Предлагаемое изобретение касается способа изготовления катаного профилированного металлического изделия, в частности из сплавов алюминия, непрерывно прокатываемого при помощи последовательности пар прокатных роликов из заготовки, полученной непрерывной разливкой в литейное колесо с желобом, с возможным последующим выполнением одного или нескольких проходов волочения или протяжки и операции отжига.
Уже в течение многих лет производят проволочную заготовку или катанку из сплавов цветных металлов, в частности из алюминиевых сплавов, исходя из заготовки, непрерывно отливаемой в желобе приводимого во вращательное движение литейного колеса, причем упомянутый желоб закрыт лентой, приводимой в движение этим колесом.
В настоящее время известны системы разливки с двумя колесами при использовании небольшого опорного колеса, системы с тремя колесами, например система разливки Properzi, описанная в патенте GB 1143264, системы с четырьмя колесами, например система разливки фирмы Пешинэ, описанная в патенте FR 1178580, и системы с пятью колесами, например система разливки, описанная в патенте US 3416596.
Упомянутая заготовка, обычно имеющая треугольное или трапециевидное поперечное сечение, непрерывно прокатывается затем через последовательность расположенных друг за другом прокатных клетей, образованных двумя прокатными роликами, поочередно располагающимися горизонтально и вертикально, для получения проволоки круглого поперечного сечения, которая может быть использована сама по себе или преобразована затем путем волочения.
В случае использования в качестве материала для упомянутой заготовки алюминиевых сплавов этот способ широко применяется для сплавов, отличающихся малым содержанием вспомогательных элементов и предназначенных, в частности, для изготовления электрических проводников. Посредством некоторых специальных усовершенствований описанных, например, в патентах FR 2234936, FR 2304414 и FR 2359613, оказалось возможным отливать и прокатывать, избегая при этом образования пористости, сплавы с более высоким содержанием упомянутых вспомогательных элементов в более широком интервале отвердевания, например сплавы серий 2000, 5000 и 7000 в соответствии с обозначениями, принятыми Алюминиевой Ассоциацией (Aluminium Association), используемые для механических применений.
Насколько это известно заявителю, никакие машины для непрерывной разливки и непрерывной прокатки никогда не производили профилированных изделий с поперечным сечением, не являющимся круглым. Конечно, совершенно нормальным является использование круглой катанки в том случае, когда конечное изделие, после выполнения операции волочения, само представляет собой проволоку круглого поперечного сечения, что соответствует случаю, например, изготовления электрических проводов или проволоки для изготовления сетки.
В то же время, существуют, в частности, для различных механических применений, профилированные изделия, получаемые в результате волочения и имеющие некруглое поперечное сечение, которое может представлять собой, например, прямоугольное, треугольное, многоугольное или Т-образное поперечное сечение.
Для реализации конечных профилированных изделий с такой формой поперечного сечения было бы более экономичным исходить из катаных проволочных заготовок с близкой формой поперечного сечения, что позволило бы ограничить количество проходов волочения и даже непосредственно получить из машины непрерывной разливки и непрерывной прокатки готовые изделия с требуемыми размерами без последующего осуществления операции волочения.
Одной из причин, которые могут объяснить отсутствие на рынке металлургической продукции катаной проволоки с некруглым поперечным сечением, являются трудности контроля геометрических параметров профиля поперечного сечения в процессе прокатки.
Действительно, для получения круглого поперечного сечения катанки изделие, выходящее из последней прокатной клети, опирается на желоб прокатных роликов только одной своей образующей и ее отделение от этих роликов на выходе не вызывает проблем.
Иначе дело обстоит для профилированных изделий, поперечное сечение которых содержит плоскую часть и представляет собой, например, прямоугольное, треугольное или Т-образное поперечное сечение. Такие профилированные изделия опираются на желоб прокатных роликов последней прокатной клети более или менее широкой полосой, неравномерное отделение которой от желобов прокатных роликов влечет за собой искажение геометрических параметров прокатываемого изделия, а также возможное появление дефектов на поверхности этого изделия.
