Изобретение касается способа управления конвейерной системой, содержащей множество конвейеров, как это описано в ограничительной части пункта 1 формулы изобретения, и системы управления для такой конвейерной системы, содержащей множество конвейеров, каждый из которых располагает блоком управления в связи со средствами измерения для подачи данных о состоянии конвейера. На основании этих данных о состоянии конвейера и данных о состоянии других конвейеров блок управления генерирует управляющие сигналы для управления конвейером. Кроме того, изобретение касается установки для упаковки целлюлозы в кипы, имеющей такую конвейерную систему.
Средства измерения конвейера могут состоять из механических датчиков предельного перемещения или индуктивных преобразователей. Данные о состоянии, полученные от средств измерения конвейера, предоставляют объединенную информацию, касающуюся конвейера, т.е. свободен ли конвейер или несет ли он груз (например, кипу), а также положения конвейера. В этом отношении термин "конвейер" следует также понимать как обозначающий другие машины в конвейерной системе, помимо самих конвейеров. С точки зрения взаимосвязи все такие машины должны действовать как конвейеры.
Конвейерное оборудование в линии упаковки целлюлозы в кипы для производства, например, картона редко является одинаковым от случая к случаю. Это объясняется, главным образом, тем, что помещения, в которых необходимо устанавливать конвейерное оборудование, редко являются похожими, а также тем, что форма груза (кипы) и мощность, необходимая для конвейерной системы, отличаются от установки к установке. Каждая установка является специально сконструированной, что, таким образом, требует большой инженерной работы по ее поставке. В обычном случае приблизительно половина инженерной работы относится к конвейерам, а половина - к другому оборудованию, входящему в установку.
Кроме того, в современных конвейерных системах такого типа системы управления выполнены таким образом, что блок управления каждого конвейера расположен в центральном компьютере, общем для конвейерной системы. Таким образом, центральный компьютер содержит блок управления для каждого конвейера, при этом каждый блок управления в действительности является программным модулем. Каждый конвейер через свой блок управления соединен со всеми другими конвейерами, от которых рассматриваемый конвейер может быть зависимым. Блок управления получает данные о состоянии от конвейеров, от которых он зависит. Конвейер зависит от конвейеров, чье состояние влияет на то, как будет управляться рассматриваемый конвейер. Теоретически конвейер может быть зависимым от бесконечного числа других конвейеров. Однако на практике конвейер обычно зависит от не более чем 15 других конвейеров, и его блок управления, таким образом, получает данные о состоянии 15 других конвейеров. На основании данных о состоянии блок управления формирует управляющие сигналы для управления конвейером, относящимся к этому блоку управления.
Так как каждый конвейер в конвейерной системе имеет свою собственную группу конвейеров, от которой он зависит, и так как две конвейерные системы почти никогда не являются одинаковыми, то для каждой конвейерной системы требуются чрезвычайно сложные технические решения, соответствующие требованиям заказчика. Следовательно, в принципе, для каждого конвейера требуется единственный в своем роде блок управления.
Если по какой-либо причине необходимо внести изменения в установку, например, удалением конвейера или приданием ему немного измененной функции, то должны быть перепрограммированы блок управления этого конвейера и блоки управления всех конвейеров, зависимых от этого конвейера.
Задачей настоящего изобретения является устранение этих недостатков и тем самым, среди прочего, значительное уменьшение инженерной работы и, следовательно, расходов.
Эта задача достигается посредством способа и системы управления типа, описанного во введении, которые обладают отличительными признаками, определенными соответственно в пунктах 1 и 2 формулы изобретения.
При осуществлении изобретения используют повторяемость, т.е. каждый конвейер осуществляет связь только с конвейером/конвейерами, примыкающими к нему, которые, в свою очередь, осуществляют связь с примыкающими к ним конвейерами и т. д. Примыкающим конвейером считается такой конвейер, который может подавать груз к нему или получать от него. Связь охватывает блок управления каждого конвейера, принимающего управляющую информацию от блока управления каждого из примыкающих к нему конвейеров или передающего управляющую информацию к блоку управления каждого из примыкающих к нему конвейеров. Управляющая информация каждого конвейера формируется из собственных данных конвейера о его состоянии и управляющей информации примыкающих к нему конвейеров. Следовательно, каждый конвейер не обладает непосредственной информацией, касающейся состояния примыкающих к нему конвейеров, а вместо этого располагает управляющей информацией, полученной на основании данных о состоянии нескольких конвейеров. Таким образом, происходит поиск цепи конвейеров, и данные о состоянии возвращаются в виде управляющей информации.
