Изобретение относится к области обработки металлов резанием и может быть использовано на станках токарной группы. Особенно перспективным представляется применение изобретения при обработке деталей из жаропрочных и титановых сплавов, а также других труднообрабатываемых материалов.
Известны конструкции режущих инструментов и приспособлений для его установки на станках [1, 2], которые позволяют вести обработку деталей с вибрацией инструмента. Правильно выбирая параметры вибрационного движения, можно добиться ее положительного влияния на процесс резания металла, например, уменьшить адгезионные явления в зоне стружкообразования, которые оказывают отрицательное влияние на стойкость режущего инструмента и качество обработанной поверхности. Предпочтительным является использование тангенциальной (вдольлезвийной) вибрации, так как она оказывает наименьшее влияние на упругую систему металлорежущего станка.
Недостатком этих инструментов является то, что их режущая кромка (лезвие) постоянно контактирует с обрабатываемым материалом одним и тем же участком, что вызывает достаточно быстрый его износ.
Известны конструкции ротационных резцов [3, 4], позволяющие повысить производительность обработки резанием с одновременным улучшением эксплуатационных показателей обработанных деталей и повышением стойкости резцов. Это достигается применением режущей части в виде тела вращения (обычно в виде чашки), поворот которой во время резания осуществляется за счет движения вращения обрабатываемой детали. Значительно реже используется дополнительный привод для приведения во вращение (непрерывное или периодическое) режущей части ротационного инструмента. Вращение режущей части приводит к смене работающего участка режущей кромки и повышению стойкости инструмента. Кроме этого, уменьшаются силы резания и трения.
Недостатком этих конструкций инструмента является отсутствие вибрационного движения их режущей части, что не позволяет еще больше снизить величину сил резания и трения, а также уменьшить адгезионные явления на площадках контакта инструмента с заготовкой и сходящей стружкой.
Наиболее близкой к заявляемому изобретению является конструкция ротационного резца с двумя радиально-упорными подшипниками [3, с.179, рис.9.1а]. Такой резец содержит шпиндель с закрепленной на нем режущей частью. Шпиндель установлен в корпусе на двух радиально-упорных подшипниках. Недостатком такой конструкции является невозможность сообщения вибрационного движения (в том числе тангенциального) режущей части инструмента.
Задачей изобретения является повышение стойкости резца и уменьшение сил резания. Технический результат - создание конструкции ротационного резца, режущая часть которого кроме вращения получает вибрационное движение вдоль лезвия (тангенциальную вибрацию).
Для решения этой задачи предложен виброротационный резец, в котором на шпинделе с режущей частью, установленном на подшипниках в корпусе, расположено ходовое колесо, связанное со шпинделем упругими элементами. Ходовое колесо входит в состав спускового регулятора, который содержит также анкер с палеттами, жестко соединенный с балансом. Баланс вращается на оси, установленной в корпусе. Между балансом и корпусом установлена пружина.
За счет того, что шпиндель связан с ходовым колесом спускового регулятора, он (вместе с режущей частью) будет вращаться с периодическими остановками. (Вращательное движение шпиндель получает от вращающейся детали, контактирующей с режущей частью в процессе обработки.) За счет того, что шпиндель связан с ходовым колесом не жестко, а с помощью упругих элементов, во время таких остановок он будет совершать колебательное вращательное движение высокой частоты, имеющее автоколебательную природу. Таким образом, режущая часть ротационного резца (вместе со шпинделем) будет иметь высокочастотную тангенциальную вибрацию, сочетающуюся с вращением, происходящим с невысокой средней скоростью. Это приводит к увеличению стойкости режущего инструмента (его режущей части) и уменьшению сил резания за счет уменьшения адгезионных явления на контактных площадках инструмента.
