О1
со о
00
Изобрете1ше относится к обработке металлов давлением, а конкретнее к штампам для изготовления изделий из роволоки гибкой в двух плоскостях.
Известен штамп для гибки изделий5
з проволоки, содержащий установленную на неподвижной плите составную матрицу и закрепленные на подвижной плите обрезной и гибочной пуансоны Г 1
Однако в таком штампе невозможно осуществлять гибку изделий в двух плоскостях, что снижает производительность, так как требуется использовать еще один штамп.
Целью изобретения является увели- 15 чение производительности.
Поставленная цель достигается тем, что штамп для гибки изделий из проволоки, содержащий установленную на неподвижной плите составную матрицу . 20 и закрепленные на подвижной плите обрезной и гибочный пуансоны, снабжен смонтированной параллельно опорной плоскости матрицы осью, закрепленным иа неподвижной плите корпусом с под- 25 пружиненной тягой и закрепленным на подвижной плите корпусом с подпружиненным упором, а также неподвижно закрегшенной копирной линейкой на тяге выполнен выступ, ТВ стенках матрицызо
выполнено параллельное упом5шутой оси отверстие для проволоки, матрица выполнена в виде двух соединенных посредством упомянутой оси соприкасающихся параллелепипедоЬ, один из которых , закреплен на неподвижной плите, к другой шарзшрн о сочленен с упомянутой тягой, упор установлен с возможностью взаимодействия одни1у1 концом с выступом тяги и другим конном сочленен с : Q пирной линейкой.
На фиг. 1 изображен предлагаемый штамп общий ввд; на фиг. 2 - 4 - гибочные операции.
Штамп для гибки изделий из прово- . локи состоит из неподвижной 1 и подвижной 2 плит, составной матрицы, выполненной в виде за1феш1енного на неподвижной плите 1 параллелепипеда 3 и соединенного с ним посредством оси 4 подвижного параллелепипеда 5, закрепленjaoi на подвижной плите гибочного 6 и обрезного 7 пуансонов.Кроме того,штамп снабжен закрепленным на неподвижной плите 1 корпусом 8 с подпружиненной тягой 9, которая шарнирно посредством штанги Ю . связана с подвижным параллелепипедом 5, корпусом 11с подпружиненным упором 12, закрепленным на подвижной плите 2 и копирной линейкой 13, закрепленной неподвижно, например, на стойке неподвижной плиты 1.
Упор 12 одним концом сочленен с копирной линейкой 13, а другим - с
выступом 9.
У неподвижного параллелепипеда 3 в верхней части имеется бурт со сквозным отверстием для подачи проволоки. Направление подачи проволоки обозначено стрелкой.
Подвижный параллелепипед 5 имеет аналогичный бурт с глухим отверстием под проволоку с целью ограничения ее подачи под обрезку.
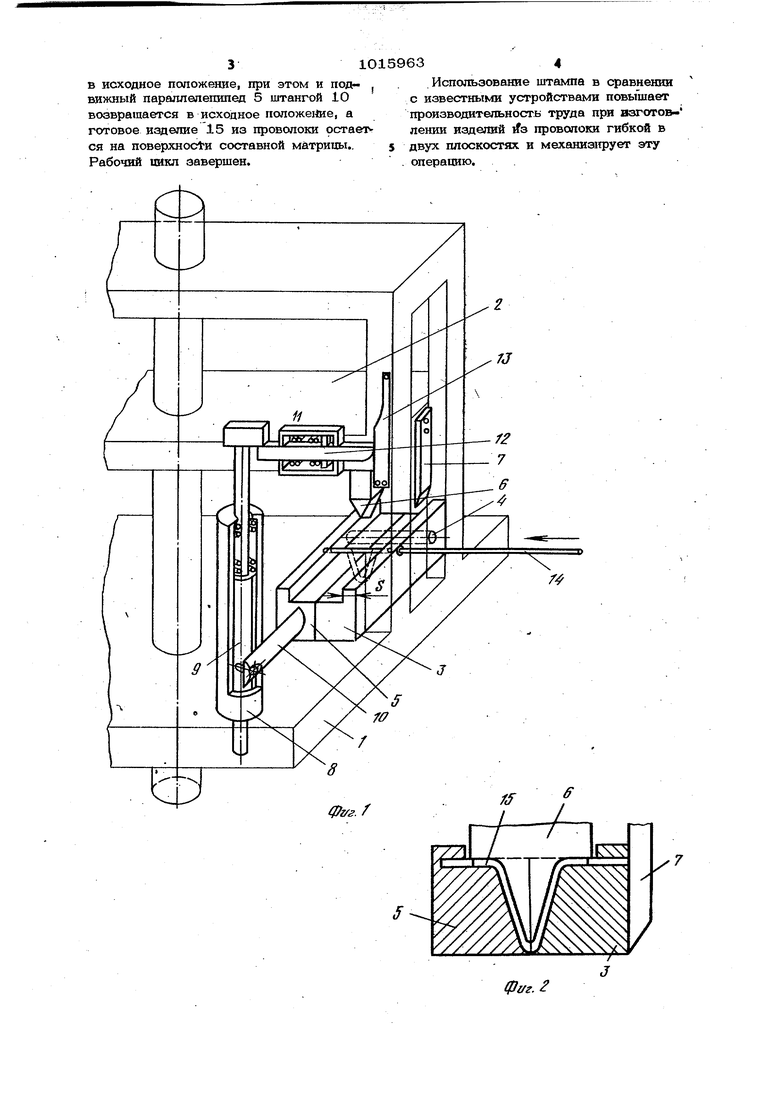
Со стороны граней соприкосновения в теле параллелепипедов 3 к 5 под оггверстием для проволоки выполнены щэофилированные пазы, образующие формовочную полость составной матрицы.