Управляющие сигналы для управления рассматриваемым конвейером формируются на основании собственных данных конвейера о его состоянии и управляющей информации, обладаемой блоком управления конвейера.
Таким образом, блоки управления конвейеров могут быть стандартизированы. Объем управляющей информации между примыкающими конвейерами всегда является одинаковым независимо от типа используемого конвейера. С точки зрения связи операции поворота и передвижения являются равноценными, а стационарный конвейер рассматривается как передвижной конвейер с только одним положением. Таким образом, для перемещения груза между конвейерами необходима только одна программа. Все транспортные системы будут одинаковыми в отношении программирования, а последующие изменения существующих установок являются так же простыми, как и сооружение новой установки. При расширении или изменении существующей установки необходимо лишь определить новые примыкающие конвейеры. С точки зрения связи стационарный конвейер можно легко изменить на передвижной конвейер путем ввода информации о новых примыкающих конвейерах.
При использовании настоящего изобретения может быть достигнута большая экономия, так как блоки управления конвейеров выполнены как комплектные, стандартизированные блоки. Инженерная работа, как, например, программирование перед поставкой новой конвейерной системы, а также инженерная работа по монтажу конвейеров обычно будет в десять раз меньше того, что требовалось ранее. Эта экономия в трудозатратах имеет место как при переделывании существующей конвейерной системы согласно изобретению, так и при сооружении новых установок. Даже существующие установки с системами управления разных типов могут быть переделаны на системы управления согласно изобретению.
Блок управления согласно изобретению выполняют с размерами для связи с блоками управления, принадлежащими максимальному числу примыкающих конвейеров. Следовательно, это означает, что блок управления выполняют с размерами для "наихудшего случая", который при использовании конвейерной системы для линии упаковки целлюлозы в кипы заключается в применении передвижного конвейера с пятью разными положениями, в каждом из которых имеется по два примыкающих конвейера. Аналогичный стандартизированный блок используют в простейшем случае, т.е. при применении прямого конвейера с одним примыкающим конвейером, но в этом случае лишь частично используется его производительность.
В системе управления согласно изобретению блок управления конвейера может быть, например, соединен непосредственно с блоками управления примыкающих к нему конвейеров или расположен для связи с блоками управления примыкающих конвейеров посредством шины. Укладка кабеля сводится до минимума, если используется шина для связи между конвейерами.
На каждом конвейере расположены устройства ввода и вывода данных, используемые для связи с двигателями, лампами, сигнальным оборудованием, средствами измерения и т. д. Устройства ввода подают данные о состоянии к блоку управления, а устройства вывода передают сигналы управления, поступившие от блока управления. Устройства ввода и вывода данных также могут быть стандартизированы.
В преимущественном варианте выполнения системы управления согласно изобретению каждый конвейер содержит блок управления, связной процессор и устройства ввода и вывода.
В другом варианте выполнения системы управления согласно изобретению блоки управления выполнены как программные модули в центральном компьютере, а связь с конвейерами осуществляется через связной процессор в центральном компьютере. В этом случае центральный компьютер содержит программный модуль для каждого конвейера. Этот программный модуль затем образует блок управления для рассматриваемого конвейера.
Ниже для дополнительного пояснения изобретения будут в качестве примера описаны варианты выполнения системы управления согласно изобретению со ссылкой на сопровождающие чертежи, на которых:
фиг.1 показывает часть конвейерной системы для упаковки целлюлозы в кипы и
фиг. 2-4 иллюстрируют принципиальную схему трех различных вариантов выполнения системы управления для конвейерной системы, показанной на фиг.1.
На фиг. 1 показана часть линии для упаковки целлюлозы в кипы с устройством 2 для разрезания, которое на фигуре находится далеко слева и от которого кипы транспортируются в стороны и поворачиваются поворотными конвейерами 7, 9 к конвейерам 4 или 5. На фигуре поворотные конвейеры 7, 9 показаны в положении ожидания для приема кип от устройства 2 для разрезания. Кипу транспортируют с конвейера 4 на конвейер 6 и затем на конвейеры 8 и 10.