Цель предлагаемого изобретения состоит в том, чтобы устранить отмеченный выше недостаток и обеспечить возможность точного контроля геометрических параметров поперечного сечения прокатываемого изделия в том случае, когда это поперечное сечение имеет многоугольную часть, то есть содержит по меньшей мере две прямые секущие поверхности. При этом прокатанный профиль может быть использован непосредственно в полученном состоянии или может быть подвержен последующему волочению или протяжке для получения проволоки некруглого поперечного сечения с уменьшенным количеством рабочих проходов по сравнению с изготовлением такой проволоки из заготовки круглого поперечного сечения.
Объектом предлагаемого изобретения является способ изготовления катаного профилированного металлического изделия, имеющего частично или полностью многоугольное поперечное сечение, путем непрерывной разливки в литейное колесо с желобом и непрерывной прокатки при помощи последовательности из по меньшей мере трех, и предпочтительно содержащей от 3 до 8 пар прокатных роликов, снабженных периферийным желобом, причем эти прокатные ролики располагаются симметрично по отношению к прокатываемому профилю и поочередно установлены в вертикальном и в горизонтальном положении.
Способ согласно изобретению отличается тем, что:
- желоба первых пар прокатных роликов являются идентичными желобам тех прокатных роликов, которые используются для изготовления катаных профилированных изделий с круглым поперечным сечением,
- последняя пара прокатных роликов содержит желоба, ограничивающие поперечное сечение, по существу соответствующее требуемому поперечному сечению готового катаного профилированного изделия,
- поперечное сечение, сформированное желобами последней пары прокатных роликов, имеет в вершинах формируемого многоугольника радиусы кривизны, величина которых заключена в диапазоне от 1 до 5 мм,
- стороны многоугольника, не являющиеся параллельными зазору между прокатными роликами последней пары, представляют, по отношению к соответствующим сторонам поперечного сечения конечного катаного профилированного изделия, уклон, имеющий величину в диапазоне от 1/2 до 3o.
