Изобретение относится к обработке металлов давлением и может быть использовано для гибки в двух плоскостях различных стержневых заготовок, например при изготовлении автомобильных штанг стабилизатора.
Известно устройство для гибки стержневых заготовок в двух плоскостях по авт. свид. СССР 860908 (опубликовано 07.09.81), содержащее узлы гибки в первой плоскости, выполненные в виде шаблонов и гибочных инструментов, а также узлы гибки во второй плоскости. Устройство осуществляет сначала гибку заготовки в одной плоскости - вокруг шаблонов, а затем включаются узлы гибки в другой плоскости - вокруг оправок. Данное устройство является наиболее близким к предлагаемому.
Известное устройство не обеспечивает гибки средней части заготовок, а производит только гибку ее концов, при которой одним инструментом за один ход можно получить только один сгиб, причем с неизбежным вытягиванием, а следовательно, и утонением изгибаемого участка. Кроме того, оно не позволяет изменять угол между плоскостями гибки.
Предлагаемым изобретением решается задача обеспечения возможности гибки средней части заготовок без утонения изгибаемых участков, а также возможности изменения угла между плоскостями гибки.
Для достижения этого технического результата в устройстве для пространственной гибки стержневых заготовок, содержащем установленные на станине узлы гибки в первой плоскости, выполненные в виде шаблонов и гибочных инструментов, и узел гибки во второй плоскости, последний выполнен в виде пресса, снабженного штампом, матрица которого выполнена составной с двумя подвижными частями, а узлы гибки в первой плоскости смонтированы на приводных суппортах, установленных на станине с возможностью перемещения вдоль оси заготовки и снабженных средствами прижима заготовки к подвижным частям матрицы, которые закреплены на упомянутых суппортах с опорой на станину пресса. Пресс установлен с возможностью поворота вокруг оси заготовки.
Отличительными признаками предлагаемого устройства для пространственной гибки стержневых заготовок от указанного выше известного, наиболее близкого к нему, является выполнение узла гибки во второй плоскости в виде пресса, штамп которого содержит составную матрицу с двумя подвижными частями. Узлы гибки в первой плоскости смонтированы на приводных суппортах, установленных с возможностью перемещения вдоль оси заготовки. Подвижные части матрицы также закреплены на этих суппортах, которые снабжены средствами прижима заготовки к подвижным частям матрицы. Кроме того, пресс установлен с возможностью поворота вокруг оси заготовки.
Благодаря наличию этих признаков при работе устройства для пространственной гибки стержневых заготовок пресс производит гибку средней части, при этом приводные суппорты, на которых закреплены концы заготовки, перемещаются навстречу друг другу вместе с подвижными частями матрицы. За счет этого предотвращается растяжение, а следовательно, и утонение заготовки на изгибаемых участках. Изменяя угол наклона пресса, можно регулировать угол между плоскостями гибки.
Предлагаемое устройство для пространственной гибки стержневых заготовок иллюстрируется чертежами, представленными на фиг.1-7.
На фиг.1 показан общий вид устройства для пространственной гибки штанги стабилизатора автомобиля.