Обведенная рамкой часть 11 после конвейера 10 содержит весы, упаковочный пресс и затем другой конвейер для транспортировки кипы к последующей оберточной машине 13. В оберточной машине 13 кипу обертывают в оберточный лист, подаваемый конвейерами 15, 20, 22, как это будет описано ниже.
За оберточной машиной 13 следует первая обвязочная машина 17, в которой кипу обвязывают проволокой 19. После обвязочной машины 17 расположены маркировочная машина 21 и машина для фальцовки 12 с поворотным столом для подъема и поворота кипы для фальцовки углов оберточного листа, после которой кипу подают ко второй обвязочной машине 23 для завершения обертывания посредством обвязывания проволокой 25, проходящей в другом направлении по сравнению с проволокой в первой обвязочной машине 17.
Для последовательного перемещения кип между вышеупомянутыми машинами для обертывания используются дополнительные конвейеры.
Эти операции обертывания, последующие операции сшивания скобками и дальнейшая обработка кип подробно не описываются.
Каждый конвейер имеет связь с блоком управления, который содержит устройства ввода и вывода, а также со средствами измерения. Данные о состоянии, поступающие от средств измерения, подаются к блоку управления через устройства ввода, а управляющие сигналы подаются от блока управления к конвейеру через устройства вывода.
Блок управления конвейера расположен так, как подробнее описано ниже, и имеет связь с блоками управления конвейеров, примыкающих к этому конвейеру. Каждый блок управления генерирует управляющую информацию, которая формируется на основании данных о состоянии своего собственного конвейера, а также на основании управляющей информации от примыкающих конвейеров. Таким образом, через блоки управления примыкающих конвейеров собирается управляющая информация, которая вместе со своими собственными данными о состоянии используется для формирования управляющих сигналов для управления своим собственным конвейером.
Таким образом, конвейер 6 получает управляющую информацию от конвейеров 4, 8, 14 и 15, а конвейер 8 получает управляющую информацию от конвейера 10, а также от конвейера 6 и т.д.
Можно представить нижеследующую последовательность, в которой исходным положением является нахождение кипы на конвейере 6, который должен дальше транспортировать кипу. Если блок управления для конвейера 6 получит управляющую информацию от блока управления для конвейера 8, что последний не способен принимать кипу, кипа будет перенесена с конвейера 6 на конвейер 14, если управляющая информация его блока управления покажет, что имеется пространство для нее, чтобы временно хранить ее на конвейере 14, 16 или 18. Предположим, что конвейеры 14 и 16 заняты, а конвейер 18 свободен. Тогда данные о состоянии конвейера 14 покажут, что он занят. Блок управления для конвейера 14 запрашивает блок управления для конвейера 16, имеется ли пространство. Данные о состоянии конвейера 16 показывают, что он занят. Блок управления для конвейера 16 запрашивает блок управления для конвейера 18, имеется ли пространство. Данные о состоянии конвейера 18 показывают, что он свободен. Блок управления для конвейера 18 передает управляющую информацию к блоку управления для конвейера 16, что конвейер 18 свободен. Блок управления для конвейера 16 передает управляющую информацию к блоку управления для конвейера 14, что имеется пространство. Блок управления для конвейера 14 передает управляющую информацию к блоку управления конвейера 6, что имеется пространство. Как только появляется пространство на конвейерах 8 и 10 для транспортировки кип для их последующего обертывания и дальнейшей обработки, а конвейер 4 и поворотный конвейер 7 оказываются свободными от кип, кипы возвращаются из временного хранения на конвейерах 14, 16, 18 к конвейеру 6 и т. д. Линия для упаковки кип обычно работает быстрее, чем устройство для разрезания, и поэтому временное хранение необходимо только в случае нарушений в работе линии по упаковке в кипы.
Схема, показанная на фиг.1, имеет спаренные линии по упаковке в кипы, при этом нижняя линия на фигуре аналогична линии, показанной в верхней части фигуры.
Оберточный материал подается между этими линиями посредством конвейеров 15, 20, 22 и 24. Подача оберточного материала является общей для обеих линий по упаковке в кипы.
На фиг. 2 показан вариант выполнения системы управления согласно изобретению, имеющий ряд блоков управления 26, 28, 30, каждый из которых расположен на конвейере. Каждый блок управления 26, 28, 30 непосредственно соединен с блоком управления примыкающих конвейеров через устройства ввода и вывода 32, 33, 34 и кабелями 36, 38.