Объектом предлагаемого изобретения также является способ изготовления полученного волочением или протяжкой металлического профилированного изделия, поперечное сечение которого частично или полностью является многоугольным, на основе заготовок, имеющих частично или полностью многоугольное поперечное сечение и полученных путем непрерывной разливки в литейное колесо с желобом и непрерывной прокатки, в соответствии с которым количество проходов протяжки или волочения, а также количество операций отжига, сокращено по меньшей мере на треть по отношению к способу из предшествующего уровня техники, в котором используются заготовки по существу круглого поперечного сечения.
Ниже изобретение поясняется более подробно с помощью чертежей, на которых
на фиг. 1 представлен схематический вид машины для непрерывной разливки на литейное колесо с желобом и установка для непрерывной прокатки заготовки;
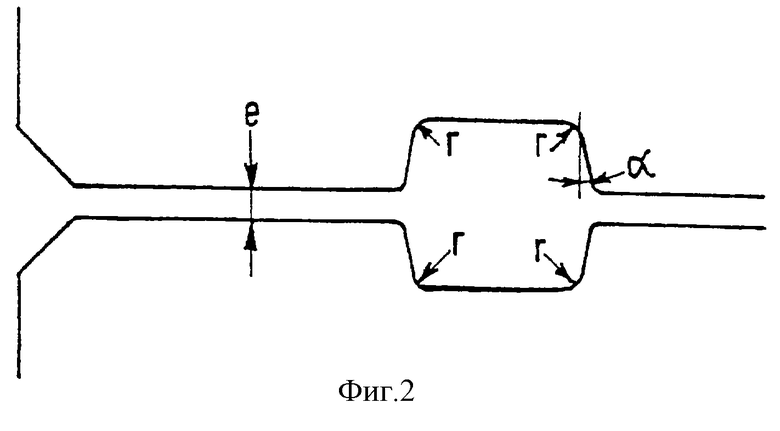
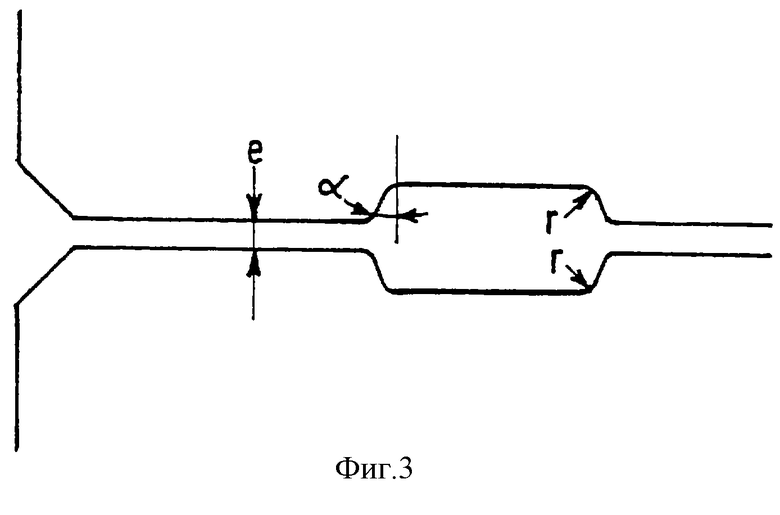
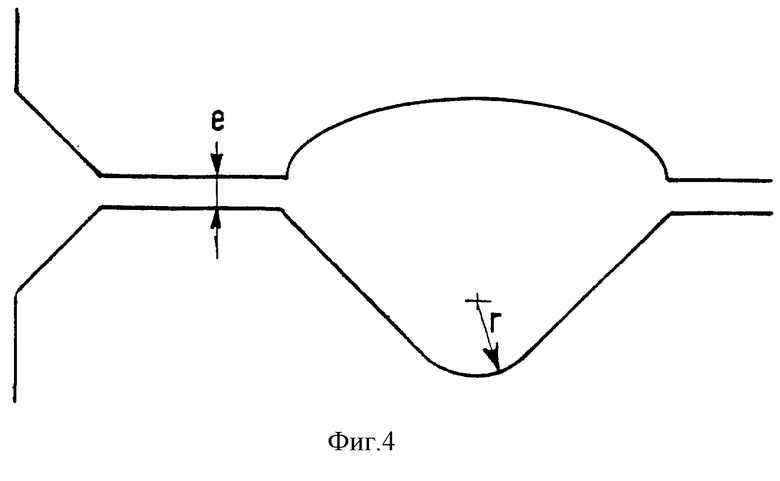
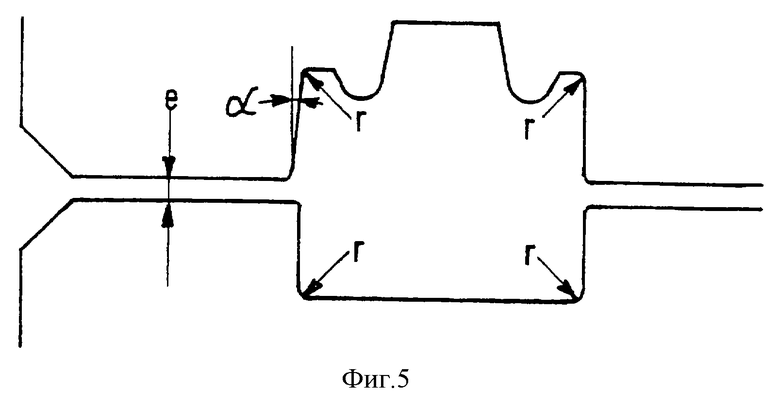
фиг. 2-5 - схематические виды последней пары прокатных роликов, используемых для прокатки профилированных изделий, описанных в примерах 1-4, показанные в разрезе по плоскости их осей вращения.
В способе изготовления профилированных изделий в соответствии с предлагаемым изобретением используется машина для непрерывной разливки, содержащая питающий разливочный стакан (1) жидкого металла, и литейное колесо (2), которое приводится во вращательное движение и снабжено периферийным желобом, перекрытым металлической лентой (3), приводимой в движение упомянутым литейным колесом.
Эта разливочная машина может представлять собой машину с двумя колесами и роликом, как это схематически показано на фиг.1, причем второе колесо (4) служит для натяжения упомянутой металлической ленты, а упомянутый ролик (5) предназначен для удержания этой ленты на литейном колесе в непосредственной близости от зоны разливки.
Эта разливочная машина также может представлять собой машину с тремя, четырьмя или пятью колесами. При этом площадь поперечного сечения заготовки (6), обычно имеющего трапециевидную форму, может изменяться, в зависимости от типа установки, в диапазоне от 900 мм2 до более чем 3000 мм2.
