Изобретение относится к способам управления процессом струйно-абразивной обработки (СОА) и может применяться для создания двойной шероховатости с равным шагом между масляным микрокарманами на поверхностях деталей.
В качестве наиболее близкого аналога выбран способ контроля и управления процессом струйно-абразивной обработки поверхности деталей путем регулирования рабочих скоростей абразива, где в качестве контролирующего параметра выбирают рабочие скорости и контроль осуществляют, сопоставляя рабочие и критические скорости в зависимости от чистоты обрабатываемой поверхности, а управление осуществляют регулированием рабочих скоростей абразива. Для этого определяют технологические параметры процесса в соответствии с фракционным составом абразива (см. а.с. СССР 852517, кл. В 24 С 1/00, 07.08.1981).
Недостатком указанного способа является невозможность получения двойной шероховатости с равным шагом между масляными микрокарманами и регулирования относительной площади, занимаемой масляными микрокарманами, которую целесообразно изменять в зависимости от условий эксплуатации детали. В ГОСТе 24773-81 на частично-регулярный микрорельеф (ЧРМР) поверхности указывается, что площадь, занимаемая ЧРМР, может изменяться в пределах 5-90% от номинальной площади в зависимости от условий эксплуатации детали.
Техническим результатом изобретения является получение двойной шероховатости с равным шагом между масляными микрокарманами.
Указанный результат достигается тем, что в двухфазной струе создают поверхности с помощью регулируемой начальной закрутки двухфазной струи z0, которая определяется как отношение тангенциального Qτ и осевого Qо расходов воздуха в рабочем сопле (z0 = Qτ/Qo), при этом шаг S - расстояние между масляными микрокарманами определяют по формуле
S/d=k•z0,
где S - шаг между масляными микрокарманами;
z0 - начальная закрутка двухфазной струи (z0 = Qτ/Qo);
d - зернистость абразива (мкм);
Qτ - расход воздуха через тангенциальный патрубок, (м3/с), (управляющее воздействие);
Qо - расход воздуха через осевой патрубок, (м3/с);
k - коэффициент пропорциональности; k - изменяется от 2 до 10 при изменении размера зерна абразива от 5 до 120 мкм и расстоянии от сопла х=40 мм.
На фиг. 1 показана технологическая установка для осуществления предлагаемого способа.
Технологическая установка состоит из сопла 1, патрубков 2 - для осевой подачи воздуха, 3 - для подачи абразива, 4 - для тангенциальной подачи воздуха (управляющее воздействие), 5 - емкости с абразивом с отверстием 6. Цифрой 7 обозначены частицы абразива, 8 - обрабатываемая поверхность, х - расстояние между срезом сопла 1 и обрабатываемой поверхностью 8, Qо - расход воздуха через осевой патрубок 2, QА - расход атмосферного воздуха (не учитывается), Qτ - расход воздуха через тангенциальный патрубок 4 (управляющее воздействие), с - концентрация абразива.
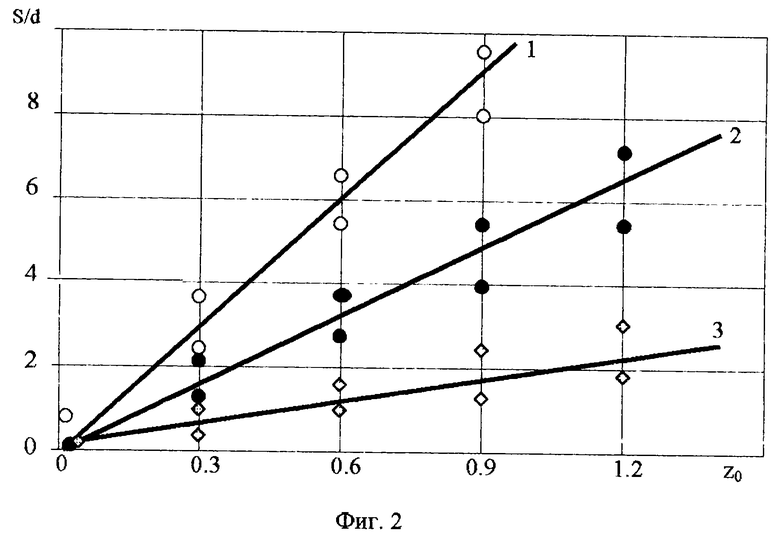
На фиг.2 показан график изменения относительного шага S/d масляных микро-карманов от изменения начальной закрутки двухфазной струи z0, для абразивов: 1-12 (размер зерна d=100-120 мкм), 2 - М40 (d=28-40 мкм), 3 - М5 (d=3-5 мкм).