Средства измерения 27, 29, 31, соединенные с устройствами ввода, определяют состояния конвейера и подают данные о состоянии к соответствующему блоку управления 26, 28, 30.
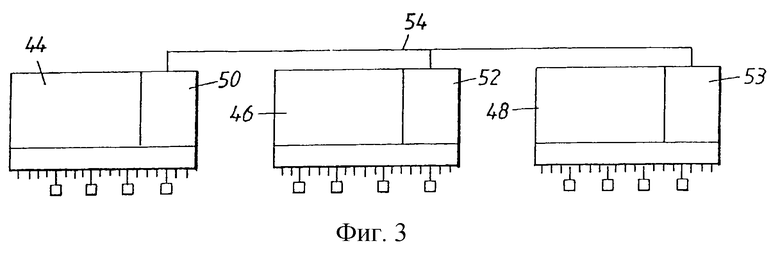
На фиг.3 показан вариант, в котором каждый из блоков управления 44, 46, 48 расположен на конвейере, а все они связаны друг с другом через связной процессор 50, 52, 53, расположенный на каждом конвейере, посредством шины 54.
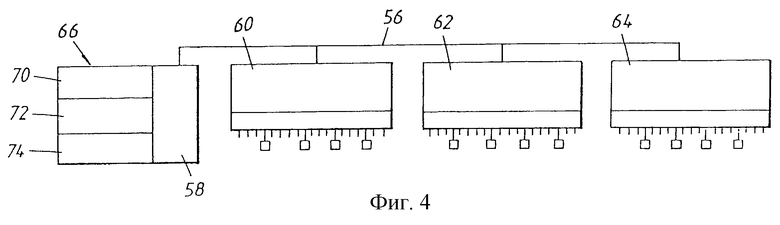
На фиг. 4 показан другой альтернативный вариант, в котором блоки управления 70, 72, 74 расположены в центральном компьютере 66, и где каждый конвейер располагает своим собственным блоком управления 70, 72, 74. Данные о состоянии каждого конвейера передаются с помощью связного процессора 60, 62, 64 через шину 56, через связной процессор 58 в центральный компьютер 66 к соответствующим блокам управления 70, 72, 74. Управляющие сигналы передаются к конвейерам от центрального компьютера 66 связным процессором 58 посредством шины 56 и через связные процессоры 60, 62, 64. В этом варианте управляющая информация передается непосредственно между блоками управления 70, 72, 74 в центральном компьютере 66. Кроме того, в этом варианте применяется повторяемость в центральном компьютере 66, т.е. блок управления каждого конвейера связан только с блоками управления своих примыкающих конвейеров.
В вариантах, приведенных в качестве примера на фиг.3 и 4, также содержатся устройства ввода, устройства вывода и средства измерения, описанные со ссылкой на фиг.2.
В системе управления согласно изобретению управляющая информация циклически передается между блоками управления. Следовательно, блоки управления постоянно обладают всей необходимой информацией, и вышеуказанные последовательности, описывающие, как передается информация, таким образом, протекают мгновенно.
Конвейерные системы для упаковочных линий вышеописанного типа обычно содержат конвейеры следующих типов: стационарный, поворотный, передвижной, стационарный с поворотным столом, наклоняемый, стационарный угловой перегрузчик, передвижной угловой перегрузчик.
