Изобретение относится к области изготовления алмазного инструмента, предназначенного для резки и обработки природного камня, керамических строительных и других материалов.
Наиболее распространенная технологическая схема изготовления алмазного инструмента на металлической связке включает экстремальные методы консолидации, такие как горячее прессование или спекание под давлением [Верещагин В. А. , Журавлев В.В. Композиционные алмазосодержащие материалы и покрытия. Минск: "Навука i тэхника", 1991, 208с.]. Эти технологии требуют оснащения специальным высокоэнергетическим производственным оборудованием и не во всех цехах порошковой металлургии возможна их реализация. В другой группе технологий активация спекания обеспечивается за счет инфильтрации металлическими сплавами свободнонасыпанных или спрессованных алмазосодержащих смесей [А.с. СССР 346097, патент РФ 2148490].
В качестве прототипа выбран способ изготовления алмазного инструмента, включающий приготовление шихты, механическое легирование шихты фосфором, ее отжиг, смешивание с никелем, карбидом титана и алмазными зернами, грануляцию, прессование после грануляции и спекание при 850oС, совмещенное с инфильтрацией (патент РФ 2148490).
Недостатками этого способа являются высокая доля мягкой и непрочной бронзовой структурной составляющей в готовом изделии, изменение размеров прессовки после спекания с инфильтрацией ввиду высокой пористости прессовки и большого количества жидкой фазы, а также возможная графитизация поверхности алмаза при контакте с медью, которая может привести к ослаблению связи на границе алмаз-матрица.
Заявляемый способ обеспечивает повышение точности размеров и формы изделия, позволяет изготавливать изделия не только простой, но и сложной формы (втулки, многослойные изделия), повысить механические, режущие свойства, снизить затраты на материалы, обеспечить стабильность свойств поверхности алмазного сырья и прочность контакта алмаз-матрица при спекании.
Предлагаемый способ изготовления алмазного инструмента, включающий приготовление шихты, механическое легирование шихты фосфором, ее отжиг, смешивание с никелем, карбидом титана и алмазными зернами, грануляцию, прессование после грануляции и спекание при 850oС, отличается тем, что прессование производится в два этапа с промежуточным отжигом прессовок. При этом отжиг прессовок производят при температуре 500-600oС.
Двухстадийное прессование, предусматривающее вторичное прессование (калибровку) отожженных прессовок, обеспечивает увеличение плотности изделий, повышение точности размеров и формы. Последующее спекание производится без инфильтрации. Исключение инфильтрации позволяет избежать изменения размеров при спекании. Активация спекания обеспечивается за счет образования жидкой фазы (в значительно меньшем, но достаточном количестве) в механоактивированной системе железо-никель-углерод-фосфор, поэтому инфильтрация при спекании становится необязательной. Кроме того, исключение инфильтрации позволит снизить трудоемкость процесса, так как операция наложения брикетов инфильтрата на прессовку ручная, и полностью автоматизировать процесс.
Сущность способа поясняется следующим примером конкретного исполнения:
- смесь, состоящую из 5,6 маc.% феррофосфора, 0,8 мас.% углерода и 93,6% железа, подвергали механическому легированию в планетарной мельнице до размера частиц 4-6 мкм, затем отжигали в восстановительной атмосфере при температуре 700oС 4 часа,
- к 67,5 г механически легированной смеси добавляли 12,5 г синтетических алмазов, 8 г карбида титана, 12 г никеля, перемешивали в смесителе со смещенной осью вращения, полученную смесь гранулировали с 7-%-ным водным раствором поливинилового спирта,
- гранулированную смесь прессовали при давлении 200 МПа,
- прессовки отжигали при температуре 550oС 2 часа в восстановительной атмосфере,
- отожженные прессовки прессовали при давлении 400 МПа,
- спекание производили в восстановительной атмосфере 850oС 4 часа.
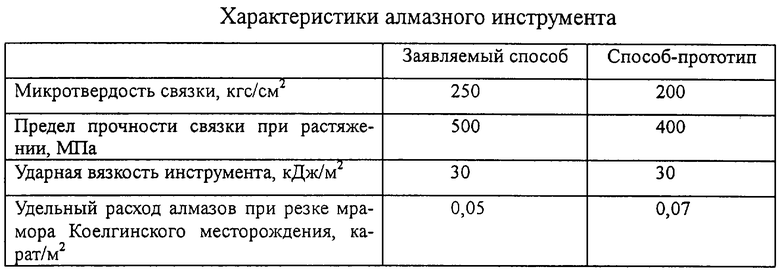
Свойства алмазного инструмента, полученного заявляемым способом и по спообу-прототипу, представлены в таблице.
Из таблицы видно, что заявляемый способ позволяет получить алмазный инструмент с улучшенными свойствами.
Таким образом, предлагаемый способ позволяет повысить точность размеров и формы изделия, расширить ассортимент, повысить механические и режущие свойства, снизить затраты на цветные металлы и трудоемкость производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2165910C2 |
| СПОСОБ СИНТЕЗА ФУЛЛЕРЕНСОДЕРЖАЩИХ ФАЗ | 2000 |
|
RU2188249C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ СТАЛЕЙ | 1999 |
|
RU2198765C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 1999 |
|
RU2191759C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1998 |
|
RU2148490C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНОЙ КОМПОЗИЦИОННОЙ СИСТЕМЫ | 2003 |
|
RU2232213C1 |
| ДЫХАТЕЛЬНАЯ СИСТЕМА РЕЗЕРВУАРА ДЛЯ ЛЕГКОИСПАРЯЮЩИХСЯ ЖИДКОСТЕЙ | 1999 |
|
RU2181336C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1983 |
|
SU1142979A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 2020 |
|
RU2759858C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
Изобретение может быть использовано для изготовления инструмента, предназначенного для резки и обработки природного камня, керамических строительных материалов и др. Способ включает приготовление шихты, механическое легирование ее фосфором, отжиг, смешивание с никелем, карбидом титана и алмазными зернами, грануляцию, прессование после грануляции и спекание при 850oС. Прессование ведут в два этапа с промежуточным отжигом. Изобретение позволяет повысить точность размеров и формы изделия. 1 з.п. ф-лы, 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1998 |
|
RU2148490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 0 |
|
SU346097A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ ИЗДЕЛИЙ | 1970 |
|
SU419367A1 |
| DE 1950880, 18.06.1970. | |||

