Изобретение относится к электротехнике, в частности к электромашиностроению, и может быть использовано при сборке электрических машин.
Известны электрические машины, при сборке которых предусматривают осевой эксцентриситет между статором и ротором, необходимый для частичной разгрузки магнитных опор силами одностороннего магнитного притяжения в опорах, например, [1].
Недостатком данного технического решения является сложность сборки конструкции, обусловленная необходимостью дополнительных приспособлений, служащих для выставки осевого эксцентриситета.
Наиболее близким к данному техническому решению является способ сборки электрической машины, заключающийся в том, что в корпусе размещают статор с установленным в нем с осевым эксцентриситетом δ ротором [2]. В устройстве [2] эксцентриситет достигается путем смещения геометрических осей ротора и статора за счет смещения осей подшипников, в которых установлен ротор, с помощью специальных приспособлений, закрепленных в торцевых щитах. Однако необходимость изготовления специальных приспособлений усложняет конструкцию и весь процесс сборки, что снижает надежность устройства и уровень технологичности его изготовления.
Техническим результатом, который может быть достигнут при использовании данного изобретения, является повышение уровня технологичности изготовления устройства и повышение надежности путем упрощения конструкции.
Технический результат достигается тем, что в способе сборки электрической машины, заключающемся в том, что в корпусе размещают статор с установленным в нем с расчетным осевым эксцентриситетом ротором [2], согласно изобретению предварительно в статоре устанавливают без зазора шаблон, имитирующий форму ротора, статор с шаблоном устанавливают в корпусе, одна из торцевых сторон которого закрыта первым торцевым щитом с закрепленным в нем шарикоподшипником, в который вставляют один из концов вала шаблона, второй конец которого затем размещают во втором шарикоподшипнике второго торцевого щита, которым закрывают вторую торцевую сторону корпуса, при этом диаметр вала шаблона выбирают меньше внутреннего диаметра шарикоподшипников не более чем на двукратную величину расчетного осевого эксцентриситета δ между статором и ротором, затем скрепляют по периметру статор и корпус фиксирующими элементами, размещая всю конструкцию с опорой на корпус на горизонтальной технологической площадке, на которой производят всю сборку, затем фиксируют положение торцевых щитов относительно корпуса путем совместного штифтования торцевых щитов с торцевыми сторонами корпуса, после чего снимают один из двух торцевых щитов и извлекают шаблон, заменяя его ротором, диаметр вала которого не меньше внутреннего диаметра шарикоподшипников, вновь устанавливают снятый торцевой щит, размещая соответствующий конец вала ротора в его шарикоподшипнике.
На чертеже представлена конструктивная схема устройства.
Устройство состоит из корпуса 1, в котором с зазором размещают статор 2 с установленным в нем с расчетным осевым эксцентриситетом δ ротором 3. Корпус 1 и статор 2 скрепляют по периметру фиксирующими элементами, например штифтами. Ротор состоит из магнитопровода, насаженного на вал. Торцевые стороны корпуса 1 закрыты первым и вторым торцевыми щитами 4, в которых закреплены шарикоподшипники соответственно, служащие для установки в них вала ротора 3. Пунктирной линией обозначено положение шаблона при фиксации статора относительно корпуса 1.
Сборку производят следующим образом.
В статоре 2 устанавливают без зазора шаблон, имитирующий форму ротора, состоящий из магнитопровода, насаженного на вал. Статор с шаблоном устанавливают в корпусе 1, одну из сторон которого закрывают первым торцевым щитом, скрепляя его с корпусом 1. В торцевых щитах установлены соответствующие шарикоподшипники, служащие для размещения в них концов вала сначала шаблона ротора, а затем самого ротора. Один из концов вала шаблона вставляют в шарикоподшипник первого торцевого щита, затем второй конец вала шаблона размещают во втором шарикоподшипнике второго торцевого щита, которым закрывают вторую торцевую сторону корпуса 1. Диаметр вала шаблона выбирают меньше внутреннего диаметра шарикоподшипников не более чем на двукратную величину расчетного осевого эксцентриситета между статором и ротором. Всю конструкцию с опорой на корпус размещают на горизонтальной технологической площадке, на которой производят всю сборку. Затем закрепляют по периметру статор 2 и корпус 1 фиксирующими элементами, например штифтами, и фиксируют положение торцевых щитов 4 относительно корпуса 1 путем совместного штифтования торцевых щитов 4 с торцевыми сторонами корпуса. После фиксации положения статора 2 относительно корпуса 1 снимают один из двух торцевых щитов, извлекают шаблон из статора 2 и соответствующего шарикоподшипника и заменяют его ротором 3, затем вновь устанавливают снятый торцевой щит, размещая соответствующий конец вала ротора в шарикоподшипнике. Расточка вала ротора 3 под шарикоподшипник должна быть не меньше внутреннего диаметра шарикоподшипника. Осевой эксцентриситет рассчитывают, выбирая его такой величиной, чтобы сила одностороннего магнитного притяжения между ротором и статором по вертикальной оси вверх была бы равна весу ротора.