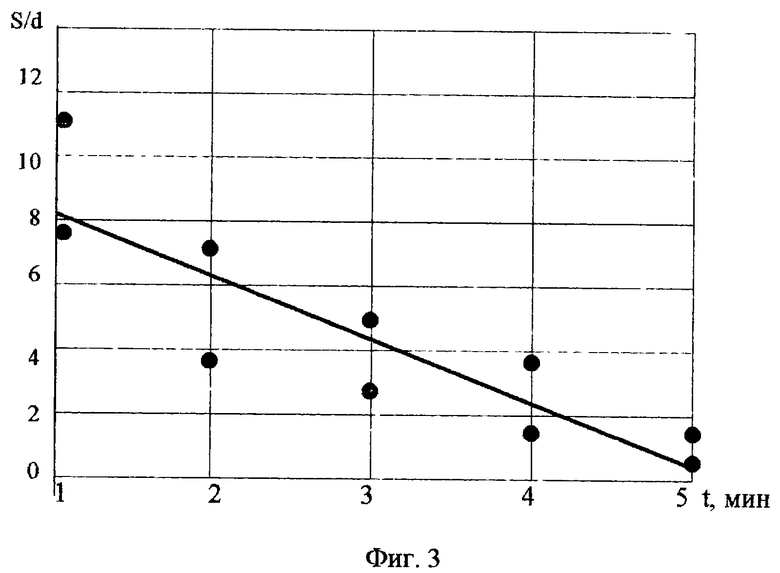
На фиг.3 показан график изменения относительного шага S/d масляных микрокарманов от времени обработки t, М40, х=40 мм, z0=0,6.
Принцип работы.
При движении двухфазной струи без управляющего воздействия (Qτ = 0) абразив группируется в ее осевой зоне по закону, близкому к закону нормального распределения Гаусса (фиг.1, эпюра В). При подаче управляющего воздействия Qτ изменяется вектор скорости двухфазной струи и абразив под действием центробежных сил перемещается к периферии двухфазной струи, вследствие чего его концентрация по сечению становится равномерной (фиг.1, эпюра D), что приводит к получению равномерного шага S между масляными микрокарманами на обрабатываемой поверхности 8 (фиг.1, выноска I).
Пример.
При подаче сжатого воздуха из патрубка 2 в сопло 1 в патрубке 3 создается разряжение, при этом воздух из атмосферы проходит через отверстие 6 и создает поток в емкости 5 и патрубке 3, за счет чего абразив из емкости 5 поступает в сопло 1. Сжатый воздух, подаваемый через патрубок 4 (управляющее воздействие), придает двухфазной струе, находящейся в сопле 1, вращательное движение вокруг ее оси, интенсивность которого зависит от величины z0 = Qτ/Qo. Изменяя значение z0, возможно получение равномерной по сечению струи концентрации абразива с заданным расстоянием между частицами абразива при их подлете к обрабатываемой поверхности, на которой будет получен заданный шаг S между масляными микрокарманами.
Эксперимент проводился при следующих значениях переменных: сопло с диаметром входного патрубка 2=3 мм, диаметр на выходе сопла - 6 мм, абразивы - 12, М40, М5, расход абразива 2 г/с (расход абразива учитывался экспериментально путем подсчета количества зерен на 1 мм2), расстояние от среза сопла до обрабатываемой поверхности х= 40 мм, время обработки t=4 с, постоянный суммарный расход воздуха QΣ = 16•10-4 м3/с, тангенциальный расход Qτ изменялся от 0 до 6•10-4 м3/с. Результаты эксперимента приведены на фиг.2.
