Изобретение относится к восстановлению валов, а именно к способам постановки дополнительной ремонтной детали.
Известен способ восстановления изношенных шеек валов постановкой дополнительной ремонтной детали, при котором производят механическую обработку изношенных шеек под ремонтные размеры, наносят на их поверхность клеевую композицию, устанавливают разрезные ремонтные оболочки, прижимают их к шейкам и шлифуют в номинальный размер после отвердения клея (а.с. СССР 1734957, Кл. В 23 Р 6/00).
Недостатком способа является большая длительность процесса, а также необходимость применения клеевой композиции.
В качестве ближайшего аналога выбран способ ремонта валов постановкой дополнительной ремонтной детали, сущность которого заключается в обработке шеек вала под дополнительную ремонтную деталь, изготовлении ремонтной детали, напрессовке ее и механической обработке, при необходимости - с дополнительным закреплением ремонтной детали (Петров Ю.Н. Основы ремонта машин - М.: Колос, 1972. - 378-379 с.).
Недостатком этого способа является невозможность постановки дополнительной детали на изношенные шейки вала без предварительной обработки поверхности всего вала, а так же в некоторых случаях - необходимость ее закрепления от осевых перемещений.
Техническим результатом, на решение которого направленно изобретение, является расширение технологических возможностей при восстановлении изношенных шеек роторов турбокомпрессоров за счет устранения необходимости обработки всей поверхности вала, а так же улучшение качества ремонта и снижение трудоемкости.
Указанный технический результат достигается тем, что в предлагаемом способе восстановления изношенных шеек роторов турбокомпрессоров поверхность ротора, а именно непосредственно изношенные шейки ротора, подвергают механической обработке, а дополнительная ремонтная деталь изготавливается из материала с эффектом памяти формы (ЭПФ), например никелида титана. Внутренний диаметр дополнительной ремонтной детали выполняется по прессовой посадке к обработанной изношенной поверхности, затем деталь раздается до диаметра, обеспечивая переходную посадку к неизношенной поверхности ротора турбокомпрессора. После установки дополнительной ремонтной детали на изношенную шейку ротора сборку нагревают до температуры обратного мартенситного превращения.
Данный способ восстановления изношенных шеек роторов турбокомпрессоров позволяет производить постановку дополнительной ремонтной детали путем обработки только самих изношенных поверхностей шеек, при этом отпадает необходимость ее закрепления.
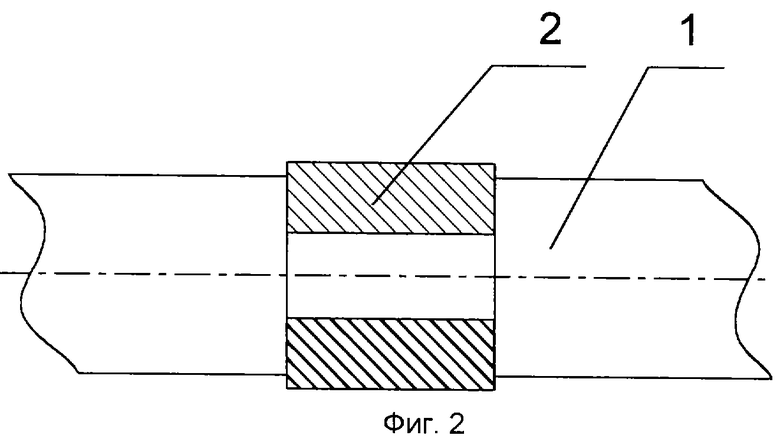
Сущность изобретения поясняется чертежом, где на фиг.1 показана дополнительная ремонтная деталь 2, расположенная на изношенной шейке ротора турбокомпрессора 1 и выполненная по переходной посадке к неизношенной поверхности ротора; на фиг.2 - дополнительная ремонтная 2 на изношенной шейке ротора 1 с восстановленной геометрической формой после ее нагрева.
Пример реализации способа.
