Изобретение относится к механической обработке металлов, а именно к финишной обработке, преимущественно к обработке прецизионных пар трения.
В качестве аналога взят «Способ струйно-абразивной обработки» /1/. На поверхности трения создают маслоемкий микрорельеф - смазочные микроуглубления, для чего поверхность обрабатывают струей воздушно-абразивной суспензии энергией 2800÷300 Дж с максимальным размером абразивных зерен 250÷315 мкм.
Недостатком аналога является то, что глубина смазочных микрокарманов никак не связана с глубиной износа поверхности трения. Как показали экспериментальные исследования /2/, оптимальное отношение площади смазочных микрокарманов (Fсм) к площади трения (Fтр) находится в пределах Fсм/Fтр=0,45÷0,25. Таким образом глубина смазочных микрокарманов должна быть выбрана с учетом глубины износа поверхности трения. Выбор произвольной глубины смазочных микрокарманов приводит к тому, что оптимальное отношение Fсм/Fтр=0,45÷0,25 не выдерживается на всей глубине износа поверхности трения. Если это отношение больше 0,45 - уменьшается площадь несущей поверхности, контактное давление увеличивается и сила трения в контакте также увеличивается. Если Fсм/Fтр<0,25 эффективность смазочных микрокарманов уменьшается вследствие их недостаточного количества и соответственно недостаточного количества смазки в зоне контакта.
В качестве прототипа взят «Способ финишной обработки поверхности трения» /3/, в котором глубина смазочных микрокарманов, получаемых струйно-абразивным способом, принимается равной глубине максимального износа поверхности трения.
Как выяснилось в ходе реализации этого способа недостатком прототипа является то, что по мере износа поверхности трения отношение Fсм/Fтр выходит за пределы оптимального значения (0,45÷0,25), и при приближении величины износа к максимальному значению смазочные микрокарманы практически исчезают, что приводит к увеличению износа поверхности трения.
Техническая задача, стоящая перед авторами, - уменьшить износ поверхности трения.
Технический результат достигается тем, что в известном струйно-абразивном способе создания на поверхности трения смазочных микрокарманов, включающем воздействие на поверхность детали струи сжатого воздуха с абразивными частицами, получают смазочные микрокарманы глубиной, равной λmax=1,34hmax, где hmax - максимальная глубина износа поверхности трения при соблюдении отношения Fсм/Fтр=0,45, где Fсм - суммарная площадь смазочных микрокарманов, Fтр - площадь трения.
Численный коэффициент 1,34 появился следующим образом. Отношение площади смазочного микрокармана на поверхности трения и площади смазочного микрокармана на уровне максимальной глубины износа hmax не должно быть больше 0,45/0,25=1,8. Радиус смазочного микрокармана r см λmax, фиг.1а, и тогда отношение радиусов смазочных микрокарманов на поверхности трения и на глубине максимального износа равно 
Предлагаемый способ иллюстрируется фиг.1, 2.
На фиг.1 показаны фотографии смазочных микрокарманов (в разрезе), полученных струйно-абразивным способом.
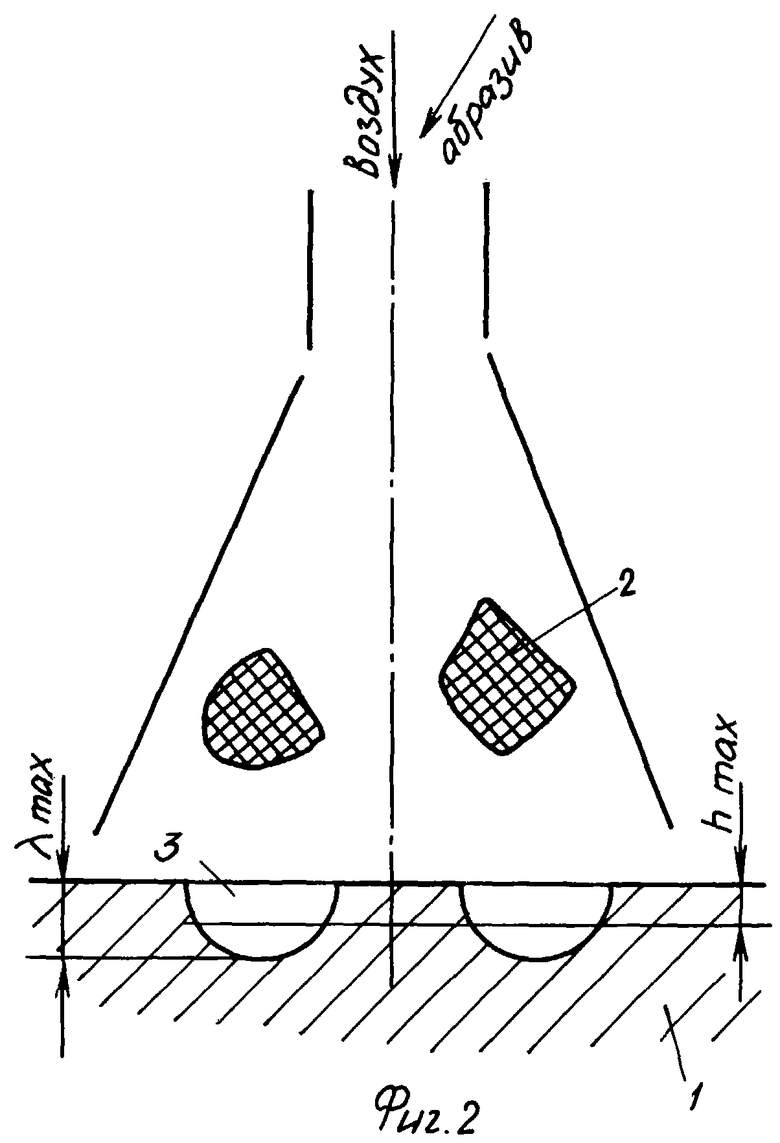
На фиг.2 - схема струйно-абразивного способа формообразования смазочных микрокарманов.