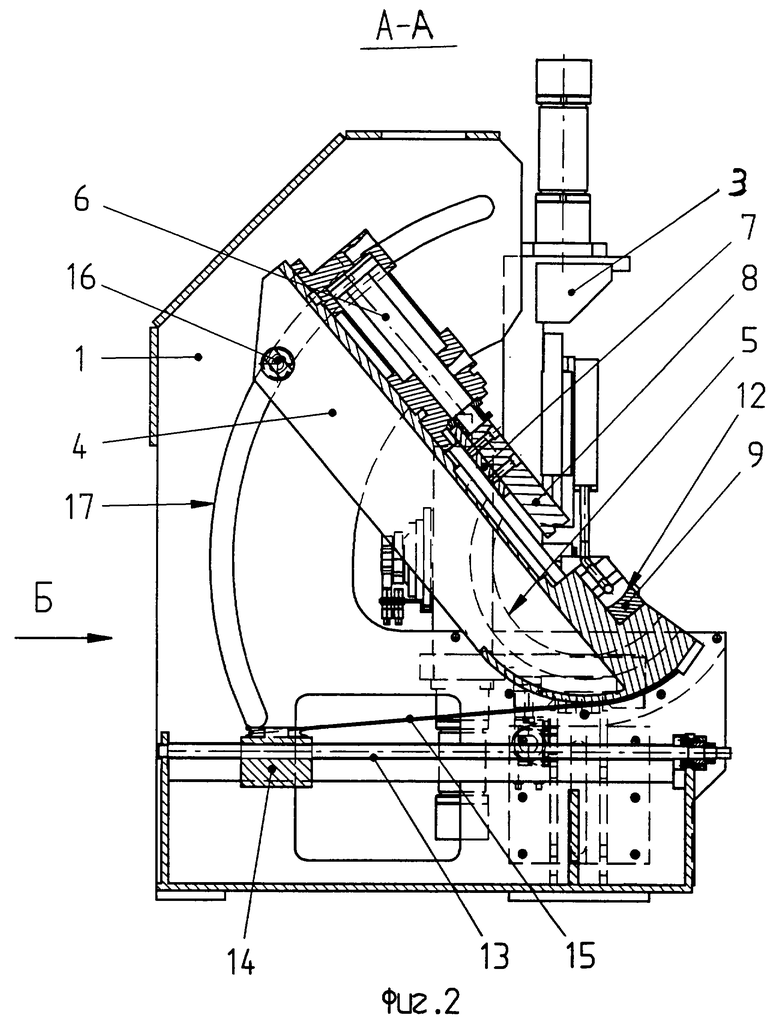
На фиг.2 - разрез А-А на фиг.1.
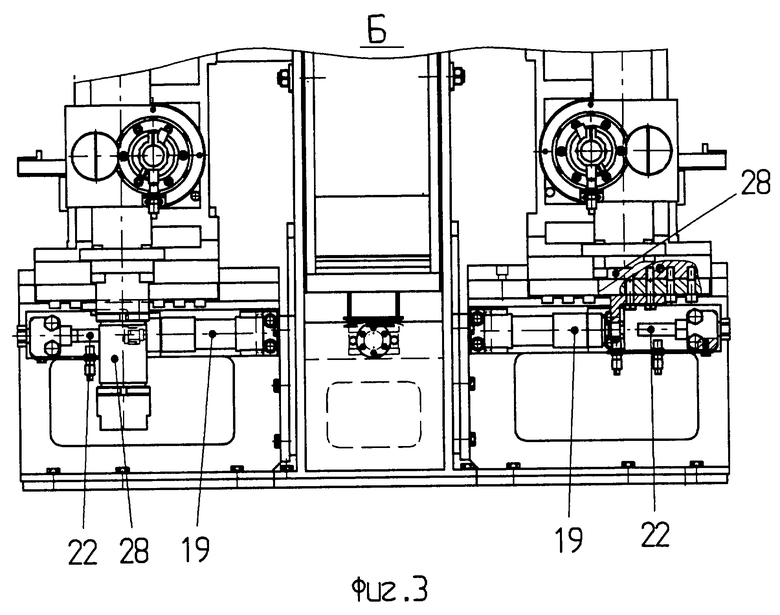
На фиг.3 - вид Б на фиг.2 (часть заднего вида устройства).
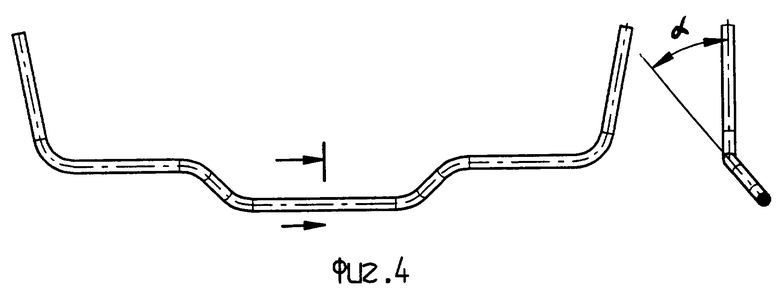
На фиг.4 - штанга стабилизатора.
