Изобретение относится к абразивной промышленности, а именно: к технологии изготовления абразивных кругов на вулканитовой связке, и может быть использовано для производства шлифовальных, полировальных отрезных кругов.
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства абразивных кругов на вулканитовой связке, включающий приготовление кусковой абразивной исходной массы на смесительных вальцах, формование из массы пластин на прокатных вальцах и каландрах, нанесение на поверхности пластин талька, вырубку из пластин кольцевых заготовок абразивных кругов с образованием возвратных отходов в виде наружного облоя и внутренних высечек, использование указанных отходов для получения дополнительных пластин и кольцевых заготовок, а также термообработку кольцевых заготовок для получения готовых абразивных кругов (Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов, Южно-Уральский ЦНТИ, 1970, стр. 32-51).
Существенным недостатком известного способа производства абразивных кругов на вулканитовой связке является низкое качество пластин (наличие непрофилированных участков и неоднородность плотности) и абразивных кругов (пониженная прочность и твердость, т.е. способность связи удерживать абразивные зерна), полученных из отходов в виде облоя и высечек.
Основными причинами низкого качества пластин являются разноразмерность отходов (наружный слой - это длинномерные пластины с множеством пробитых отверстий, а высечки - это цилиндрические по форме отходы диаметром от 20 до 200 мм) и низкая их адгезия друг к другу (адгезии препятствует тальк, покрывающий поверхности отходов). Кроме того, формование пластин отличается высокой трудоемкостью, поскольку непроформованные участки вырезаются и вновь вместе с отходами поступают на формование.
Основными причинами низкого качества абразивных кругов, полученных из отходов, являются неоднородность плотности пластин, особенно по ширине и длине, и изменение химического состава абразивных кругов, полученных из возвратных отходов, по сравнению с кругами, полученными из исходной абразивной массы. Возвратные отходы по сравнению с исходной массой содержат дополнительно до 10% талька, который ослабляет связь абразивных зерен со связкой и, тем самым, снижает прочность и твердость абразивных кругов.
Задачей предлагаемого изобретения является устранение этих недостатков, а именно: повышение качества пластин и кругов, полученных и возвратных отходов, и снижение трудоемкости их изготовления.
Поставленная задача достигается тем, что в известном способе производства абразивных кругов на вулканитовой связке, при котором приготавливают кусковую абразивную исходную массу, формуют из массы пластины путем вальцевания и каландрирования, наносят на поверхности пластин тальк, вырубают из пластин кольцевые заготовки абразивных кругов с образованием возвратных отходов в виде наружного облоя и высечек, измельчают эти отходы, получают из них пластины и кольцевые заготовк, согласно изобретению измельчение отходов в кусковую массу совмещают с вырубкой заготовок из пластин, полученных из исходной массы, и с удалением талька с наружных верхних поверхностей отходов, причем вес отдельных кусков измельченных отходов составляет 0,8-1,2 веса отдельных кусков исходной массы, а перед формованием в общую исходную массу добавляют 30-50% общей массы измельченных отходов.
Совмещение операций измельчения отходов, удаления талька с их поверхностей с вырубкой кольцевых заготовок осуществлется за счет снабжения вырубного штампа дополнительными ножами для деления отходов и размещенными между ними патрубками отсасывающего тальк устройства.
Измельчение возвратных отходов в виде облоя и высечек до кусков весом 0,8-1,2 от веса отдельных кусков исходной массы позволяет устранить их разноразмерность, а следовательно, повысить качество полученных из них пластин. Если вес отдельных измельченных кусков будет меньше 0,8 веса кусков исходной массы, то слишком сложной становится конструкция вырубного штампа, снабженная ножами для измельчения отходов, а если вес кусков будет больше 1,2 веса кусков исходной массы, то не устраняются полностью такие дефекты как непроформованные участки пластин и неоднородность их плотности.
Удаление талька с наружных верхних поверхностей отходов (с нижних поверхностей он удаляется частично под действием сил тяжести) одновременно с вырубкой кольцевых заготовок и измельчением отходов позволяет снизить содержание талька в отходах примерно в два раза и повысить адгезию кусков отходов друг к другу и к кускам исходной массы, а следовательно, повысить качество пластин и абразивных кругов. Совмещение операций вырубки и измельчения отходов позволяет снизить трудоемкость производства абразивных кругов за счет устранения операции измельчения отходов на смесительных вальцах.
