Изобретение относится к механической обработке металлов, а именно - к финишной обработке, преимущественно к обработке деталей прецизионных пар трения.
Способ струйно-абразивной обработки поверхностей трения с целью создания смазочных микрокарманов известен.
В качестве аналога взят способ струйно-абразивной обработки [1]. На поверхности трения создают смазочные микрокарманы, для чего поверхность обрабатывают струей воздушно-абразивной суспензии энергией 2800-3000 Дж с максимальным размером абразивных зерен 250÷315 мкм.
Недостатком аналога является то, что он не содержит каких-либо указаний о равномерности обработки - расстояниях между смазочными микрокарманами и влияния на эту величину технологических параметров.
В качестве прототипа взят способ упрочнения наружных и внутренних поверхностей [2]. Способ заключается в том, что с целью равномерной обработки и упрочнения обрабатываемых поверхностей поток сжатого воздуха, с помощью которого разгоняется стальная дробь, прерывают с регулируемой частотой, при этом потоки сжатого воздуха и дроби подают в трех взаимно перпендикулярных направлениях. Частота пульсации воздушных потоков может достигать нескольких килогерц.
Недостатком прототипа является сложность, а фактически невозможность прерывания потока воздуха с частотой несколько килогерц, так как осуществить колебания клапанов для прерывания потока воздуха с регулируемой частотой в килогерцовом диапазоне технически сложно. Каких-либо указаний о влиянии частоты перекрытия сжатого воздуха на равномерность обработки в способе не указывается. Режимная часть заявляемой технологии кроме упоминания о нескольких килогерцах в прототипе отсутствует.
Технической задачей, стоящей перед автором, является повышение равномерности смазочных микрокарманов.
Технический результат достигается тем, что в известном способе струйно-абразивного формообразования смазочных микрокарманов, включающем обработку детали путем воздействия струи сжатого воздуха с абразивными частицами на ее обрабатываемую поверхность для получения заданного микрорельефа с микроуглублениями, образующими микрокарманы, предварительно обрабатывают неподвижный образец воздействием на него струи сжатого воздуха с абразивными частицами, измеряют на неподвижном образце размеры необработанных пятен в статистическом отпечатке воздушно-абразивной струи, имеющем на оси относительную плотность смазочных микрокарманов, равную 0,45, после чего осуществляют воздействие воздушно-абразивной струи на обрабатываемую поверхность детали с контурами, не выходящими за пределы круга радиусом r=0,745R, где R - радиус статического отпечатка воздушно-абразивной струи на плоскости обработки, которую ведут при колебаниях детали с частотой 20-30 Гц и амплитудой, равной половине характерного размера необработанных пятен в зоне статистического отпечатка воздушно-абразивной струи на неподвижном образце, в котором относительная плотность смазочных микрокарманов находится в диапазоне 0,45-0,25.
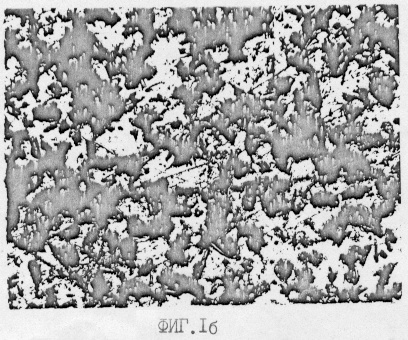
На фиг.1а показана фотография смазочных микрокарманов без вибрации детали, на 1б - фотографии смазочных микрокарманов, полученные при вибрации детали с частотой 30 Гц (увеличение ×150).