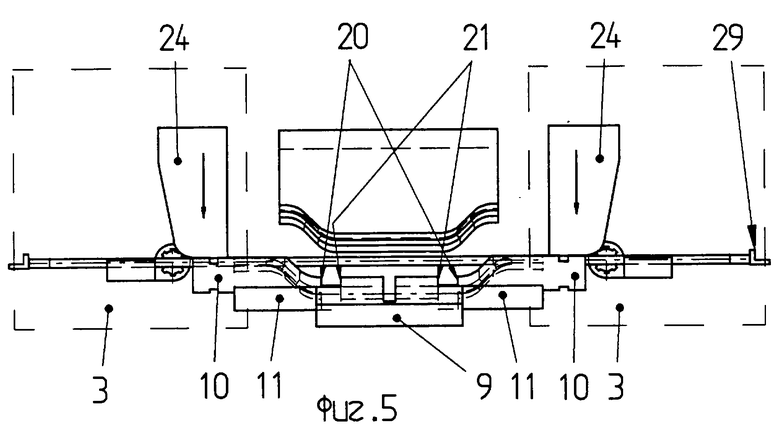
На фиг.5 - схематично перемещение прижимов-шаблонов, зажим штанги.
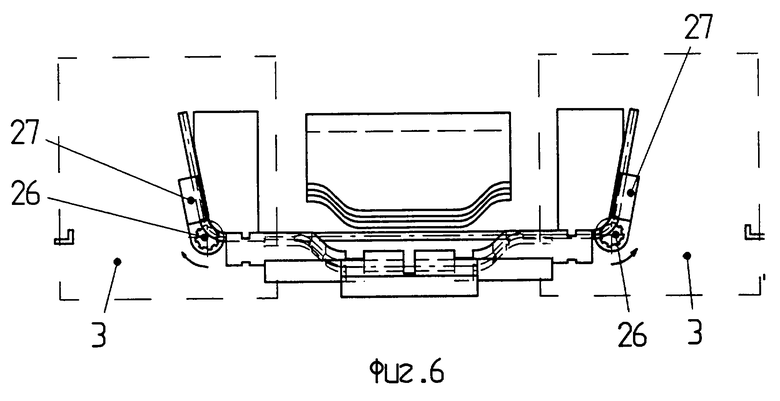
На фиг.6 - схематично гибка концов штанги.
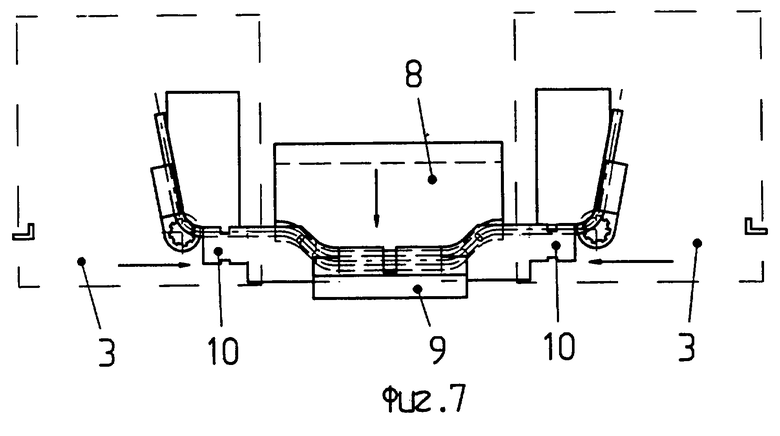
На фиг.7 - схематично гибка средней части штанги.