Добавление к общей исходной массе от 30 до 50% массы отходов позволяет повысить адгезию кусков друг к другу, получить одинаковый химический состав исходной массы и массы, содержащей отходы и исходную массу. Если добавляется более 50% кусков отходов к общей исходной массе, то качество пластин и абразивных кругов, полученных с применением возвратных отходов, остается более низким по сравнению с пластинами и кругами, полученными только из исходной массы. При добавлении к общей исходной массе менее 30% кусков отходов приводит к тому, что часть возвратных отходов не используется и превращается в безвозвратные отходы.
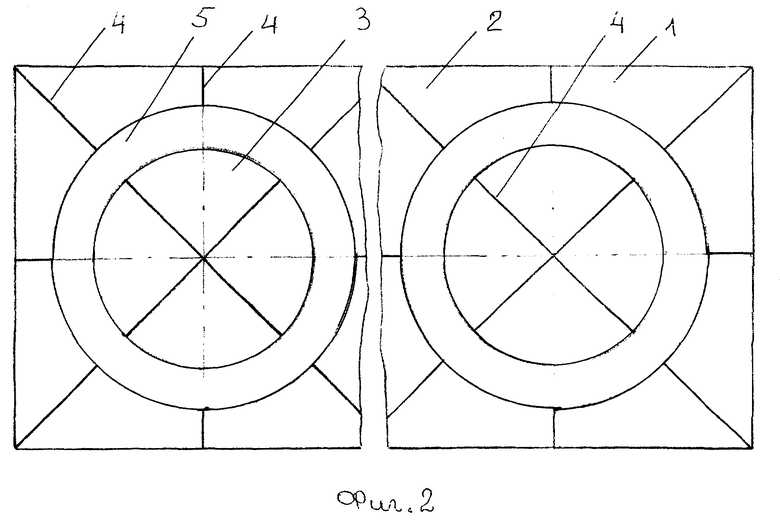
Предлагаемый способ проиллюстрирован чертежом, где на фиг. 1 показана вырубка кольцевых заготовок с отверстиями малого диаметра, а на фиг. 2 - вырубка кольцевых заготовок с отверстиями большого диаметра.
На фиг. 1 и 2 обозначены:
1 - пластина; 2 - облой; 3 - высечка; 4 - линии деления облоя и высечек; 5 - заготовки кругов.
Способ осуществляется следующим образом. Исходную абразивную массу в виде плоских кусков высотой в среднем около 14 мм размерами в плане в среднем 300 мм2 и весом в среднем 135 г получают на смесительных вальцах. Для выполнения формования вначале равномерно укладывают на подающий транспортер вальцев нижний слой кусков исходной массы, затем на этот слой равномерно укладывают промежуточный слой кусков весом от 108 до 162 г, полученных из отходов, и, наконец, укладывают верхний слой кусков исходной массы. После операции вальцевания и каландрирования на пластину (за исключением тонких отрезных кругов пластины для шлифовальных и полировальных кругов, имеют высоту 13 - 15 мм), наносят тальк, вырубают из пластин кольцевые заготовки с одновременным измельчением облоя и высечек и удалением талька с поверхностей отходов (поверхность заготовки в этот момент покрыта вырубным штампом и тальк на ней остается). Тальк на поверхностях заготовок необходим для предотвращения их слипания при укладывании в стопы. Для получения готовых абразивных кругов заготовки термообрабатывают (вулканизируют).
По предлагаемому способу формованием были получены из исходной массы пластины высотой 13 мм и из них изготовлены заготовки полировальных кругов наружным диаметром 250 мм и внутренним диаметром 32 мм. Из каждой пластины размерами 1130 х 13 х 310 мм вырубали по четыре кольцевые заготовки. Таким образом, отходы составляли 48% от массы каждой пластины, после измельчения и удаления талька они включали 10 кусков облоя и 4 высечки. Прокатали 50 пластин из исходной массы, получили из них 200 заготовок кругов. Заготовки подвергли термообработке и проверке свойств, в том числе испытали на твердость и прочность. Все пластины и готовые полировальные круги отвечали требованиям технической документации. Затем к исходной кусковой массе добавили 25-55% измельченных отходов, из этой смешанной массы сформовали 50 пластин и вырубили 200 заготовок. Все пластины группы с содержанием отходов не менее 50% не имели дефектов в виде непроформованных участков. После испытания на твердость все круги оказались годными, а после испытания на прочность 3 круга или 1,5% от всех кругов разрушились при скорости испытания 25 м/с. Данные испытаний сведены в таблицу.