Количество клетей прокатного стана (7), каждая из которых содержит пару прокатных роликов, составляет более двух и в предпочтительном варианте реализации колеблется от 3 до 8. Это количество прокатных клетей зависит от формы поперечного сечения конечного изделия, которое требуется получить в данном случае, поскольку исходное поперечное сечение используемой заготовки связано с особенностями данной разливочной машины и не может быть вследствие этого легко модифицировано.
Уменьшение поперечного сечения заготовки в каждой прокатной клети обычно составляет от 10 до 40%. При этом точность необходимых геометрических параметров конечного изделия повышается с увеличением числа прокатных клетей, но, с другой стороны, большое число этих прокатных клетей создает тенденцию к наклепу или нагартовке металла, что затрудняет последующее волочение или протяжку этой заготовки.
В первых клетях прокатного стана используют прокатные ролики с такими же желобами, что и желоба, используемые для прокатки проволоки с круглым поперечным сечением. Предпоследняя клеть в некоторых случаях может содержать прокатные ролики, идентичные первым клетям, либо гладкие прокатные ролики, либо прокатные ролики, имеющие форму, близкую к форме прокатных роликов последней клети, которые во всех случаях имеют желоба, ограничивающие форму поперечного сечения, соответствующую требуемому конечному поперечному сечению готового изделия.
Однако опыт показывает, что если это поперечное сечение желобов оказывается слишком близким к конечному поперечному сечению данного профилированного изделия, то в этом случае не обеспечивается соблюдение приемлемых размерных допусков.
Кроме того, опыт показывает, что если радиусы кривизны между плоскими сторонами данного поперечного сечения оказываются слишком малыми, то металл имеет тенденцию прилипать к прокатным роликам, что вызывает аварии в технологической линии и требует ее остановки.
В соответствии с предлагаемым изобретением эти недостатки устраняются путем соответствующей адаптации формы желобов отделочных прокатных роликов, что обеспечивает облегченную усадку и хорошее заполнение форм желобов. Эта адаптация обеспечивается путем формирования радиусов кривизны между плоскими сторонами поперечного сечения желобов прокатных роликов в диапазоне от 1 до 5 мм и создания для сторон, не являющихся параллельными зазору между этими прокатными роликами, соответствующих уклонов, то есть некоторых углов между поверхностью желоба прокатного ролика и соответствующей стороной прокатываемого профиля, имеющих величину в диапазоне от 1/2 до 3o.
Специальные предосторожности должны быть приняты в процессе сматывания профилированного изделия в конце прокатки. В отличие от сматывания проволоки с круглым поперечным сечением, в данном случае необходимо предусмотреть небольшое пространство между витками и исключить их наслаивание друг на друга.
Способ непрерывной разливки в соответствии с предлагаемым изобретением позволяет реализовать катаные профилированные металлические изделия, изготовленные, в частности, из алюминиевых или медных сплавов, с квадратным, прямоугольным, треугольным или, в более общем случае, частично или полностью многоугольным поперечным сечением, с удовлетворительными размерными допусками, имеющими величину порядка 0,1 мм, и с хорошим отлипанием металла от прокатных роликов последней клети прокатного стана.
Эти катаные профилированные изделия могут быть использованы без всякого их изменения в многочисленных применениях механического или электрического характера, или могут быть использованы для изготовления сварочной проволоки.
Кроме того, упомянутые катаные профилированные изделия также могут быть преобразованы путем последующей протяжки или волочения за один или несколько проходов с тем, чтобы придать им соответствующие формы, требуемые размерные параметры этих форм и необходимые допуски на них или специфические механические характеристики. Некоторые из этих изделий, получаемых из обычной катанки с круглым поперечным сечением, хорошо известны.
Факт использования в качестве заготовки для волочения или протяжки катаного профилированного изделия, имеющего частично или полностью многоугольное поперечное сечение в соответствии с предлагаемым изобретением, позволяет существенно упростить способ изготовления конечного профилированного изделия, поскольку в данном случае форма поперечного сечения заготовки может быть весьма близкой к требуемой форме поперечного сечения конечного изделия, получаемого в результате волочения этой заготовки.
В то же время, в этом случае можно устранить утечки смазки между металлом и фильерой, которые возникают при слишком большом различии геометрии обрабатываемой заготовки и фильеры.