Устройство для пространственной гибки стержневых заготовок содержит станину 1 с тумбами 2, на направляющих которых установлены суппорты 3 (фиг. 1). В станине 1 смонтирован пресс, корпус 4 которого установлен на круговых направляющих 5 станины 1, при этом ось круговых направляющих 5 совпадает с осью прямой заготовки. На корпусе 4 пресса закреплен силовой цилиндр 6, шток которого перемещает ползун 7 с гибочным инструментом 8, представляющим собой пуансон штампа гибки средней части штанги. Матрица (нижняя часть штампа) выполнена из трех элементов. Средний элемент 9 неподвижно закреплен на корпусе 4, а два крайних элемента 10 с ручьями, соответствующими форме средней части штанги, закреплены на суппортах 3 и опорными поверхностями своих консольных частей 11 опираются на опорные поверхности 12 неподвижного элемента 9. Угловое положение корпуса 4 пресса может регулироваться для получения требуемого угла между плоскостью сгиба средней части и плоскостью сгиба концов штанги при помощи ходового винта 13, гайки 14 и троса 15, связанного одним концом с гайкой 14, а другим - с корпусом 4. Корпус 4 фиксируется винтами 16, вставленными в пазы 17 станины 1, которые выполнены по радиусу с центром, совмещенным с осью круговых направляющих 5 (фиг.2).
Суппорты 3, имеющие зеркальное исполнение, установлены на направляющих 18 тумб 2 с возможностью возвратно-поступательного перемещения от цилиндров 19. Рабочее положение суппортов 3 определяется упором торцов 20 консолей 11 подвижных элементов 10 в торцы 21 неподвижного элемента 9. Величина зазора между торцами 20 и 21 зависит от величины сгиба средней части штанги и регулируется упорными винтами 22, которые определяют исходное положение суппортов 3 (фиг.3, 5). На суппортах 3 в направляющих 23 вертикально установлены ползуны (не показаны) с закрепленными на них прижимами-шаблонами 24 с приводом от цилиндров 25. На суппортах 3 также установлены механизмы для сгибания концов штанги в вертикальной плоскости, состоящие из поворотных валов 26 с закрепленными на них гибочными инструментами 27 и с реечным приводом от цилиндров 28, и упоры 29 для ориентирования прямой заготовки.
Устройство работает следующим образом.
Перед началом работы устройство налаживается на требуемую деталь, например, по специальным эталонам. Нагретая прямая заготовка укладывается в ручьи крайних элементов 10 матрицы штампа с центрированием по упорам 29, после чего включаются приводные цилиндры 25 ползунов с прижимами-шаблонами 24, которые прижимают заготовку к подвижным элементам 10 матрицы (фиг.5). Цилиндры 28 производят поворот валов 26 с гибочными инструментами 27, осуществляя гибку концов заготовки вокруг прижимов-шаблонов 24 на заданный угол в вертикальной плоскости (фиг.6). Затем одновременно включаются цилиндры 6 и 19, причем давление в цилиндрах 19 настроено на величину, способную развивать на штоках этих цилиндров усилие, которое достаточно для преодоления сил трения при перемещении суппортов к центру устройства, но меньше критической силы устойчивости прямолинейного участка заготовки, находящегося между прижимами-шаблонами 24. При движении гибочного инструмента 8, до момента начала гибки средней части штанги, суппорты 3 находятся в неподвижном состоянии, но как только инструмент 8 начинает прогибать среднюю часть заготовки, суппорты 3 вместе с подвижными элементами 10 матрицы штампа и находящимися на них механизмами начинают смещаться к центру устройства, производя изгиб средней части штанги до замыкания штампа (фиг.7). Изгиб производится без вытягивания, а следовательно, и без утонения изгибаемых участков.
После окончания гибки все механизмы, за исключением суппортов 3, возвращаются в исходное положение. Готовая деталь вынимается, и только после этого суппорты раздвигаются в исходное положение.