При размещении конструкции на горизонтальной плоскости с опорой на корпус (при выставлении фиксированного зазора между статором 2 с установленным в нем шаблоном ротора и корпусом 1) все нежелательные эксцентриситеты, которые могут иметь место из-за максимальных зазоров в местах посадки подшипников, максимальных радиальных зазоров в подшипниках, максимальных зазоров в местах посадки подшипников в торцевые щиты и максимальных зазоров в местах посадок торцевых щитов в корпус, а так же радиальных биений соответствующих посадок (см. кн. Л.И. Поспелова "Конструкции авиационных электрических машин" М. Энергоиздат, 1982г., с.180-182) практически сводятся к нулю, снижая до минимума начальное значение сил одностороннего намагничивания, вызывающих дополнительные нагрузки на подшипники, в результате чего увеличивается их рабочий ресурс и повышается надежность работы всего устройства без использования дополнительных специальных приспособлений.
Для уменьшения влияния радиального зазора в шарикоподшипниках на эксцентриситет желательно создать в шарикоподшипниках на одну из их обойм предварительный натяг в осевом направлении, например, с помощью пружин. Расчетный осевой эксцетриситет, в свою очередь, снижает до минимума радиальные нагрузки на шарикоподшипники, возникающие из-за веса ротора.
Этот способ сборки дает возможность собирать специальные электрические машины с очень малым механическим зазором между статором и ротором.
Данное изобретение может быть использовано при сборке любых электрических машин различного назначения.
Источники информации, принятые во внимание
1. US 3845997, 308-10, 1974.
2. Т.М. Башта "Самолетные гидравлические приводы и агрегаты", Оборонгиз, с.254, фиг.200, 1951г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНЫЙ НАСОС | 1999 |
|
RU2180055C2 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2223589C1 |
| АВИАЦИОННЫЙ ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2006 |
|
RU2316653C1 |
| УСТРОЙСТВО ДЛЯ БАЛАНСИРОВКИ РОТОРА ВЫСОКООБОРОТНОЙ ТУРБОМАШИНЫ | 2000 |
|
RU2204739C2 |
| ЦЕНТРОБЕЖНЫЙ НАСОС | 2000 |
|
RU2178838C2 |
| ДВИГАТЕЛЬ ВЕНТИЛЬНЫЙ И СПОСОБ ЕГО СБОРКИ | 2000 |
|
RU2168834C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2481509C1 |
| СПОСОБ ПЕРЕДАЧИ МОЩНОСТИ С ВАЛА СВОБОДНОЙ ТУРБИНЫ НА ВАЛ ЭЛЕКТРОГЕНЕРАТОРА И ГАЗОТУРБИННАЯ ЭНЕРГОУСТАНОВКА | 1998 |
|
RU2138664C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2480645C1 |
| МУФТА ГИДРОДИНАМИЧЕСКАЯ | 2006 |
|
RU2353834C2 |