Ширина буртиков S выбрана с таким расчетом,, чтобы при движении пуансона 6 вниз и формировании обрезка проволоки в формовочной полости составной матрицы концы отрезанного куска проволоки выходили.из отверстий в буртах параллелепипедов 3 и 5. Подвижный параллелепипед 5 имеет возможность поворота относительно оси 4, соединяющей оба параллелепипеда.
Штамп работает следующим образом.
В отверстия матрицы вводится конец проволоки (входное отверстие со стороны обрезного ножа) до упора. Прцвижная плита 2 с пуансонами 6 и 7 движется в нижнее положе ше. При этом происходит обрезка проволоки 14 на грани матрицы и последующая гибка отрезанного куска 15 с приданием ему V -образной формы (см. фиг. 2). Упор 1 , заводится под- выступ подпружиненной . тяги 9.,
При ходе подвижной плиты 2 вверх упор 12 одним концом поднимает за выотуп подпружиненную тягу 9, а другим концом скользит по копирной линейке 13
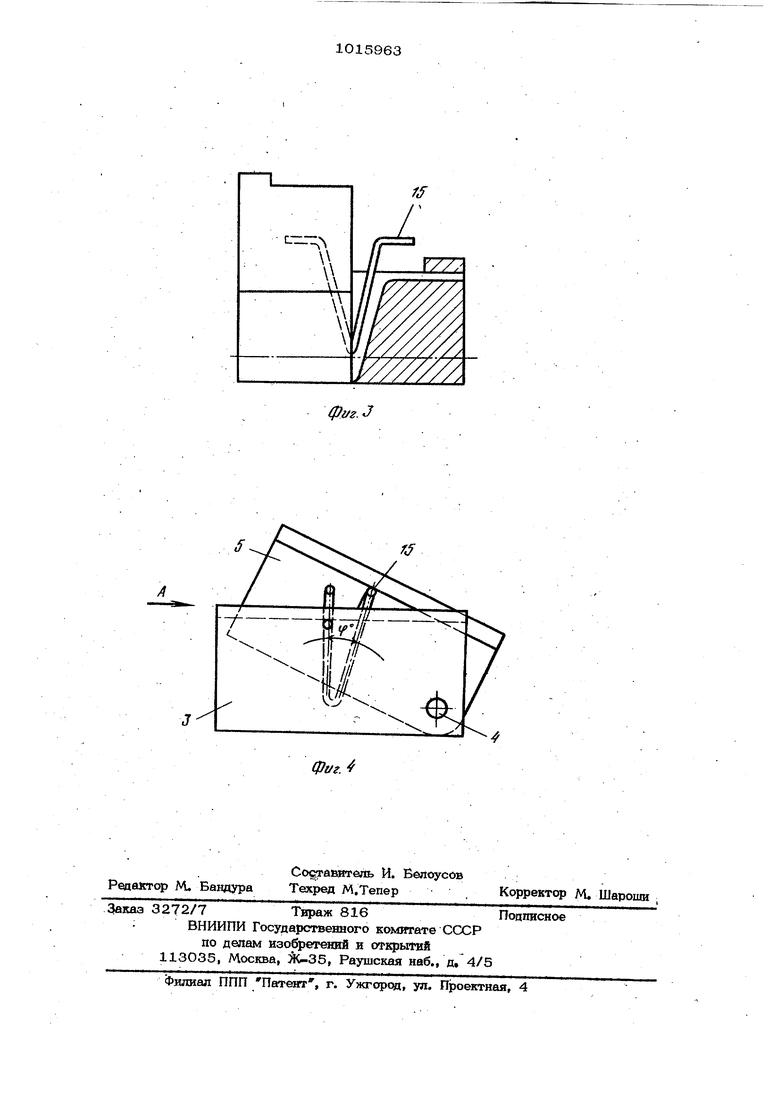
Штанга 10, поднимаясь свместе с подпружиненной тягой 9, поворачивает на некоторый угол йодвижный параллелепипед 5 составной матрицы относительно общей оси 4, разводя на этот же угол концы куска 15 проволоки V - образной формы (см, фиг, 3 и 4). Так продол кается до момента, пока упор 12 не выйдет из зацепления с выступом тяги 9,
После выхода из зацепления происходит возвращение подпружиненной тяги 9
в исходное положение, при этом и под- , вижный параллелепипед 5 штешгой 10 возвращается в исходное положе1й1е, а готовое изделие 15 из проволоки остает ся на поверхности составной матрицы.. Рабочий цикл завершен.