Способ изготовления при помощи протяжки или волочения проволоки, имеющей частично или полностью многоугольное поперечное сечение в соответствии с предлагаемым изобретением, отличается тем, что для данного поперечного сечения конечного профилированного изделия выбирают такое поперечное сечение заготовки, чтобы количество проходов протяжки или волочения, а также количество операций отжига, могло быть минимизировано.
По отношению к катаной профилированной заготовке по существу круглого поперечного сечения, и выбирая для каждого прохода протяжки или волочения степень деформирования металла Е=(входное поперечное сечение - выходное поперечное сечение)/выходное поперечное сечение, близкую к ее максимальной допустимой величине (составляющей примерно 80% для алюминиевых сплавов), которую может выдержать данная проволока без развития в ней неприемлемых дефектов, специалист в данной области техники может определить для катаной проволоки из алюминиевого сплава или медного сплава такую область изготовления, в соответствии с которой как количество проходов волочения или протяжки, так и количество операций отжига оказалось бы уменьшенным по меньшей мере на треть.
Этот выигрыш является более значительным для таких поперечных сечений, которые по меньшей мере локально, в наибольшей степени отличаются от круглого поперечного сечения (в данном случае имеются в виду поперечные сечения V-образного или Т-образного типа, сильно удлиненные прямоугольные профили, в частности профили, имеющие поперечное сечение, в котором величина отношения ширины к толщине превышает 2).
Точное количество проходов волочения или протяжки зависит от типа используемого сплава, а также от параметров используемого технологического процесса протяжки или волочения. Для алюминиевых сплавов и профилированных изделий с квадратным или треугольным поперечным сечением чаще всего можно ограничиться протяжкой или волочением за один единственный проход с последующим отжигом вместо по меньшей мере двух проходов и двух операций отжига, которые необходимы при использовании заготовки, имеющей круглое поперечное сечение.
Для профилированных изделий прямоугольного поперечного сечения, характеризуемого величиной отношения его ширины к толщине в диапазоне от 1 до 2, можно ограничиться протяжкой или волочением за два прохода с выполнением одной операции отжига, а для величин отношения ширины к толщине поперечного сечения в диапазоне от 2 до 5 можно ограничиться тремя проходами и выполнением двух операций отжига.
В то же время, профилированные изделия прямоугольного поперечного сечения с величиной отношения ширины к толщине, превышающей 4, очень трудно получить при помощи волочения заготовок с круглым поперечным сечением. В этом смысле способ в соответствии с предлагаемым изобретением позволяет обеспечить расширение производственных возможностей предприятий по изготовлению проволоки.
Способ в соответствии с предлагаемым изобретением может быть использован для широкой номенклатуры металлических сплавов, в частности алюминиевых сплавов, включая сплавы с термической обработкой (серии 2000, 6000 и 7000), а также различных медных сплавов.
Ниже описываются примеры реализации предлагаемого изобретения, в которых металл разливался в машине непрерывного литья с тремя колесами в одно литейное колесо с желобом, обеспечивающим формирование заготовки трапециевидной формы с наибольшей шириной 41 мм и высотой 29 мм или заготовки с площадью поперечного сечения, составляющей 1050 мм2.
Пример 1.
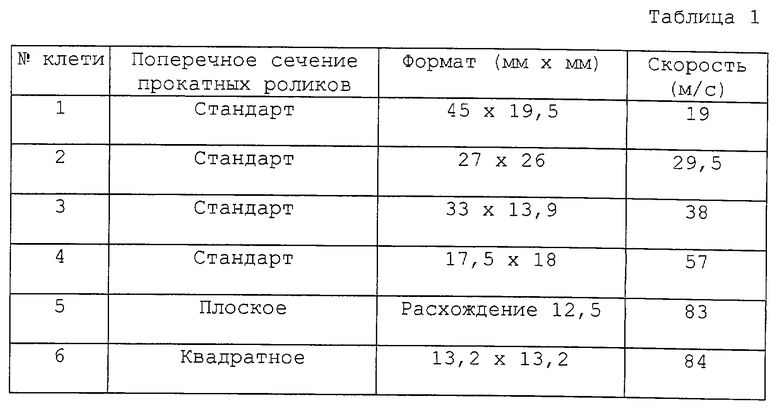
Исходя из заготовки, имеющей площадь поперечного сечения 1050 мм2 и изготовленной из алюминиевого сплава типа 5754 в соответствии с обозначением упомянутой выше Алюминиевой Ассоциации, получают катаное профилированное изделие квадратного поперечного сечения с размерами 13х13 мм путем прокатки через 6 прокатных клетей, каждая из которых содержит пару прокатных роликов круглой формы, изготовленных из стали марки Z38CDV5, термически обработанной до степени твердости по шкале С Роквелла 52 HRC.