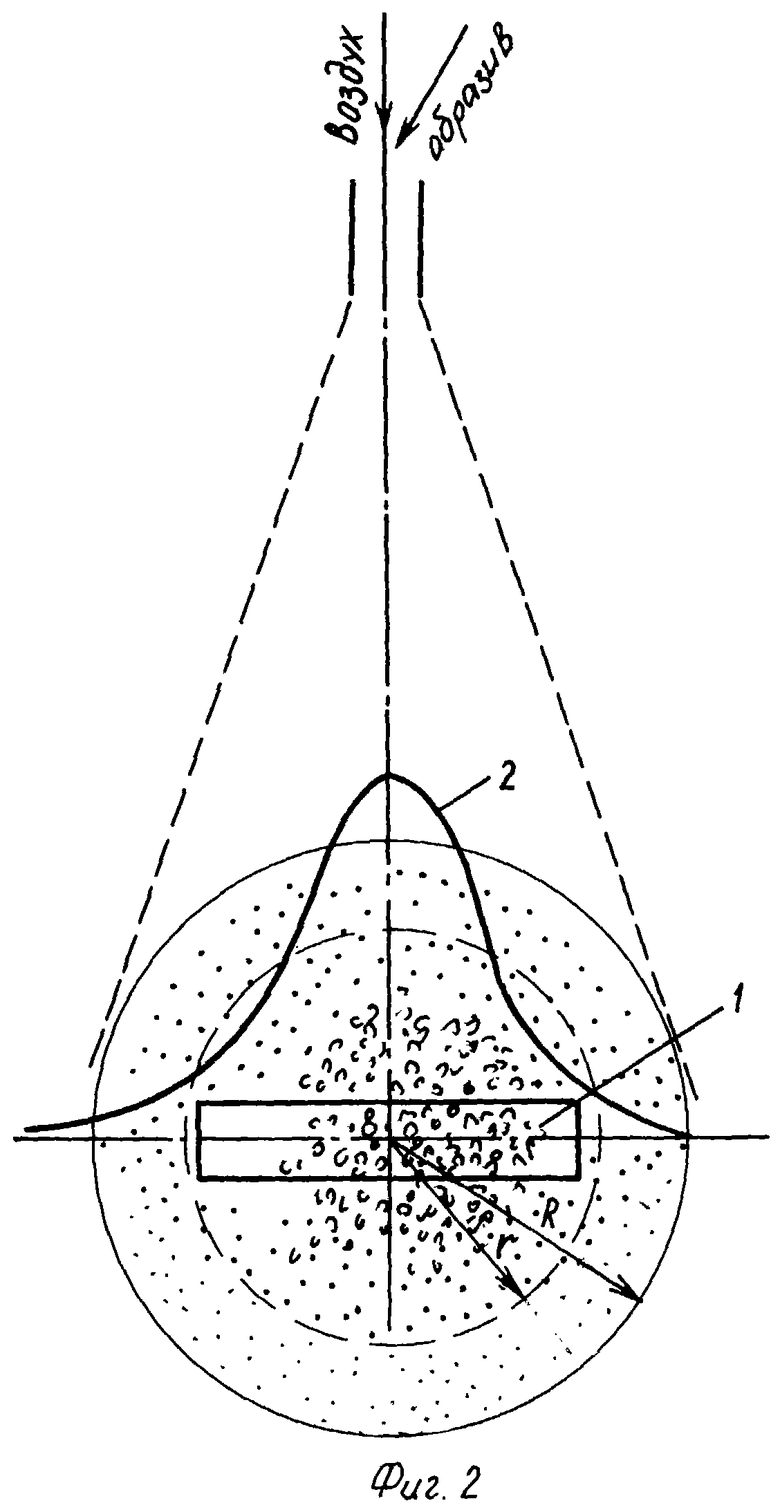
На фиг.2 показана схема статистического отпечатка воздушно-абразивной струи на плоскости, где расположен образец. Здесь же показаны контуры обрабатываемой детали 1 - иглы распылителя форсунки автомобиля «Камаз» (диаметр обработки - 6 мм, длина обработки - 20 мм), габариты которой не должны выходить за пределы радиуса r=0,745R, цифрой 2 обозначено распределение абразива по сечению струи.
Проведенные эксперименты показали, что колебания детали типа иглы распылителя форсунки дизельного двигателя "Камаз" (диаметр обработки - 6 мм, длина обработки 20 мм) до 20 Гц не оказывают заметного влияния на величину и количество необработанных участков в зоне статического отпечатка струйно-абразивной струи на неподвижном образце. Наилучшие результаты получены при частоте колебаний 30 Гц, дальнейшее увеличение частоты колебаний до 83 Гц не изменяет результаты. Амплитуда колебаний детали равна 0,1 мм (средний размер необработанных пятен ˜0,2 мм). Увеличение амплитуды в 10 раз с 0,1 мм до 1 мм привело к ухудшению качества - размер необработанных пятен и их количество увеличивался. Колебания детали создавались с помощью эксцентриков, приводимых во вращение вихревой машиной "Вихрь", частота вращения выходного вала регулировалась от 150 до 8000 об/мин, обороты выходного вала измерялись магнитным тахометром ручным типа ИО-ЗО.
