1
Изобретение относится к области обработки металлов давлением, в частности к оборудованию для гибки стержневы.х заготовок.
Известно устройство для гибки стержне- 5 вых заготовок в двух плоскостях, содержащее узел гибки в одной плоскости в виде неподвижного шаблона и взаимодействующих с «им инструментов первого перехода гибки и установленного на ползуне пуансо- ю на для догибки и узел гибки в другой плоскости в виде оправки, установленной с возможностью перемещения в зону гибкя, и гибочного элемента с индивидуальным приводом 1.15
Из вестное устройство имеет относительно низкую пропзводительность, так как подвод п отвод оправКИ не созмен1.ен по времени с каким1И-либо другими ходами устройства. Кроме того, наличие привода оправки о усложпяет устройство.
Целью изобретения является повышение производительности и упрощение конструкции при изготовлении деталей с близко расположенными между собой участками, 25 изогнутыми в различных илоскостях.
С этой целью в устройстве для гибки стержневых заготовок в двух плоскостях, содержащем узел гибки в одной плоскости в виде неподвижного тпаблопа и взаимодей- 30
ствующих с нпм инструментов первого перехода гибки и устаповленного па ползуне пуансона для догибки н узел гибки в другой плоскости в виде оправки, установленной с возможностью пере.мещения в зону гибки, и гибочного элемента с индивидуальным приводолт, оправка жестко закреплена на пуайсоне для догибки, гпбочный элемент выполпеи в виде ролика, установленнотх с возможностью поворота оправки, а привод гибочного э.чемепта снабжен поворотной гильзой, зстановленпой па ползуне пуансона для догибкп сооспо оправке и жестко связанной с роликом.
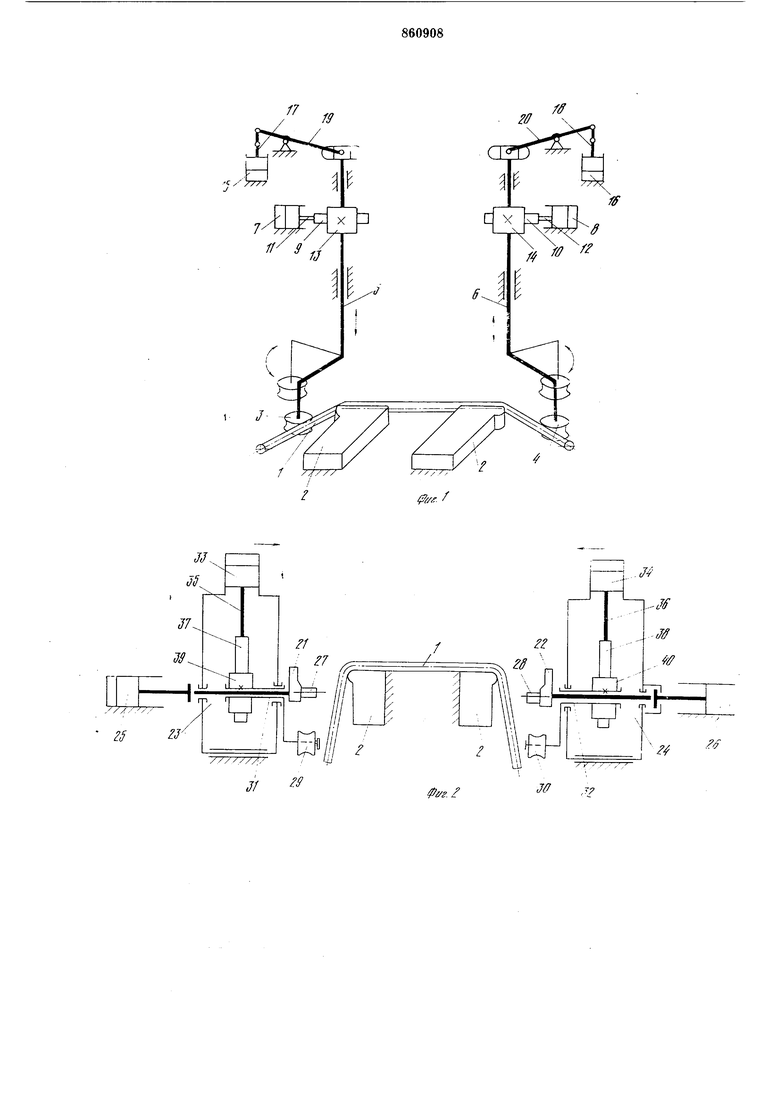
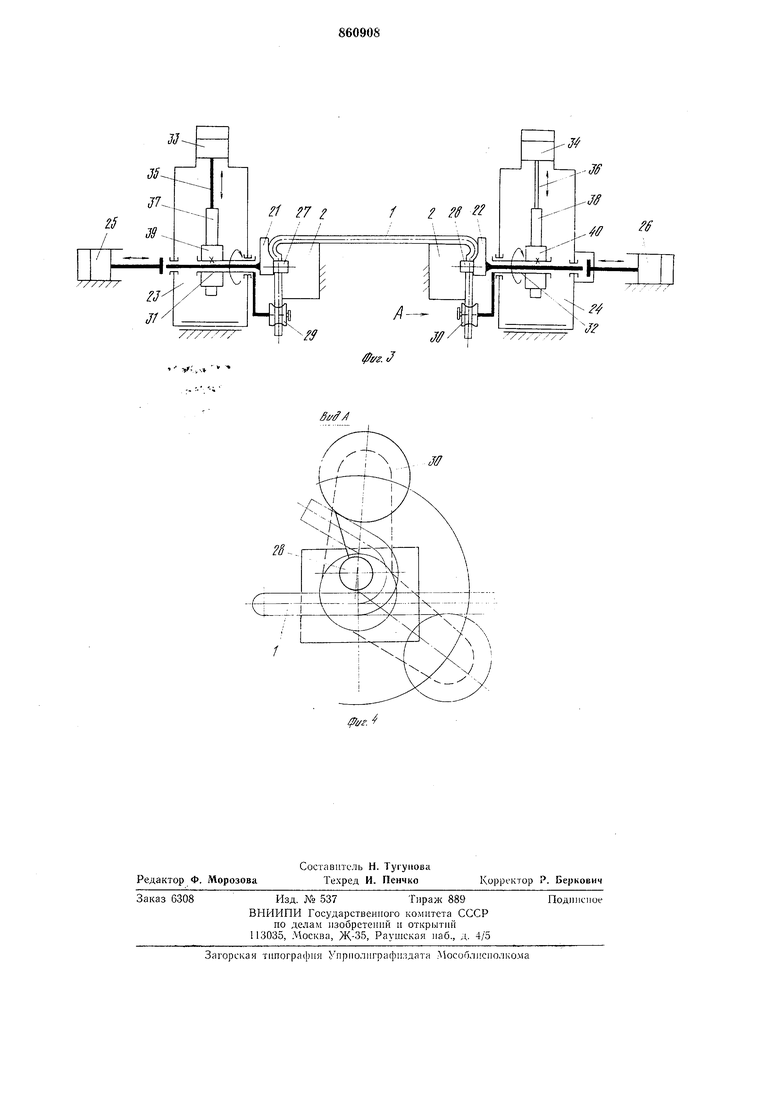
На фиг. 1 дана кинематическая схема узла устройства для осуществления первого перехода гибки стержневой детали в первой плоскости; на фиг. 2 - кинематическая схема устройства н исходном положепии для осуществления второго nepexo.-ia гибки этой детали в первой плоскости и для гибки ее во второй плоскости; на фиг. 3 - то же в конпе второго перехода гпбкп обрабатываемой детали в первой плоскости; на фиг. 4 - вид по стрелке А па фиг. 3 (в конпе гибки детали во второй плоскости).
