Настоящее изобретение относится к способу изготовления металлического сотового элемента, предназначенного прежде всего для применения в каталитических нейтрализаторах отработавших газов (ОГ) транспортных средств и образованного слоями по меньшей мере частично структурированных свернутых в рулон, S-образно свернутых или набранных в пакет металлических листов, которые соединены друг с другом пайкой по меньшей мере на отдельных участках.
Для каталитического превращения ОГ в системе выпуска ОГ транспортных средств, оснащенных двигателями внутреннего сгорания, используют металлические сотовые элементы, которые служат носителями каталитически активного материала. Не в последнюю очередь долговечность таких корпусов-носителей катализатора, а также свойства аналогичных сотовых элементов, используемых в иных областях, зависят от высококачественной пайки, которой отдельные металлические листы, слои которых образуют указанные корпуса-носители, соединены друг с другом по крайней мере на отдельных участках. Эти сотовые элементы изготавливают, как известно, из стальных листов, стойких к коррозии при высоких температурах и соединяемых высокотемпературной пайкой в вакууме.
Сотовые элементы такого типа известны, например, из DE 2302746 A1 или DE 2924592 A1. Из этих же публикаций известны и способы нанесения припоя на металлические листы этих сотовых элементов и их пайки.
Кроме того, из заявки ЕР 0049489 B2 известен способ нанесения клея и припоя на металлические листы сотовых элементов, позволяющий наносить припой в небольших количествах. Далее, в DE 3818512 A1 описан способ нанесения клея и припоя на металлические листы подобных корпусов- носителей. В указанной публикации приведен также краткий обзор известных методов нанесения припоя. К таким известным методам нанесения припоя относится также описанный в заявке ЕР 0136514 A1 способ нанесения сухого припоя на металлические листы сотовых элементов, в котором порошковый припой удерживается на металлических листах за счет поверхностных сил и его механического защемления.
Далее, из WO 93/25339 известен способ изготовления металлического сотового элемента, в котором по меньшей мере на структурированные металлические листы этого элемента тонким слоем наносят прокатное масло, если только оно не было нанесено ранее в процессе изготовления. Затем прокатное масло подвергают термообработке, в процессе которой происходит удаление легколетучих компонентов этого масла. При последующем введении оставшихся на листе компонентов этого прокатного масла в контакт со слабоконцентрированным водным раствором поверхностно-активного вещества образуется слой, обеспечивающий после удаления воды сушкой оптимальные условия для нанесения порошкового припоя.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать такой способ изготовления сотового элемента, который был бы более экономичен в осуществлении. Еще одной задачей изобретения является оптимизация толщины слоя припоя.
Предлагаемый в настоящем изобретении способ изготовления металлического сотового элемента, образованного слоями свернутых в рулон, S-образно свернутых или набранных в пакет по меньшей мере частично структурированных металлических листов, при этом по крайней мере на структурированные металлические листы наносят слой прокатного масла, если только оно не было нанесено ранее в процессе изготовления металлических листов, отличается тем, что на изготовленный из металлических листов сотовый элемент наносят порошковый припой, который удерживается за счет прилипания к прокатному маслу, и указанный сотовый элемент подвергают процессу пайки. Такая технология осуществления способа отличается высокой экономичностью за счет отказа от полной термической и химической обработки прокатного масла, а также от сушки. Неожиданно было установлено, что оптимальная толщина слоя припоя при пайке достигается в том случае, когда порошковый припой непосредственно прилипает к прокатному маслу. В качестве прокатного масла предпочтительно используют обычное, имеющееся в продаже прокатное масло, содержащее минеральные вещества, жировые вещества и вспомогательные агенты. При рулонировании металлических листов с получением сотового элемента между этими слоями этих листов образуются характерные линии контакта, вблизи которых под действием капиллярных сил скапливается прокатное масло. В результате именно к этим участкам прилипает большее количество контактирующего с маслом порошкового припоя, где он и необходим для создания прочного соединения.
Для более эффективного распределения припоя при его нанесении сотовый элемент дополнительно можно подвергать нагреву с целью его частичного термического обезжиривания, однако температуру и продолжительность нагрева следует при этом выбирать с таким расчетом, чтобы обеспечить удаление только легколетучих компонентов прокатного масла и чтобы прежде всего вблизи линий контакта слоев сохранялось достаточное количество остаточных компонентов масла. В результате при нанесении порошкового припоя к открытым поверхностям сотового элемента будет прилипать лишь незначительное количество припоя, а большее его количество будет скапливаться в зоне линий контакта металлических листов, что и требуется в данном случае.
Кроме того, в обычных условиях окружающей атмосферы прокатное масло не сохнет, что позволяет транспортировать сотовый элемент в течение продолжительного времени, не опасаясь неизбежных при транспортировке толчков и ударов, которые могли бы привести к осыпанию порошкового припоя.