Вибрации технологического сопла для струйно-абразивной обработке во всем диапазоне исследованных параметров: амплитуда 0,1÷1 мм, частота от 2,5÷83 Гц, ухудшали обработку, размеры и количество необработанных пятен увеличивались. Изучение этого вопроса показало, что при выходе воздушно-абразивной струи из технологического сопла образуются крупномасштабные низкочастотные вихри, диапазон частот которых соизмерим с диапазоном частот внешних воздействий. Внешнее воздействие увеличивает неоднородность двухфазного потока, что и вызывает увеличение неоднородности обработки. Технологически вибрации сопла предпочтительнее вибрации детали, так как позволили бы обрабатывать детали без ограничения массы и габаритов.
Вследствие того, что концентрация частиц абразива по сечению воздушной струи распределяется по закону, близкому к закону Гаусса [3], фиг.2, r плотность смазочных микрокарманов в центральной части статического отпечатка больше, чем на его периферии. В работе [4] показано, что оптимальная относительная площадь (в плане минимального коэффициента трения) смазочных микрокарманов находится в пределах 0,45÷0,25. Радиус струи, где относительная плотность смазочных микрокарманов равна 0,25, при условии, что на оси статического отпечатка она равна 0,45, равен r=0,745 R. Коэффициент 0,745 получен следующим образом. Если отношение относительных площадей 0,45/0,25=1,8, то отношение радиусов этих площадей равно  , тогда r=0,745R.
, тогда r=0,745R.
Таким образом, если в центре статического отпечатка воздушно-абразивной струи относительная плотность смазочных микрокарманов равна 0,45, то на периферии круга радиусом, равным r=0,745R, она будет равна 0,25. Деталь, которая не выходит за пределы этого радиуса, после обработки будет иметь оптимальную относительную плотность смазочных микрокарманов: в центре - 0,45, на периферии круга радиусом r=0,745 -0,25.
Пример: Обрабатывается игла распылителя форсунки дизельного двигателя "Камаз". Размеры детали: диаметр 6 мм, длина 20 мм. Используя формулу r=0,745R, определим, что диаметр статического отпечатка dст воздушно-абразивной струи на плоскости расположения образца должен быть не менее 36,3 мм. Диаметр технологического сопла dc=5 мм.
По формуле
dcn=dc+2x·tga
где х - расстояние между срезом технологического сопла и деталью,
а - угол раскрытия струи (а=18÷24°), принимаем а=18° и определяем расстояние х

Поверхность иглы
S=πduL=3,14·6·20=326,8 мм2.
Максимальная поверхность смазочных микрокарманов равна
Sсм max=0,45×376,8=169,5 мм2
Принимая диаметр одного смазочного микрокармана 5 мкм, найдем, что его площадь будет равна Sсм=0,785×d2=19,6 мкм2. Общее число смазочных микрокарманов на обрабатываемой поверхности равно
Принимаем, что обработка проводится абразивом диаметром 80÷100 мкм. Для этого абразива количество зерен в 1 см3 равно 1,08×106. Для формообразования требуемого количества смазочных микрокарманов необходимы 8 см3 абразива.
Примем время оборота детали - 1 секунду. Тогда, создав расход абразива G=8 см3/с, за один оборот детали получим все смазочные микрокарманы. При этом в центре детали их относительная плотность будет равна 0,45, по концам - 0,25. Частота вибрации детали 30 Гц делает обработку поверхности трения равномерной.
Источники информации
1. А.С. №1569206. Способ струйно-абразивной обработки. МПК В 24 С 1/00. Опубликовано БИ №21, 1990 г.
2. А.С. №439383. Способ струйно-абразивной обработки МПК В 24 С 1/10, БИ №30, 1974 г.