Использование штампа в сравнении с известными устройствами повышает производительность труда при изготовлении изделий тХз проволоки гибкой в двух плоскост : и механиз1фует эту операцию.
(plfz.J
rj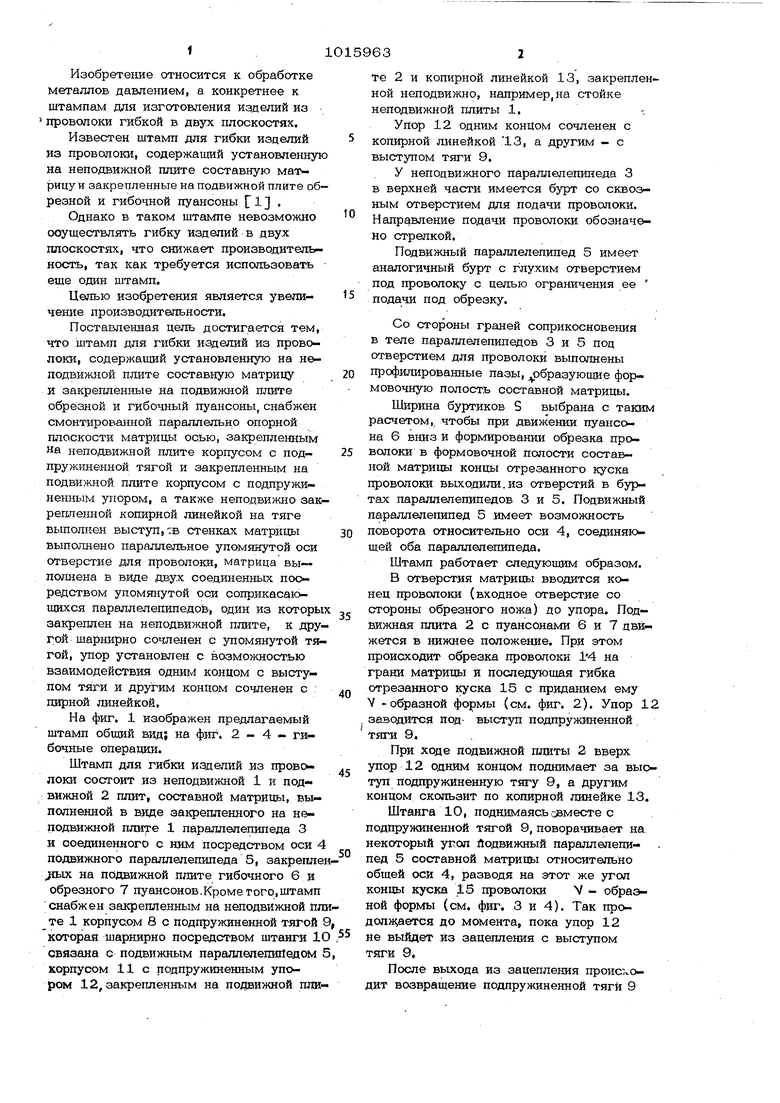
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1989 |
|
SU1676719A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для гибки и отрезки выводов радиоэлементов | 1981 |
|
SU1026331A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
ШТАМП ДЛИ ГИБКИ ИЗД БЛИЙ ИЗ ПРОВОЛОКИ, содержавши уст, новленную на .напсщБижнйй шште составную матрицу я защ)еппенные на ПОЩВЕПМ. ной шште обрезной и гибечный пуанссяаы, отличающийся тем, что, с цепью повышения производитедьносги от снабжен смонтированной параллельно сяюрной плоскости матрицы осью, закреплен ным на неподвижной плите корпусом с подпру жиненной тягой и закрепленным на подвии& ной плите корпусом с подпружине{гаым упо ром, а также неподвижно закрепленной копярной линейкой, на тяге вьшолнен выступ, в стенках матрицы выполнено параллельное упомянутой оси отверстие для гфоволоки, матрица выполнена в виде двух сое1ДШ1енных посредством упсялянутой оси соприкасающихся параллелепипедов, один из которых закрвйлен на неподвижной плите, а другой шарнирно сошенен с упомянутой тягой, упор установлен с возможностью взавмо действия одним концом с выступом т ги и другим концом сочленен с копщзвой линейкой.
«f
Фг/г.
f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ромешовский В, П | |||
| Справочник по хопроной штамповке | |||
| М | |||
| -Л., Машгнз, 1959, с | |||
| Автоматический сцепной прибор | 1921 |
|
SU449A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