Изготавливается дополнительная ремонтная деталь 2 из материала с ЭПФ, например никелида титана (сплав ТН-1 54.7% Ni, остальное Ti), причем внутренний диаметр дополнительной ремонтной детали выполняется по прессовой посадке dпp к обработанной изношенной шейке ротора турбокомпрессора 1, затем деталь раздается до диаметра dпep, обеспечивая переходную посадку к неизношенной поверхности ротора. Далее дополнительную ремонтную деталь устанавливают на изношенную поверхность и после сборку нагревают выше температуры As (в данном случае - выше 150oС), при которой происходит обратное превращение в исходную β-фазу (самопроизвольное восстановление исходной формы и соответственно - диаметра). Обеспечив посадку, осуществляют механическую обработку дополнительной ремонтной детали.
Применение предлагаемого способа позволяет расширить технологические возможности при восстановлении изношенных шеек роторов турбокомпрессоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ВАЛ ИЛИ ВТУЛКА ИЛИ ПОСАДОЧНЫХ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2323809C2 |
| СПОСОБ РЕМОНТА КОРПУСОВ ШЕСТЕРЕННЫХ НАСОСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102214C1 |
| СПОСОБ РЕМОНТА ГИДРАВЛИЧЕСКИХ ДВИГАТЕЛЕЙ | 2003 |
|
RU2238425C1 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ СОЕДИНЕНИЯ ЩЕК КРИВОШИПОВ С КОРЕННЫМИ И ШАТУННЫМИ ШЕЙКАМИ | 2001 |
|
RU2199037C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕСТЕРЕН | 1996 |
|
RU2110387C1 |
| Способ ремонта шестеренных гидронасосов | 1990 |
|
SU1729724A1 |
| Способ ремонта упрочненных индукционной закалкой коленчатых валов двигателей внутреннего сгорания | 2017 |
|
RU2673900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ | 2003 |
|
RU2256108C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2287416C1 |
Изобретение относится к восстановлению валов. Способ включает механическую обработку поверхности ротора, изготовление дополнительной ремонтной детали, посадку ее на изношенную шейку ротора с последующей механической обработкой. Механической обработке подвергают непосредственно изношенные шейки ротора. Дополнительную ремонтную деталь изготавливают из материала с эффектом памяти формы, например никелида титана. Причем внутренний диаметр дополнительной ремонтной детали выполняют по прессовой посадке к предварительно обработанной изношенной поверхности ротора турбокомпрессора. После установки дополнительной ремонтной детали на изношенную шейку ротора сборку нагревают до температуры обратного мартенситного превращения. Изобретение позволит устранить необходимость обработки всей поверхности вала, а также улучшить качество ремонта и снизить трудоемкость. 1 з.п. ф-лы, 2 ил.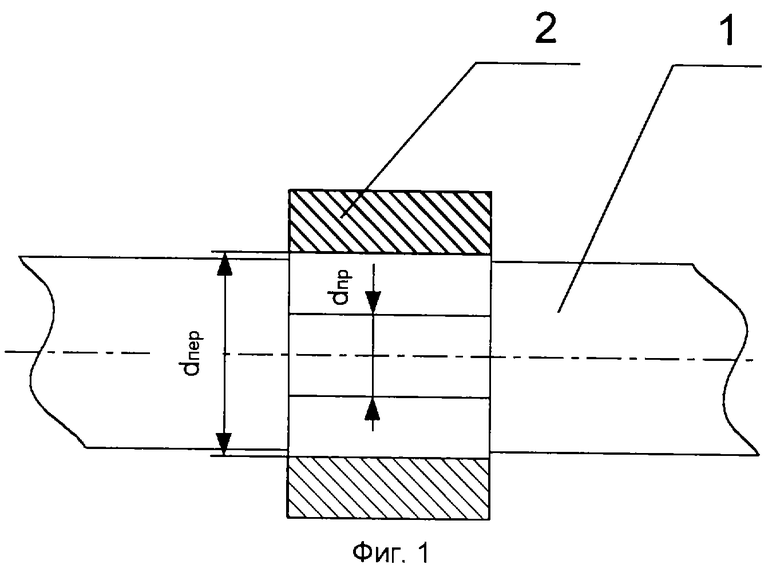
| Способ восстановления изношенных шеек валов | 1983 |
|
SU1207666A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ восстановления изношенных шеек валов | 1990 |
|
SU1734957A1 |
| Устройство для раскладки зеленого солода в ярусных горизонтальных сушилках | 1960 |
|
SU142985A1 |