При постоянном расходе абразива и определенной начальной закрутке двухфазной струи расстояние между масляными микрокарманами можно изменять, также и временем обработки, фиг.3.
Изобретение относится к области абразивной обработки и может быть использовано при производстве прецизионных пар трения, преимущественно деталей топливной аппаратуры дизелей. На обрабатываемой поверхности детали создают масляные микрокарманы, расположенные с заданным равномерным шагом, для чего управляют концентрацией абразива в двухфазной струе при подлете его к детали путем регулирования начальной закрутки струи в рабочем сопле. Приведена расчетная формула, позволяющая определить шаг между карманами в зависимости от расхода воздуха через осевой и тангенциальный патрубки рабочего сопла и зернистости абразива. Такие действия увеличивают срок службы деталей машин. 3 ил.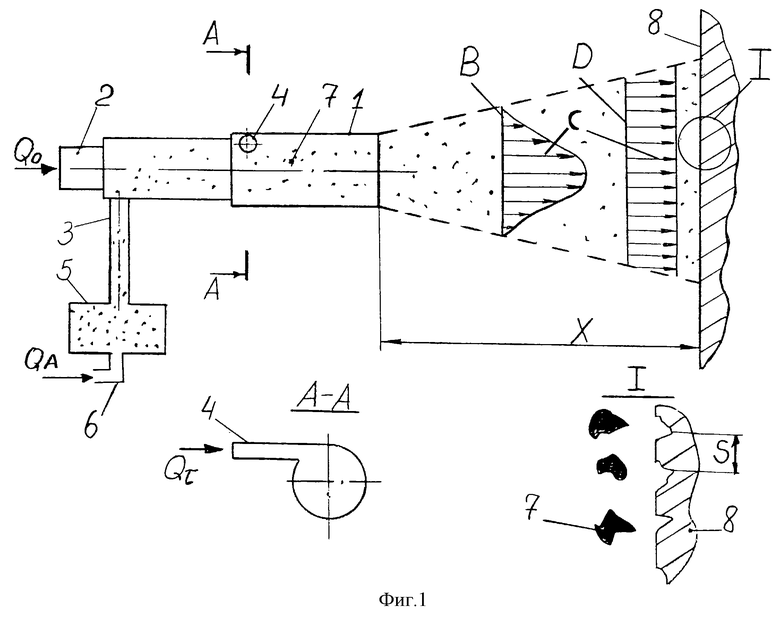
Способ управления процессом струйно-абразивной обработки деталей, включающий контроль и управление по меньшей мере одним из параметров режима обработки, отличающийся тем, что в качестве упомянутого параметра выбирают концентрацию абразива в двухфазной струе при подлете его к обрабатываемой поверхности, на которой образуют масляные микрокарманы с заданным шагом, при этом управление концентрацией абразива осуществляют путем регулирования начальной закрутки двухфазной струи в рабочем сопле, а шаг между масляными микрокарманами определяют из условия
S/d= k•z0,
где S - шаг между масляными микрокарманами;
d - зернистость абразива, мкм;
k - коэффициент пропорциональности, изменяемый от 2 до 10 при изменении размера зерна абразива от 5 до 120 мкм и при расстоянии между срезом рабочего сопла и обрабатываемой поверхностью, равном 40 мм;
z0 - начальная закрутка двухфазной струи в рабочем сопле, равная Qτ/Qo;
Qτ - расход воздуха через тангенциальный патрубок рабочего сопла - управляющее воздействие, м3/с;
Qo - расход воздуха через осевой патрубок рабочего сопла, м3/с.
| Способ контроля и управленияпРОцЕССОМ АбРАзиВОСТРуйНОйОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1972 |
|
SU852517A1 |
| Способ струйно-абразивной обработки | 1986 |
|
SU1569206A1 |
| БИЛИК Ш.М | |||
| Абразивно-жидкостная обработка металлов | |||
| - М.: Машгиз, 1960, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| US 4706417, 17.11.1987. | |||