Предлагаемое устройство позволяет изготавливать штанги стабилизатора автомобиля без изменения поперечного сечения на участках гибки, а за счет смены инструмента и изменения угла наклона пресса изготавливать на одной гибочной машине штанги различных конструкций, что особенно эффективно на поточных линиях с серийным изготовлением различной номенклатуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЯ ПОЛУЗАКРЫТОГО СЕЧЕНИЯ | 1997 |
|
RU2118216C1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ГИБКИ ТРУБ В ДВУХ ПЛОСКОСТЯХ | 2005 |
|
RU2292974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ГИБКИ ГАЕЧНОГО КЛЮЧА | 2011 |
|
RU2460602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2397834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2397833C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для гибки в двух плоскостях стержневых заготовок, например при изготовлении штанг стабилизаторов автомобиля. Устройство содержит узлы гибки заготовки в первой плоскости, выполненные в виде шаблонов и гибочных инструментов, смонтированных на приводных суппортах, установленных на станине с возможностью перемещения вдоль оси заготовки. Устройство снабжено прессом для гибки заготовки во второй плоскости, расположенной под углом к первой плоскости. Пресс оснащен штампом, матрица которого выполнена составной из среднего, неподвижного, и крайних, подвижных, элементов. Последние закреплены на суппортах с опорой на станину пресса. Шаблоны служат также для прижима концов заготовки к подвижным элементам матрицы. Пресс установлен с возможностью поворота вокруг оси заготовки. В результате обеспечивается возможность гибки средней части заготовки без утонения изгибаемых участков и изменения угла между плоскостями гибки. 1 з.п.ф-лы, 7 ил.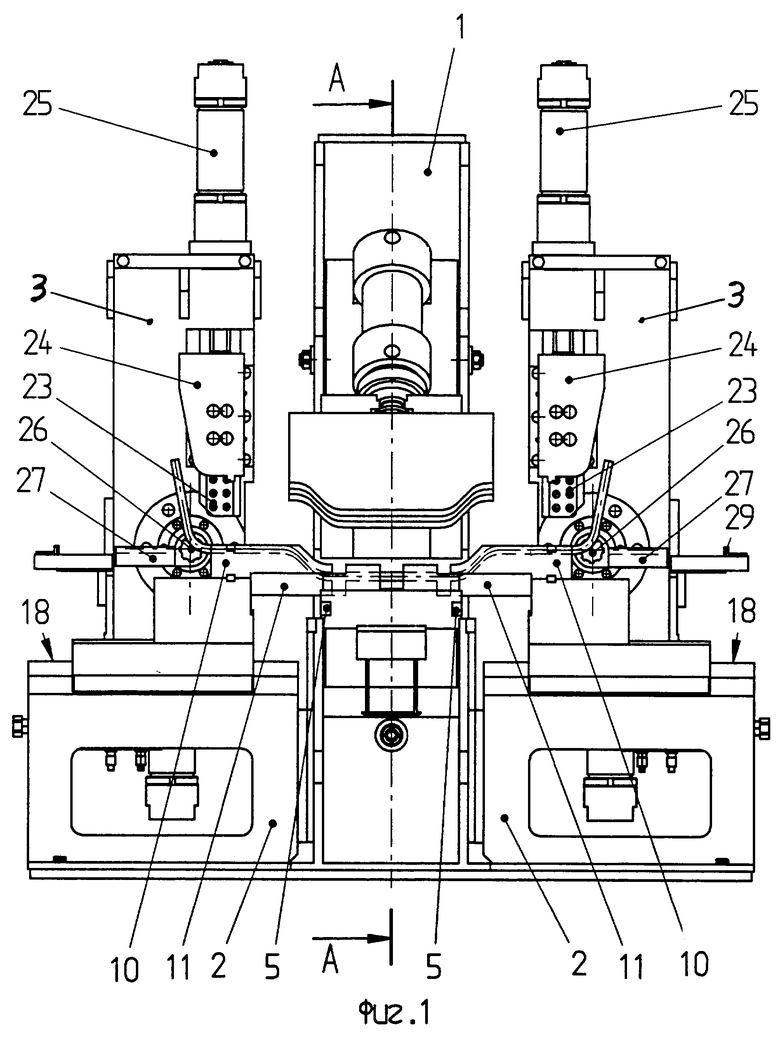
| Устройство для гибки стержневых заготовок | 1979 |
|
SU860908A1 |
| Штамп для гибки изделий из проволоки | 1980 |
|
SU1015963A1 |
| Устройство для гибки | 1976 |
|
SU621424A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| US 4972698, 27.11.1990 | |||
| US 5297415, 29.03.1994. | |||