Способ осуществляется следующим образом. На обрабатываемую поверхность 1 детали, Фиг.2, направляют струю воздуха, несущую абразивные частицы 2, которые, ударяясь о поверхность, образуют микроуглубления - смазочные микрокарманы 3. Фотографии смазочных микрокарманов в разрезе получены путем обработки стыка двух тщательно притертых пластин. После обработки разъединения пластин на их торцах остаются отпечатки смазочных микрокарманов в «разрезе».
Пример. Задана глубина износа hmax - 15 мкм, материал детали сталь 30ХГСА, динамическая твердость НДин=8200 МПа, выбирают зернистость абразива 10 (размер абразива 100 мкм), плотность абразива ρа=3,5 г/см3.
По формуле λmax=1,34hmax, найдем λmax=20,1 мкм.
По формуле
где ng=2 (для стали 30ХГСА);
d - диаметр абразива;
V - скорость удара абразивного зерна об обрабатываемую поверхность,
рассчитывается скорость удара абразивного зерна V, обеспечивающая заданную глубину λmax. Заданной величиной является глубина смазочного микрокармана λmax, искомой величиной - скорость удара V.
При скорости удара V=91,5 м/с абразивное зерно размером 100 мкм в стали 30ХГСА образует микроуглубление глубиной 20,1 мкм. Найдем V=91,5 м/с.
Таким образом, новая совокупность существенных признаков позволяет получить оптимальные по глубине микрокарманы, что уменьшает износ поверхности трения.
Источники информации, принятые во внимание
1. Авторское свидетельство СССР №1569206, МПК В 24 С 1/00, БИ №21, 1990 г.
2. Шнейнер Ю.Г. "Образование регулярных микрорельефов на деталях и их эксплуатационные свойства". Л. Машиностроение, 1972 г., 240 с.
3. Патент РФ №2174904, МПК В 24 С 1/00, БИ №29, 2001 г.
4. Исупов М.Г. "Шероховатость поверхности, получаемая струйно-ударной обработкой". Вестник машиностроения, 1999 г., №11, с.50-52.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРУЙНО-АБРАЗИВНОГО ФОРМООБРАЗОВАНИЯ СМАЗОЧНЫХ МИКРОКАРМАНОВ | 2002 |
|
RU2283213C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕСССА СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2278019C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2215642C2 |
| СПОСОБ ПОДГОТОВКИ ПРИТИРА К РАБОТЕ | 2003 |
|
RU2287421C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| Способ струйно-абразивной обработки | 1986 |
|
SU1569206A1 |
| Способ изготовления поверхностей трения металлических деталей нефтепромыслового оборудования,работающих в паре с эластомером | 1986 |
|
SU1388601A1 |
Изобретение относится к механической обработке металлов, а именно к финишной струйно-абразивной обработке, преимущественно прецизионных пар трения. Способ включает воздействие на поверхность детали струи сжатого воздуха с абразивными частицами и создание на обрабатываемой поверхности смазочных микрокарманов. Смазочные микрокарманы получают глубиной, равной λmax=1,34hmax, где hmax - максимальная глубина износа поверхности трения. При этом соблюдают отношение Fсм/Fтр=0,45, где Fсм - суммарная площадь смазочных микрокарманов, Fтр - площадь трения. В результате уменьшается износ поверхности трения. 2 ил.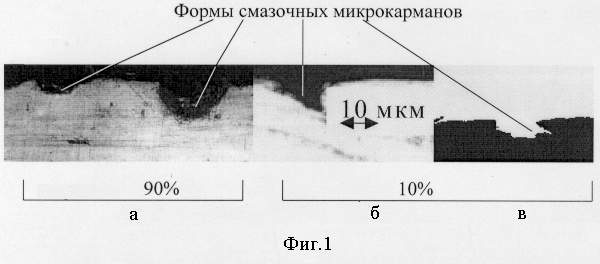
Струйно-абразивный способ создания на поверхности трения смазочных микрокарманов, включающий воздействие на поверхность детали струи сжатого воздуха с абразивными частицами, отличающийся тем, что получают смазочные микрокарманы глубиной, равной λmax=1,34hmax, где hmax - максимальная глубина износа поверхности трения, при соблюдении отношения Fсм/Fтр=0,45, где Fсм - суммарная площадь смазочных микрокарманов, Fтр - площадь трения.
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| Способ контроля и управленияпРОцЕССОМ АбРАзиВОСТРуйНОйОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1972 |
|
SU852517A1 |
| Способ струйно-абразивной обработки | 1986 |
|
SU1569206A1 |
| Способ исследования физических свойств металлических деталей струей абразива | 1985 |
|
SU1272172A1 |
| Способ гидроабразивной обработки деталей | 1977 |
|
SU1108003A1 |
| US 5003805 A, 02.04.1991. | |||