Изобретение относится к электротехнике, в частности электромашиностроению. При сборке устройства предварительно в статоре устанавливают без зазора шаблон, имитирующий форму ротора. Статор с шаблоном устанавливают в корпусе, одна из торцевых сторон которого закрыта торцевым щитом с шарикоподшипником, в который вставляют один из концов вала шаблона, второй конец которого размещают во втором шарикоподшипнике второго торцевого щита, которым закрывают вторую торцевую сторону корпуса. Диаметр вала шаблона выбирают меньше внутреннего диаметра шарикоподшипников не более чем на двукратную величину расчетного осевого эксцентриситета между статором и ротором. Скрепляют по периметру статор и корпус фиксирующими элементами, размещая всю конструкцию с опорой на корпус на горизонтальной площадке и заштифтовывают торцевые щиты в стенки корпуса. После этого снимают один из торцевых щитов и извлекают шаблон, заменяя его ротором. Технический результат заключается в повышении технологичности изготовления и надежности путем упрощения конструкции. 1 ил.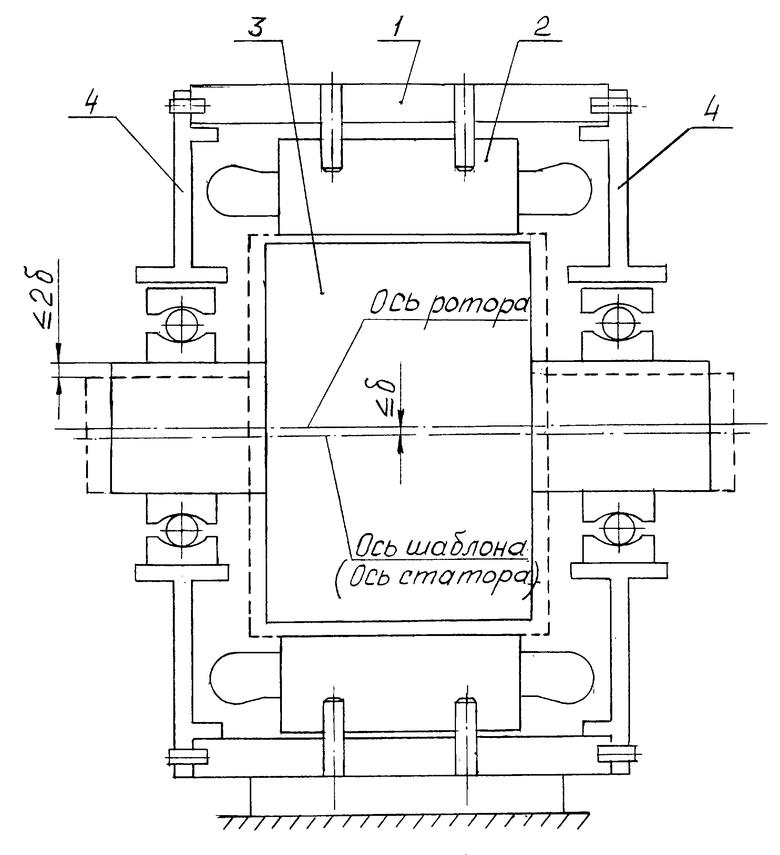
Способ сборки электрической машины, заключающийся в том, что в корпусе размещают статор с установленным в нем с расчетным осевым эксцентриситетом ротором в виде магнитопровода на валу, отличающийся тем, что предварительно в статоре устанавливают без зазора шаблон, имитирующий форму ротора, статор с шаблоном устанавливают в корпусе, одна из торцевых сторон которого закрыта первым торцевым щитом с установленным в нем подшипником, в который вставляют один из концов вала шаблона, второй конец которого затем размещают во втором подшипнике второго торцевого щита, которым закрывают вторую торцевую сторону корпуса, при этом диаметр вала шаблона выбирают меньше внутреннего диаметра подшипников не более чем на двукратную величину расчетного осевого эксцентриситета между статором и ротором, затем скрепляют по периметру статор и корпус фиксирующими элементами, размещая всю конструкцию с опорой на корпус на горизонтальной технологической площадке, на которой производят всю сборку, и фиксируют положение торцевых щитов относительно корпуса путем совместного штифтования торцевых щитов с торцевыми сторонами корпуса, после чего снимают один из двух торцевых щитов и извлекают шаблон, заменяя его ротором, диаметр вала которого не меньше внутреннего диаметра подшипников, вновь устанавливают снятый торцевой щит, размещая соответствующий конец вала ротора в его подшипнике.
| БАШТА Т.М | |||
| Самолетные гидравлические приводы и агрегаты | |||
| - М.: Оборонгиз, 1951, с.254, фиг.200 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ВЕТОХИНА "ЭМВ" | 1992 |
|
RU2006140C1 |
| Способ сборки электрической машины | 1988 |
|
SU1661918A1 |
| Способ сборки электрической машины и устройство для его осуществления | 1988 |
|
SU1589352A1 |
| GB 1469580 А, 06.04.1977 | |||
| US 3844031 A, 29.10.1974. | |||