Примеры сигналов, которые передаются для управления конвейерной системой: кипа на конвейере, положение 1 конвейера, положение 2 конвейера, положение 3 конвейера и т.д., положение 1 кипы, положение 2 кипы, положение 3 кипы и т.д., переднее положение 1 готовности приема кипы, переднее положение 2 готовности приема кипы, переднее положение 3 готовности приема кипы и т.д., заднее положение 1 готовности приема кипы, заднее положение 2 готовности приема кипы, заднее положение 3 готовности приема кипы и т.д., переднее положение 1 подачи кипы, переднее положение 2 подачи кипы, переднее положение 3 подачи кипы и т.д., заднее положение 1 подачи кипы, заднее положение 2 подачи кипы, заднее положение 3 подачи кипы и т.д. и конвейер вперед, конвейер назад, цепь вперед, цепь назад и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, СИСТЕМА И ВЫХОДЯЩАЯ СЕКЦИЯ ДЛЯ ПРОПИТКИ ЩЕПЫ | 2010 |
|
RU2537757C2 |
| СИСТЕМА И СПОСОБ ПОДАЧИ НАСОСОМ ЩЕПЫ В ВАРОЧНЫЙ КОТЕЛ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2010 |
|
RU2539339C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СПРЕССОВЫВАНИЯ УДЛИНЕННОЙ СТОПЫ ФАЛЬЦОВАННЫХ САНИТАРНО-ГИГИЕНИЧЕСКИХ БУМАЖНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2740231C1 |
| ВЫРАВНИВАНИЕ НАГРУЗКИ МЕЖДУ РАБОЧИМИ ЗОНАМИ СИСТЕМЫ | 2017 |
|
RU2746683C2 |
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАБОЧИМИ БЛОКАМИ УПАКОВОЧНОЙ МАШИНЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2587052C2 |
| СИСТЕМА УПРАВЛЕНИЯ ТРАНСПОРТНЫМ СРЕДСТВОМ | 2012 |
|
RU2601837C2 |
| СИСТЕМА УПРАВЛЕНИЯ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2006 |
|
RU2385447C2 |
| Система и способ выявления аномалий в киберфизической системе | 2022 |
|
RU2800740C1 |
| СИСТЕМА ФЛИТ МЕНЕДЖМЕНТА | 2007 |
|
RU2461066C2 |
| Системы и способы определения пола и оценивания состояния здоровья только что вылупившихся цыплят | 2020 |
|
RU2816757C1 |

Изобретение относится к управлению конвейерной системой, содержащей множество конвейеров. Техническим эффектом изобретения является повышение точности управления системой за счет сокращения инженерной работы и, следовательно, расходов. Для этого управление конвейерной системой, содержащей множество конвейеров, каждый из которых располагает блоком управления, осуществляют в соответствии с данными о состоянии конвейеров. Каждый конвейер имеет связь только с примыкающими к нему конвейерами, которые, в свою очередь, имеют связь только с примыкающими к ним конвейерами и т.д. Связь охватывает блоки управления каждого конвейера, передающего и принимающего управляющую информацию. При этом указанная информация формируется на основании собственных данных о состоянии конвейера и управляющей информации от примыкающих к нему конвейеров. Управляющие сигналы для управления конвейером формируются на основании собственных данных о состоянии конвейера и управляющей информации, полученной блоком управления конвейера от блоков управления примыкающих конвейеров. Блоки управления могут быть стандартизированы и выполнены с размерами для связи с максимальным числом примыкающих конвейеров. Установка для упаковки целлюлозы в кипы содержит конвейерную систему, имеющую такую систему управления. 3 с. и 6 з.п.ф-лы, 4 ил.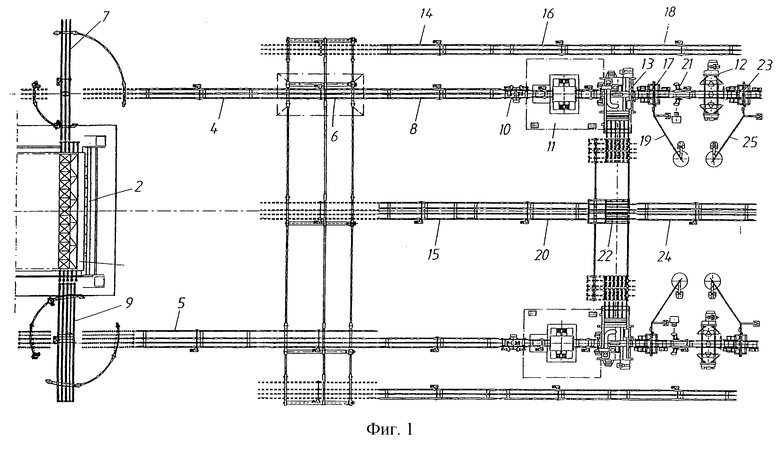
| Устройство преобразования видеосигнала в сигналы цветности | 1976 |
|
SU678715A1 |
| Устройство для управления электроприводами разветвленных конвейерных линий | 1971 |
|
SU485533A1 |
| Устройство для управления конвейерной системой | 1979 |
|
SU878686A1 |
| Способ управления конвейерной линией | 1984 |
|
SU1244053A1 |
| Способ управления конвейерной линией | 1982 |
|
SU1500583A1 |
| DE 4115327 A1, 12.11.1992 | |||
| US 5213201 A, 15.05.1993 | |||
| Способ исследований процессов размыва грунта | 1978 |
|
SU779502A1 |