Порошковый припой предпочтительно наносить по меньшей мере на торцы сотового элемента. При этом порошковый припой можно наносить погружением сотового элемента в псевдоожиженный слой из этого порошка. В осевом направлении сотового элемента длину слоя наносимого припоя можно регулировать погружением этого элемента в псевдоожиженный слой на различную глубину.
В другом варианте осуществления способа, используемом, в частности, для более толстостенных сотовых элементов, их можно покрывать порошковым припоем по всей длине. Обычно для этой цели используют припои на никелевой основе. Средний диаметр зерен порошкового припоя предпочтительно составляет более 60 мкм, при этом минимальный размер зерен составляет 40 мкм.
Кроме того, в процессе пайки сотовый элемент предпочтительно располагать горизонтально, оставляя его торцы открытыми с боков. Горизонтальное расположение сотового элемента в процессе пайки предотвращает высыпание припоя из этого элемента в результате обусловленного повышением температуры изменения вязкости или испарения прокатного масла. Через открытые боковые торцы наиболее удобно вакуумировать сотовый элемент и/или подавать в него защитный газ.
В другом предпочтительном варианте осуществления способа для изготовления сотового элемента предлагается использовать металлические листы толщиной не менее 60 мкм, в частности не менее 80 мкм, предпочтительно не менее 110 мкм. При этом речь идет о металлических листах, толщина которых больше толщины листов, используемых для изготовления известных сотовых элементов. На более толстые металлические листы образующийся при пайке сплав материала металлического листа с припоем оказывает меньшее нежелательное влияние. Этот вариант осуществления способа прежде всего предпочтительно применять для изготовления сотовых элементов диаметром не более 90 мм, предпочтительно не более 70 мм, что при горизонтальном расположении элемента в процессе пайки обеспечивает сохранение им круглой формы. При этом предполагается, что корпус, в частности, трубчатый кожух, в который заключен сотовый элемент, выполнен из материала обычной толщины. Предлагаемый в изобретении способ обеспечивает высокий процент использования припоя, а образующиеся при осуществлении этого способа отходы припоя сравнительно незначительны. За счет высокого процента использования припоя достигается также нанесение толстого слоя припоя в зоне пайки, обеспечивающее прочное соединение друг с другом металлических листов. Однако предлагаемый способ с равным успехом можно использовать и для соединения очень тонких металлических листов, а для его осуществления можно применять также мелкозернистые порошковые припои.
В соответствии с изобретением предпочтительно изготавливают сотовый элемент, образованный слоями свернутых в рулон, S-образно свернутых или набранных в пакет по меньшей мере частично структурированных металлических листов, при этом по крайней мере на структурированные металлические листы наносят слой прокатного масла, если только оно не было нанесено ранее в процессе изготовления металлических листов, причем на изготовленный из металлических листов сотовый элемент наносят порошковый припой, который удерживается за счет прилипания к прокатному маслу, и указанный сотовый элемент подвергают процессу пайки. Предпочтительно и наиболее экономично таким путем изготавливать сотовые элементы, минимальная толщина металлических листов в которых составляет 60 мкм, предпочтительно 80 мкм, в частности 110 мкм. Диаметр таких элементов составляет при этом, в частности, не более 90 мм, предпочтительно не более 70 мм. Указанные сотовые элементы прежде всего пригодны для использования в качестве корпусов-носителей катализатора на двухколесных транспортных средствах.
Другие преимущества и отличительные особенности предлагаемого способа и изготавливаемого при его осуществлении металлического сотового элемента более подробно поясняются ниже со ссылкой на прилагаемые чертежи, на которых показано:
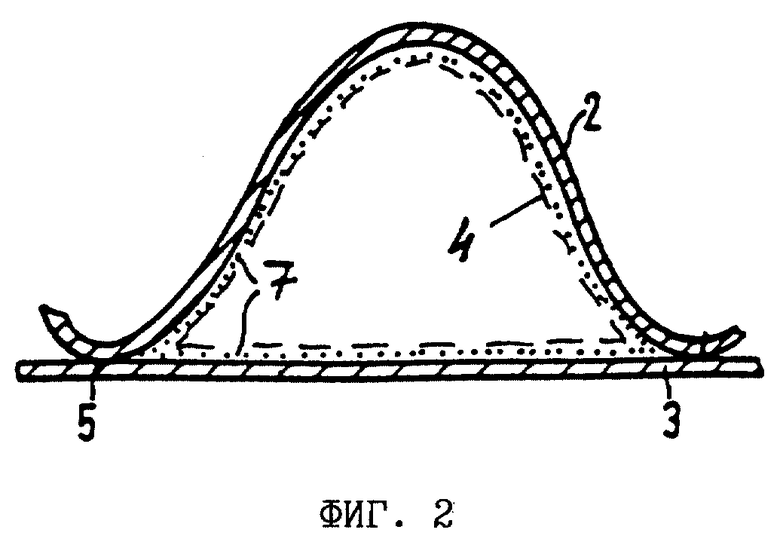
на фиг. 1 - практически полностью свернутый в рулон сотовый элемент;
на фиг. 2 - фрагмент поперечного сечения сотового элемента.