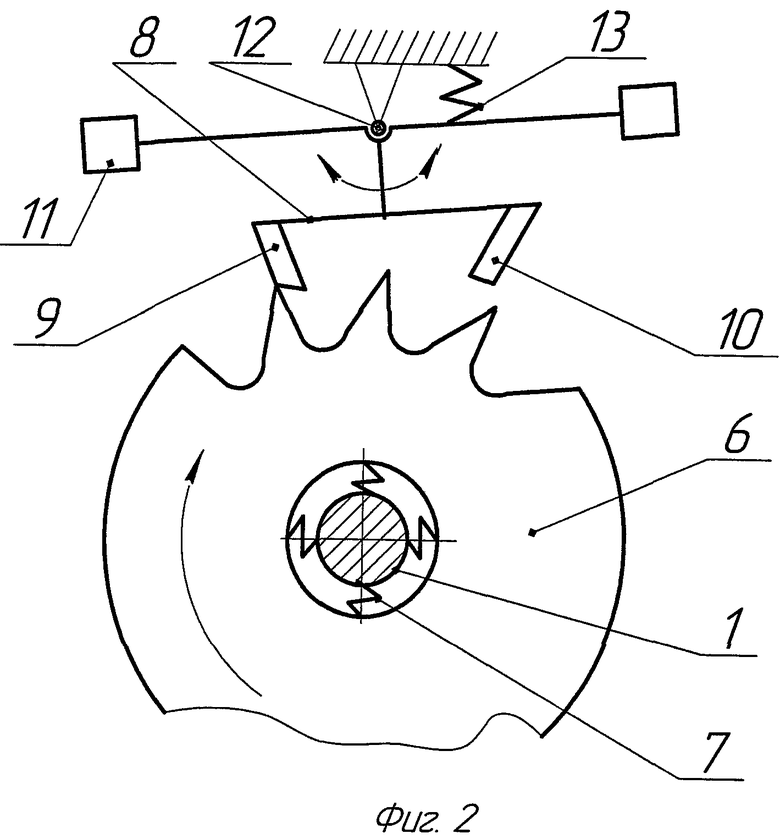
На фиг.1 изображена схема виброротационного резца, а на фиг.2 - спусковой регулятор, ходовое колесо которого соединено со шпинделем с помощью упругих элементов.
Виброротационный резец состоит из шпинделя 1 с закрепленной на нем режущей частью 2. Шпиндель 1 установлен в корпусе 3 на двух подшипниках 4 и 5. На шпинделе расположено ходовое колесо 6, которое от свободного поворота относительно шпинделя фиксируется с помощью упругих элементов 7. Ходовое колесо 6 входит в состав спускового регулятора с собственными колебаниями [5, с.118-121], который содержит также анкер 8 с палеттами 9 и 10, жестко соединенный с балансом 11, качающимся на оси 12, установленной в корпусе 3. Восстанавливающая сила при колебаниях баланса создается пружиной 13. (Упругие элементы 7 имеют большую жесткость, достаточную для того, чтобы частота колебаний шпинделя относительно остановленного ходового колеса находилась в пределах 150-3000 Гц. Эти частоты характерны для автоколебаний инструмента при резании металлов [1]. Момент инерции баланса 11 и жесткость пружины 13 подбираются таким образом, чтобы частота колебаний баланса составляла около 0,5-1 Гц.) Режущая часть 2 взаимодействует с обрабатываемой деталью 14.
Работает виброротационный резец следующим образом. При установке (на токарном станке) виброротационного резца таким образом [4], чтобы ось вращения его шпинделя 1 не была перпендикулярна оси вращения обрабатываемой детали 14, на режущую часть 2 резца (и жестко связанный с ней шпиндель) будет передаваться вращающий момент от детали. Шпиндель будет поворачиваться вместе с ходовым колесом 6, приводя через анкер 8 с палеттами 9 и 10 в колебательное движение баланс 11. Характер взаимодействия палетт 9 и 10 с зубьями ходового колеса 6 таков [5, с.118-121], что пока палетта находится во впадине зубьев, колесо не вращается. Оно вращается лишь при переходе баланса и анкера (в своем качательном движении) через среднее положение. В этот момент происходит передача импульса от ходового колеса (через одну из палетт 9 или 10) балансу 11 для восполнения потерь энергии колебательного движения баланса. За полный период колебаний баланса ходовое колесо поворачивается на один угловой шаг, а балансу дважды сообщается подталкивающий импульс. Таким образом, спусковой регулятор обеспечивает периодические остановки и движение ходового колеса. Так как упругие элементы 7 имеют большую жесткость, такое же движение будет совершать и шпиндель.
Во время остановки ходового колеса 6 шпиндель 1 (с режущей частью 2) приходит в колебательное движение высокой частоты (150-3000 Гц) на упругих элементах 7 относительно положения своего статического равновесия. Причиной его возникновения является неустойчивость [6, с.159] упругой системы «станок-приспособление-инструмент-деталь» при падающей характеристике «сила резания в зависимости от скорости резания» [7, с.208; 8, с.60].
