионного состава на другой участок 15 в сотовый элемент 6 вводят порошковый припой 11, как это показано на фиг.5. Процесс введения припоя в сотовый элемент 6 заключается во вдавливании сотового элемента торцом в порошковый припой. Затем сотовый элемент с трубчатым кожухом 1 переворачивают и вдавливают в порошковый припой 11 противоположной торцовой поверхностью. При этом порошковый припой 11 находится в емкости 12.

Способ может быть использован при изготовлении конструкции, состоящей из трубчатого кожуха и сотового элемента. Сотовый элемент формируют набором в пакет и/или свертыванием в рулон металлических листов, по меньшей мере часть из которых является структурированной, с образованием каналов для прохождения текучей среды. Сотовый элемент частично вставляют в трубчатый кожух. Выступающий из кожуха участок вводят в контакт с адгезионным составом. Сотовый элемент окончательно вставляют в трубчатый кожух и вводят в него припой. Изобретение обеспечивает упрощение и удешевление процесса нанесения припоя перед пайкой. 13 з.п.ф-лы, 6 ил.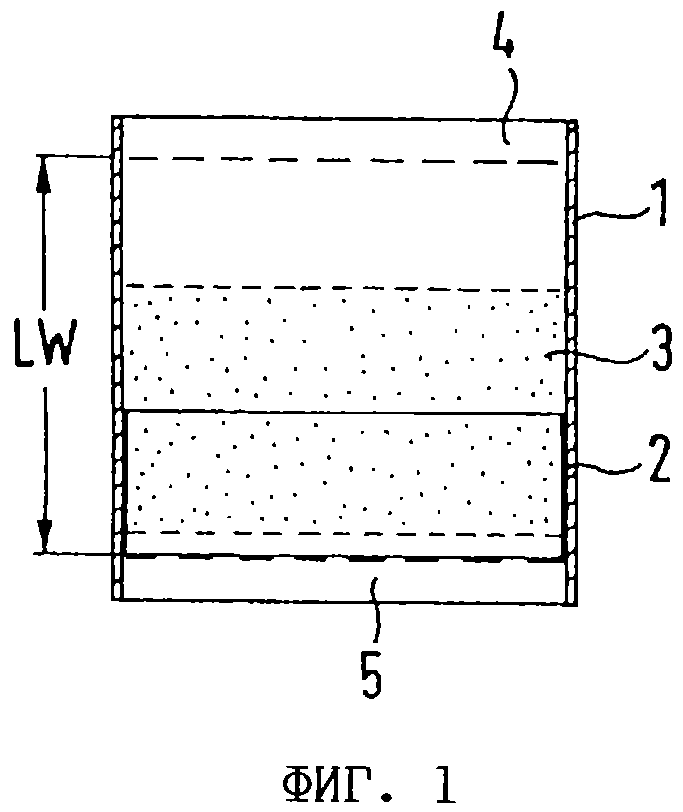
| JP 06182223 А, 05.07.1994 | |||
| Устройство для контроля геометрических характеристик объекта | 1976 |
|
SU590596A1 |
| DE 2924592 A, 15.01.1981 | |||
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ ИЗОГНУТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2100156C1 |