Для сравнения получили пластины и полировальные круги этих же размеров по способу, включающему измельчение отходов на смесительных вальцах, формование из них пластин, вырубку кольцевых заготовок и их термообработку. Около 60% пластин имели непроформованные участки, поэтому из 50 пластин удалось вырубить только 168 заготовок без видимых дефектов. После термообработки и испытаний на твердость и прочность установили, что 7 кругов не соответствовали НТД (ОСТ 2 И70-1-78) по твердости и 14 кругов не выдержали испытаний на прочность при скорости 25 м/с. Таким образом, пластины и круги, изготовленные по известной технологии, имели 26,5% брака, НТД по качеству отвечало только 73,5% кругов. Кроме того, введение дополнительной операции измельчения отходов на смесительных вальцах на 17% увеличивает трудоемкость процесса изготовления абразивных кругов. Сравнение качества кругов по существующей и предлагаемой технологии дано в таблице.
Предлагаемый способ целесообразно применять для производства шлифовальных кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2126740C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЛИСТА ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ СМЕСИ | 1997 |
|
RU2122935C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
| СПОСОБ ИСПЫТАНИЯ СВОЙСТВ КАУЧУКСОДЕРЖАЩИХ СМЕСЕЙ | 1997 |
|
RU2127426C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |

Изобретение относится к абразивной промышленности, а именно к технологии изготовления абразивных кругов на вулканитовой связке. Способ включает приготовление кусковой абразивной массы к формованию, формование из нее пластин путем вальцевания и каландрирования, нанесение на поверхность пластин талька, вырубку из пластин кольцевых заготовок абразивных кругов с образованием возвратных отходов в виде наружного облоя и высечек, измельчение этих отходов, получение из них пластин и кольцевых заготовок. Измельчение отходов в кусковую массу ведут с одновременным удалением талька в процессе вырубки заготовки из пластины, полученной из исходной массы. Вес кусков измельченных отходов составляет 0,8-1,2 веса кусков исходной массы. Перед формованием к исходной кусковой массе добавляют 30-50% массы измельченных кусков отходов. В результате достигается повышение качества пластин и кругов, снижение брака и снижение трудоемкости изготовления. 2 ил., 1 табл.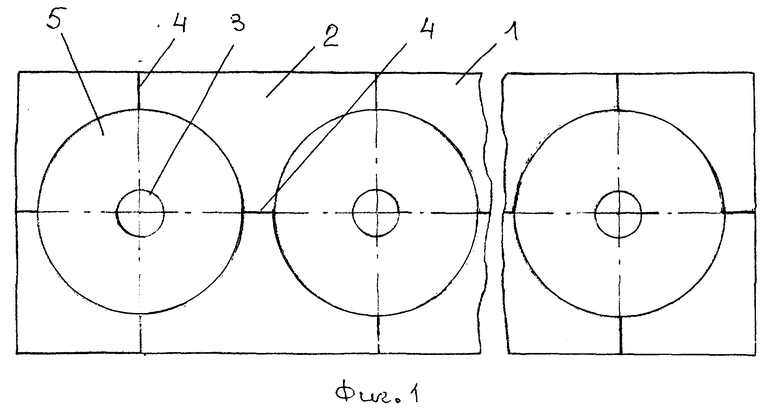
Способ производства абразивных кругов на вулканитовой связке, при котором приготавливают кусковую исходную абразивную массу, формуют из нее пластины путем вальцевания и каландрирования, наносят на поверхность пластин тальк и вырубают из них кольцевые заготовки с образованием возвратных отходов в виде наружного облоя и высечек, после чего кольцевые заготовки кругов термообрабатывают, а указанные отходы используют для получения дополнительных пластин и кольцевых заготовок, отличающийся тем, что отходы в виде наружного облоя и высечки измельчают до кусковой массы, вес каждого куска которой составляет 0,8 - 1,2 от веса куска исходной абразивной массы, причем указанные отходы измельчают при одновременном удалении талька с их верхних поверхностей в процессе вырубки кольцевых заготовок из пластин, полученных из кусковой исходной абразивной массы, при этом дополнительные пластины получают при формировании смеси кусковой исходной абразивной массы и 30 - 50% измельченных отходов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов | |||
| - Южно-Уральский ЦНТИ, 1970, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1935 |
|
SU45181A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления дисков для резания и шлифования камня | 1935 |
|
SU52033A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| КОНЦЕНТРИРОВАННАЯ ОСНОВА (БАЛЬЗАМ) "ПРОМЕТЕЙ" | 1996 |
|
RU2113142C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Бакуль В.Н | |||
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| - М.: Машиностроение, 1975, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