На выходе из каждой прокатной клети обеспечиваются скорости движения обрабатываемой заготовки, указанные в приведенной ниже табл. 1, а также поперечные сечения их желобов, вписывающиеся в форматы, указанные в этой же таблице.
Четыре первые пары прокатных роликов имеют желоба, ограничивающие круглое поперечное сечение, как это имеет место для непрерывной прокатки профилированных изделий круглого поперечного сечения.
Пятая пара прокатных роликов ограничивает плоский зазор и шестая пара прокатных роликов ограничивает квадратное поперечное сечение, весьма близкое к поперечному сечению конечного изделия. Зазор между прокатными роликами этой шестой пары составляет 2 мм. Радиусы кривизны поперечного сечения желобов прокатных роликов в четырех вершинах квадрата имеют величину 3 мм. Уклоны на сторонах квадрата, перпендикулярных зазору между прокатными роликами, имеют величину 1o.
В данном случае не отмечено никакого прилипания профилированного изделия к выходным прокатным роликам и допуски на размерные параметры поперечного сечения этого профилированного изделия имеют величину менее 0,1 мм.
Пример 2.
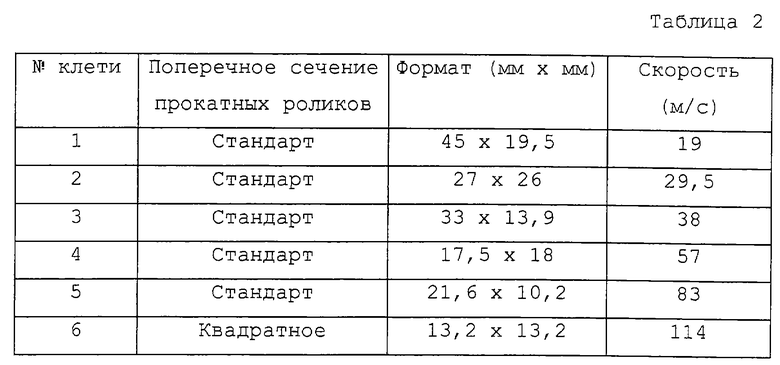
Исходя из заготовки того же поперечного сечения, что и в предыдущем примере, получают изделие прямоугольного поперечного сечения с размерами 16,5х8,1 мм, изготовленное из алюминиевого сплава марки 2017, путем непрерывной прокатки через шесть прокатных клетей. Типы используемых прокатных роликов, форматы их желобов и скорости движения заготовки на выходе из каждой клети представлены в табл. 2.
Здесь пять первых пар прокатных роликов имеют стандартные желоба, аналогичные желобам, которые используются для прокатки профилированных изделий круглого поперечного сечения. Шестая пара прокатных роликов образует зазор величиной 1,5 мм и желоба этих прокатных роликов ограничивают прямоугольник, вершины которого имеют радиус кривизны, составляющий 2 мм, а стороны этого прямоугольника, перпендикулярные упомянутому зазору, имеют уклон, составляющий 1o. В данном случае также не наблюдалось никакого прилипания профилированного изделия на выходе из последней прокатной клети и допуски на размерные параметры этого профилированного изделия имели величину менее 0,1 мм.
Пример 3.