На фиг. 1 схематично показана конструкция сотового элемента 1, т.е. элемента с сотовой структурой, применяемого прежде всего в качестве корпуса-носителя каталитического нейтрализатора отработавших газов (ОГ). В процессе изготовления гофрированный металлический лист 2 и гладкий металлический лист 3 рулонируют с образованием спирально свернутого элемента, при этом между слоями металлических листов 2, 3 образуются характерные места 5, 6 контакта. Поверхность гофрированного листа 2 и/или гладкого листа 3 покрыта слоем прокатного масла. В полностью свернутом в рулон сотовом элементе 1 образуются каналы 9, проходящие от одного из торцoв 8a этого элемента к другому его торцу 8b. Затем внутрь сотового элемента 1 на стадии нанесения припоя вводят порошковый припой 7. В качестве порошкового припоя 7 предпочтительно используют крупнозернистый (грубого помола) припой с диаметром частиц более 60 мкм и прежде всего со средним диаметром частиц более 63 мкм. При этом отдельные частицы припоя прилипают к прокатному маслу. Затем сотовый элемент с нанесенным на него таким путем припоем подвергают процессу пайки.
Порошковый припой можно наносить, например, с использованием псевдоожиженного слоя, как это описано, например, в WO 93/25339.
На фиг. 2 схематично показан фрагмент поперечного сечения сотового элемента 1 с характерными местами контакта гофрированного металлического листа 2 и гладкого металлического листа 3. Гофрированный лист 2 и гладкий лист 3 покрыты слоем прокатного масла 4, содержащего порошковый припой 7. Порошковый припой 7, прилипая к слою прокатного масла 4, надежно удерживается им без необходимости подвергать этот припой дополнительной обработке, например для его фиксации.
Изобретение может быть использовано при изготовлении каталитических нейтрализаторов отработавших газов транспортных средств. Металлический сотовый элемент образован слоями свернутых в рулон, S-образно свернутых или набранных в пакет, по меньшей мере частично структурированных металлических листов. По крайней мере на структурированные металлические листы наносят слой прокатного масла, если оно не было нанесено ранее в процессе изготовления металлических листов. Элемент нагревают для частичного удаления легколетучих компонентов прокатного масла. Затем на изготовленный из металлических листов сотовый элемент наносят порошковый припой. Припой удерживается за счет прилипания к прокатному маслу, в частности вблизи линий контакта металлических листов. В завершение сотовый элемент подвергают процессу пайки в вакууме или в атмосфере защитного газа в высокотемпературной паяльной печи. Способ экономичен в осуществлении и позволяет оптимизировать толщину слоя припоя. 8 з.п.ф-лы, 2 ил.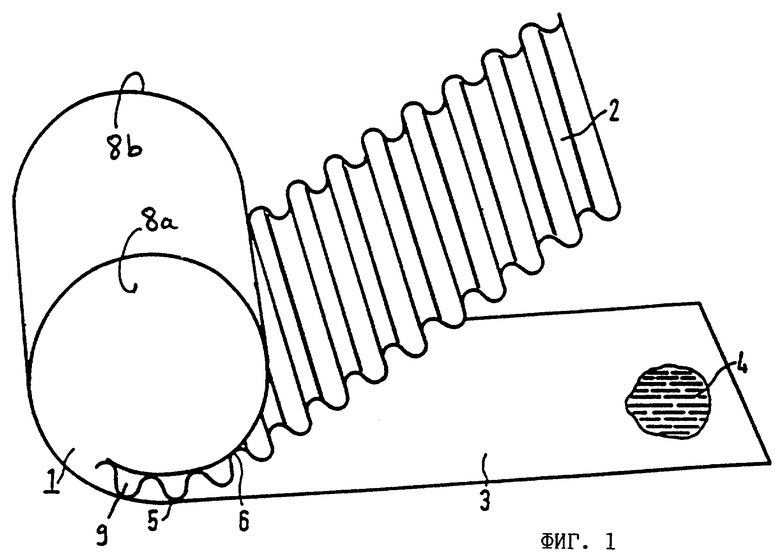
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ пайки сотовых панелей | 1987 |
|
SU1445877A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| Экономайзер | 0 |
|
SU94A1 |
| EP 0562116 А1, 29.09.1993. | |||