Для осупхествлепия первого перехода гибки обрабатываемой детали 1 в первой плоскости устройство содержит пеподвтокпые шаблоны 2. инструменты 3 и 4, первого
перехода габки, установленные с возможностью вращения вокрзг своих осей и поворота вокруг осей 5, б соответственно н возвратно-посту1пательного перемещения вдоль этих осей. Имеется привод поворота инстР3ментов 3 н 4 первого перехода гибки вокруг оси 5 и 6, снабженный гидроцилиндрами 7, 8 и зубчато-реечными передачами (на чертеже не обозначены), рейки 9, 10 которых жестко соединены с штоками 11, 12 этих гидродил индров, а зубчатые колеса 13, 14 - с осями 5, 6. Привод возвратно-поступательного перемещения инструментов 3, 4 первого перехода гибки содержит гидроиилиндры 15, 16, П1ТОКИ 17, 18 которых через .рычажно-.кулисные передачи 19,20 соединены с осями 5, 6. Для осуществления второго перехода гибки в -первой плоскости устройство содержит пуаисоны 21, 22 для догибки, установленные на ползунах 23, 24 соответственно с возможностью возвратно-поступательного перемещения, и привод этого перемещения, представляющий собой гидроцилиндры 25, 26, взаимодействующие с ползунами 23, 24. Для гибки во ;второй плоскости устройство содержит оправки 27, 28, установленные с возможностью перемещеиня в зону гибки и жестко соединенные с пуа ;с-онами 21, 22 для догибки и гибочные элементы 29, 30, установленные с возможное ыэ поворота вокруг оправок 27, 28. А привод этого поворота содержит гильзы 31, 32, установленные на ползунах 23, 24 пуансонов для догибки соосно с оправками 27, 28, гидроцилиндры 33, 34, П1ТОКИ 35, 36 которых .соединены с зубчатыми рейками 37, 38, взаимодействующими с зубчатыми -колесами 39, 40, закрепленными на гильзах 31, 32.
Устройство работает следующим образом.
Прямолинейные стержневые загото-вки подают на рабочую позицию. Инструменты 3, 4 первого перехода гибки при помощи гидроцилиндров 15, 16 перемещаются вниз и устанавливаются против заготовки. Затем при срабатывании гидроцилиндров 7, 8 происходит поворот инструментов 3, 4 первого перехода гибки вокруг осей 5, 6 и гибка концов заготовки вокруг неподвиж«ых шаблонов 2. После осуществления первого перехода гибки обрабатываемая .цетал. 1 приобретает форму, представленную на фяг. 2, и инструменты 3, 4 первого перехода гибки отводятся от нее. Затем срабатывают гидроцилиндры 25, 26, и пуансонь д.ля догибки 21 осуществляют второй переход гибки концов детали 1 по тем же игаблонам 2.
Обрабатываемая деталь 1 после второго перехода имеет форму, представленглмо па фиг. 3. При подводе пуансонов 21, 22 для догибки к детали 1 одновременно подводяг5 ся к ней и оправки 27, 28 для гибки ее во второй плоскости, жестко соединенные с пуапсонами 21, 22 для догибки. Гибка концов обрабатьшаемой .детали 1 во второй плоскости осуществляется гибочными эле0 мептам1И 29, 30, поворачиваемыми при помощи гидроцилиндров 33, 34 через зубчатореечные передачи (37, 39 и 38, 40). Гибка во второй плоскости, перпендикулярной к первой плоскости гибки, производится вокруг оправок 27, 28, при этом иуансоны для догибки 21, 22 здерж-ивают согнутую ранее часть обрабатываемой детали 1.
Предлагаемая конструкция дает возможность повысить производительность устройства .для гибки за счет совмещения времени для подвода олра-вки с временем рабочего хода пуансоиа для догибки. Кроме того, эта колструкция проще известных, так как н ней исключен привод оправкн.
Формула и 3 о б р е т е i и я
Устройство для гибки стержневых заготовок в двух плоскостях, содержащее узел
0 гибки в одной плоскости в виде неподвижного шаблона и взаимодействующих с ним инструментов первого перехода гибки и установленного на ползуне пуансона для догибки и узел гибки в другой плоскости в
5 виде оправки, установленной с возмо;кностью перемещения в зону гибки, и гггбочкого элемента с индивидуальным приводом, отличающееся тем, что, с целью повышения производительности и упрошения
0 конструкции пр-и изготовлении деталей с близко расположенными между собой участками, изогнутыми в различных гглоскостях, оправка жестко закреплена на пуансоне для догибки, гибочный элемент выпол5 пен в виде ролика, установленного с возможностью поворота вокруг оправки. а привод гибочного элемента снабжен поворотной гильзой, установленной на ползуне пуансона для догибки соосно оправке и жс0 стко связанной с роликом.
И сточ н и к и и нф ор м а ц и и, принятые во внимание при экспертизе
1. Авторское . свидетельство СССР Ni 444592, кл. В 21 F 1/00, 1972.
f х- 7777

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНЫЙ АВТОМАТ | 1991 |
|
RU2030945C1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПОДГИБКИ ДИАГОНАЛЬНЫХ УЧАСТКОВ ФЛАНЦА БЕНЗОБАКА | 1999 |
|
RU2167730C2 |
V..,...
vz.J
Jff