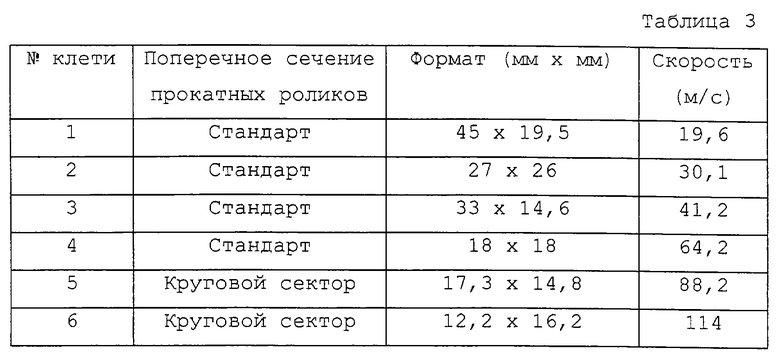
В этом примере было получено профилированное изделие, изготовленное из алюминиевого сплава марки 1370 и представляющее поперечное сечение, имеющее в целом форму кругового сектора и ограниченное треугольником снизу и дугой окружности сверху, причем это поперечное сечение вписывается в прямоугольник с размерами 16,2х12,2 мм и имеет площадь 150 мм2. Типы используемых прокатных роликов, форматы поперечного сечения их желобов и скорости движения заготовки на выходе из каждой прокатной клети указаны в табл. 3.
Первые четыре пары прокатных роликов имеют желоба стандартного поперечного сечения, аналогичные желобам прокатных роликов, используемых для непрерывной прокатки профилированных изделий круглого поперечного сечения.
Желоба пятой пары прокатных роликов ограничивают поперечное сечение в форме кругового сектора с радиусом кривизны, составляющим 3 мм между двумя плоскими частями, и уклоном величиной 1o на этих плоских частях, а также зазор между двумя этими прокатными роликами, имеющий величину 1,5 мм. При этом верхняя часть упомянутого поперечного сечения, имеющая форму дуги окружности, тщательно отполирована.
В данном случае также не наблюдалось никакого прилипания профилированного изделия на выходе из последней прокатной клети и допуски на размерные параметры этого профилированного изделия имели величину менее 0,1 мм.
Пример 4.
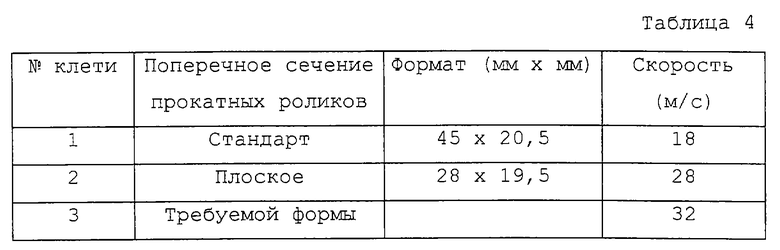
В этом примере было получено профилированное изделие, предназначенное для различных электрических применений и изготовленное из алюминиевого сплава марки 1370. Это профилированное изделие имеет форму поперечного сечения, представленную на фиг.4 и имеющую площадь 490 мм2. Типы используемых прокатных роликов, форматы их желобов и скорости продвижения заготовки на выходе из каждой прокатной клети указаны в табл. 4.
В этом примере используются только три прокатных клети, причем только одна из них, а именно первая, имеет стандартные прокатные ролики. Вторая клеть содержит плоские прокатные ролики и третья клеть содержит прокатные ролики, желоба которых ограничивают желаемое поперечное сечение.
Для этой последней пары прокатных роликов радиусы кривизны в вершинах острых углов поперечного сечения желобов составляют 1,1 мм и уклоны на их вертикальных поверхностях имеют величину 1,5o. Упомянутые желоба весьма тщательно отполированы. Используемый в данном случае воздушный зазор между прокатными роликами составляет 2 мм.
Пример 5.
В этом примере изготавливается проволока квадратного поперечного сечения с размерами 10х10 мм из алюминиевого сплава марки 5754, предназначенная для изготовления болтов или шпилек, используемых для крепления рукавов из бакелита на предметах домашней кухонной утвари, изготовленной из алюминия, путем волочения за один единственный проход с использованием заготовки профилированного изделия квадратного поперечного сечения с размерами 13х13 мм, описанной в примере 1.
Обычная номенклатура изделий этого типа в соответствии с предшествующим уровнем техники реализуется с использованием заготовки круглого поперечного сечения диаметром 18 мм и при осуществлении двух проходов волочения, отделенных друг от друга операцией отжига и промасливания в формате 13х13 мм.
Пример 6.
В данном примере получают проволоку прямоугольного поперечного сечения с размерами 15,0х4,0 мм, изготовленную из алюминиевого сплава марки 2017 на основе плоской катаной профилированной заготовки с поперечным сечением прямоугольной формы, имеющим размеры 16,5х8,1 мм, описанной в примере 2.