3. Иванов Ю.В., Лаатс М.К., Фришман Ф.А. Рассеяние тяжелой примеси в двухфазной струе. ИФЖ., 1070 г. Т.XVIII, №3. C.538-541.
4. Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях и их эксплуатационные свойства. Л.: Машиностроение, 1972 г., 240 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУЙНО-АБРАЗИВНЫЙ СПОСОБ СОЗДАНИЯ НА ПОВЕРХНОСТИ ТРЕНИЯ СМАЗОЧНЫХ МИКРОКАРМАНОВ | 2002 |
|
RU2283212C2 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕСССА СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2278019C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2215642C2 |
| СПОСОБ ПОДГОТОВКИ ПРИТИРА К РАБОТЕ | 2003 |
|
RU2287421C2 |
| Способ обработки деталей | 1990 |
|
SU1787753A1 |
| СПОСОБ ДИСКРЕТИЗАЦИИ РЕЖУЩЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2014 |
|
RU2589993C1 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ЦЕНТРОБЕЖНО-УПЛОТНЕННОМ ПОТОКЕ СВОБОДНОГО АБРАЗИВА | 1997 |
|
RU2147505C1 |
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИТНЫХ ТВЕРДОСМАЗОЧНЫХ ПОКРЫТИЙ НА РАБОЧИХ ПОВЕРХНОСТЯХ УЗЛОВ ТРЕНИЯ | 2009 |
|
RU2416675C2 |
Изобретение относится к механической обработке металлов, а именно к финишной струйно-абразивной обработке, преимущественно прецизионных пар трения. Способ включает обработку неподвижного образца путем воздействия струи сжатого воздуха с абразивными частицами. Измеряют на неподвижном образце размеры необработанных пятен в статическом отпечатке воздушно-абразивной струи, имеющем на оси относительную плотность смазочных микрокарманов, равную 0,45. Затем осуществляют воздействие воздушно-абразивной струи на обрабатываемую поверхность детали для формирования смазочных микрокарманов. Контуры упомянутой струи не должны выходить за пределы круга радиусом r=0,745R, где R - радиус статического отпечатка воздушно-абразивной струи на плоскости обработки. Причем обработку ведут при колебаниях детали с частотой 20-30 Гц и амплитудой, равной половине характерного размера необработанных пятен в зоне статического отпечатка воздушно-абразивной струи на неподвижном образце. При этом относительная плотность смазочных микрокарманов находится в диапазоне 0,45-0,25. В результате повышается равномерность смазочных микрокарманов. 2 ил.
Способ струйно-абразивного формирования смазочных микрокарманов, включающий обработку детали путем воздействия струи сжатого воздуха с абразивными частицами на ее обрабатываемую поверхность для получения заданного микрорельефа с микроуглублениями, образующими микрокарманы, отличающийся тем, что предварительно обрабатывают неподвижный образец воздействием на него струи сжатого воздуха с абразивными частицами, измеряют на неподвижном образце размеры необработанных пятен в статическом отпечатке воздушно-абразивной струи, имеющем на оси относительную плотность смазочных микрокарманов, равную 0,45, после чего осуществляют воздействие воздушно-абразивной струи на обрабатываемую поверхность детали с контурами, не выходящими за пределы круга радиусом r=0,745R, где R - радиус статического отпечатка воздушно-абразивной струи на плоскости обработки, которое ведут при колебаниях детали с частотой 20-30 Гц и амплитудой, равной половине характерного размера необработанных пятен в зоне статического отпечатка воздушно-абразивной струи на неподвижном образце, в котором относительная плотность смазочных микрокарманов находится в диапазоне 0,45-0,25.
| Способ упрочнения наружных и внутренних поверхностей | 1971 |
|
SU439383A1 |
| Способ гидроабразивной обработкидЕТАлЕй | 1978 |
|
SU814694A1 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1998 |
|
RU2132267C1 |
| Способ гидроабразивной обработки наружных поверхностей | 1978 |
|
SU1080956A1 |
| Способ дробеструйной обработки поверхностей изделий | 1974 |
|
SU547331A1 |
| US 5293320 A, 08.03.1994. | |||