При остановленном ходовом колесе 6 упругие элементы 7 деформируются под действием вращающего момента МВР, который передается на шпиндель 1 виброротационного резца от вращающейся обрабатываемой детали 14. Этот момент тем больше, чем больше сила резания. Любой случайный импульс, выводящий шпиндель из этого положения статического равновесия, приводит к возникновению и последующему нарастанию крутильных колебаний шпинделя, установленного в подшипниках 3 и 4.
Действительно, если колебательное движение шпинделя направлено в сторону действия МВР, то относительная скорость детали 14 и режущей части 2 уменьшается, то есть уменьшается скорость резания, а это приводит к увеличения силы резания. Из-за этого увеличивается МВР, что приводит к еще большей деформации упругих элементов, то есть к увеличению амплитуды колебаний. Если же при своих колебаниях шпиндель движется (под действием разжимающихся упругих элементов 7) против направления действия МВР, то это приводит к увеличению скорости резания, что вызывает уменьшение силы резания, а значит и уменьшение МВР. Это вызывает еще большее разжатие упругих элементов, то есть вновь приводит к возрастанию амплитуды колебаний. Таким образом, происходит нарастание амплитуды колебаний шпинделя виброротационного резца до некоторой величины, определяемой наступлением энергетического баланса в колебательной системе. Режущая часть при этом будет вибрировать вдоль своего лезвия. (Такая тангенциальная вибрация режущего лезвия, выполненного в виде окружности, не приведет к увеличению шероховатости обработанной поверхности, как в случае обработки резцом с прямолинейной режущей кромкой.)
В результате, применение спускового регулятора и введение упругой связи между его ходовым колесом и шпинделем позволили создать вибротангенциальное движение режущей части резца и ее периодическое вращение. Такое движение режущей части приводит к увеличению стойкости инструмента и уменьшению сил резания.
Литература
1. Жарков И.Г. Вибрации при обработке лезвийным инструментом.- Л.: Машиностроение. Ленингр. отд-е, 1986.
2. Шаповал В.Н. и др. Вибрационные приводы в металлообработке / В.Н.Шаповал и др. - К.: Техника, 1983.
3. Ящерицын П.И., Борисенко А.В., Дривотин И.Г., Лебедев В.Я. Ротационное резание металлов. - Мн.: Наука и техника, 1987.
4. Ящерицын П.И., Еременко М.Л., Жигалко Н.И. Основы резания металлов и режущий инструмент. Минск, «Вышэйшая школа», 1975.
5. Прикладная механика. Учебное пособие для вузов. Под ред. В.М.Осецкого. Изд. 2-е, перераб и доп. М., «Машиностроение», 1977.
6. Пановко Я.Г. Основы прикладной теории колебаний и удара. Изд. 3-е, доп. и перераб. Л., «Машиностроение» (Ленингр. отд-е), 1976.
7. Бобров В.Ф. Основы теории резания металлов. М., Машиностроение, 1975.
8. Основы учения о резании металлов и режущий инструмент. С.А.Рубинштейн и др., М., Машиностроение, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| Ротационный резец | 1985 |
|
SU1247172A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |

Виброротационный резец содержит корпус, шпиндель, установленный в корпусе на двух подшипниках, с закрепленной на нем режущей частью. Для повышения стойкости и уменьшения сил резания он снабжен спусковым регулятором, содержащим ходовое колесо, установленное на шпинделе и соединенное с ним при помощи упругих элементов, анкер с палеттами, взаимодействующими с зубьями ходового колеса, жестко связанный с балансом, установленным на оси, закрепленной в корпусе, и пружину, установленную между балансом и корпусом. 2 ил.
Виброротационный резец, содержащий корпус и шпиндель с закрепленной на нем режущей частью, установленный в корпусе на двух подшипниках, отличающийся тем, что он снабжен спусковым регулятором, содержащим ходовое колесо, установленное на шпинделе и соединенное с ним при помощи упругих элементов, анкер с палеттами, взаимодействующими с зубьями ходового колеса, жестко связанный с балансом, установленным на оси, закрепленной в корпусе, и пружину, установленную между балансом и корпусом.
| Карусель | 1980 |
|
SU917848A1 |
| Державка для крепления режущих пластин | 1949 |
|
SU86739A1 |
| Державка для круглых поворотных чашечных резцов | 1961 |
|
SU141716A1 |
| Чашечный резец | 1989 |
|
SU1704936A1 |
| US 3063132 A, 13.11.1962. | |||