Эта проволока изготавливается путем волочения в три прохода, отделенных друг от друга операциями отжига и промасливания в промежуточных форматах, обладающих размерами 16,0х6,3 мм и 15,65х4,45 мм.
Обычная номенклатура изделий подобного рода в предшествующем уровне техники была основана на использовании заготовки с круглым поперечным сечением, имеющим диаметр 18 мм, и подразумевала реализацию шести проходов волочения, всякий раз отделенных друг от друга выполнением операции отжига и промасливания в промежуточных форматах с размерами 17,3х13,8 мм, 16,6х10,7 мм, 16,2х8,2 мм, 16,0х16,3 мм и 15,65х4,85 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ, ПРЕССОВАНИЯ И ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ И ЛИГАТУРНЫХ ПРУТКОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2689460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЫРЬЕВОЙ ПРОВОЛОКИ ИЗ ПЕРВОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ДРУГОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПУТЕМ ПРОФИЛИРОВАНИЯ В ВАЛКАХ | 2018 |
|
RU2772767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2669957C1 |
| ЗАГОТОВКА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ, ВЫПОЛНЕННАЯ ИЗ ДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2724751C1 |
| Способ производства стальной проволоки или прутков | 1986 |
|
SU1424900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
Изобретение относится к изготовлению катаных профилированных металлических изделий, имеющих частично или полностью многоугольное поперечное сечение, путем непрерывной разливки на литейное колесо с желобом и последующей непрерывной прокатки при помощи последовательности, состоящей из по меньшей мере трех пар прокатных роликов, снабженных периферийным желобом, расположенных симметрично по отношению к данному профилированному изделию и установленных поочередно в вертикальном и в горизонтальном положении. Задача изобретения - расширение сортамента. Предлагаемый способ отличается тем, что желоба первых пар упомянутых прокатных роликов идентичны желобам роликов, используемых для изготовления катаных профилированных изделий с круглым поперечным сечением; последняя пара прокатных роликов содержит желоба, ограничивающие соответствующее поперечное сечение, по существу совпадающее с заданным поперечным сечением конечного профилированного изделия; поперечное сечение, сформированное желобами последней пары прокатных роликов, характеризуется в вершинах многоугольника радиусами кривизны в диапазоне от 1 до 5 мм; стороны упомянутого многоугольника, не параллельные зазору между прокатными роликами последней пары роликов, имеют по отношению к соответствующим сторонам поперечного сечения конечного катаного профилированного изделия технологический уклон, величина которого заключена в диапазоне от 1/2 до 3o. Данное изобретение находит применение, в частности, для изготовления катаных профилированных изделий из алюминиевого сплава или из медного сплава, предназначенных для последующего волочения и/или протяжки. Изобретение обеспечивает возможность осуществления точного контроля геометрических параметров поперечного сечения прокатываемого изделия. 14 з.п. ф-лы, 5 ил., 4 табл.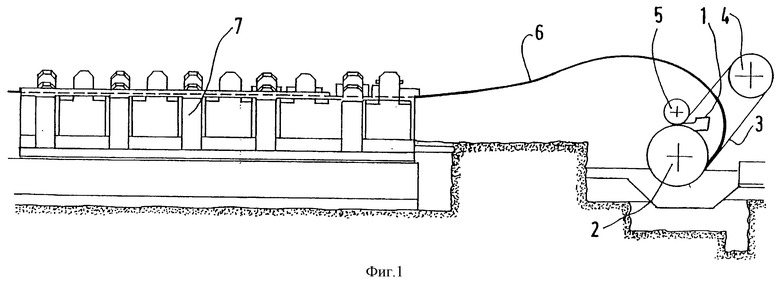
| GB 1143264, 01.07.1969 | |||
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| СПОСОБ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМОЙ ЗАГОТОВКИ | 1984 |
|
SU1235053A1 |
| СОЕДИНЕНИЯ ЭЛАСТОМЕРОВ, СОДЕРЖАЩИЕ ОБРАБОТАННЫЕ КРЕМНИЕМ УГЛЕРОДНЫЕ САЖИ | 1996 |
|
RU2213110C2 |

