Предметом изобретения являются способы гибки, малковки и разметки шпангоутов, применяемых для производства судов, а также стан для выполнения этих способов.
Существующие малковочные станки, применяемые для получения малки угольников и швеллеров, не совмещают эту операцию с выгибом профильной полосы по плазовому обводу шпангоута. Разделение указанных операций вызывает дополнительные операции правки профиля с новым нагревом, что значительно усложняет производство работ.
По предлагаемому способу гибки, малковки и разметки шпангоутов специально изготовленный копир-шаблон вместе с обрабатываемой нагретой профильной полосой пропускается между роликами ниже описываемого стана, которые обжимают по шаблону обрабатываемую полосу. При обжатии по шаблону полоса получает требуемую малку с переменным углом по длине полосы. Одновременно на полосу может быть перенесена с шаблона разметка дыр путем кернования. Во избежание проскальзывания и отхода полосы от шаблона передние концы при выходе из стана зажимаются концедержателем.
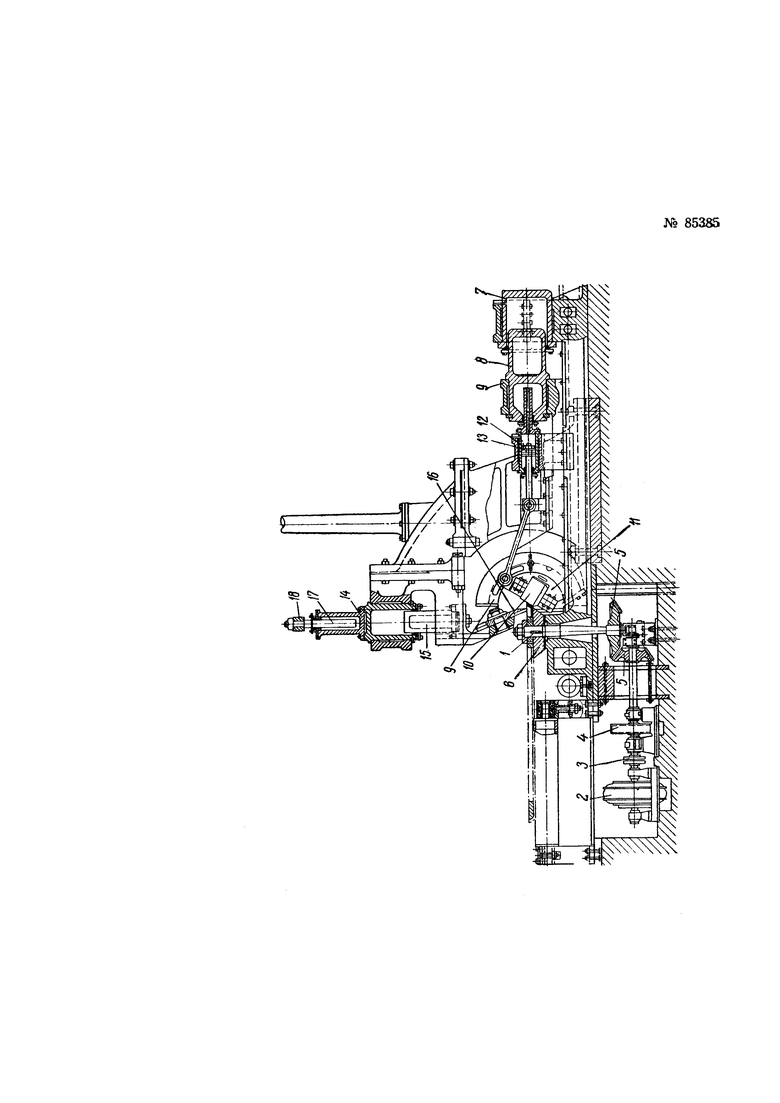
На чертеже изображена конструкция стана для гибки и малковки шпангоутов по шаблону.
Стан состоит из механизма, приводящего в движение главный вертикальный вал стана; гидравлического горизонтального нажимного механизма и вертикального опорного гидравлического механизма.
Привод вертикального главного вала 1 осуществляется двигателем 2 через муфту 3, цилиндрический редуктор 4 и коническую пару 5. Опорный ролик 6 закреплен неподвижно на валу 1, опирающемся нижним концом в подпятник, позволяющий регулировать положение вала по высоте. В горизонтальном нажимном гидравлическом механизме главный цилиндр 7 неподвижно закреплен в разъемной части станины. Двукамерный пустотелый плунжер 8 выполняет две функции: поршня - при передвижении каретки 9 (рабочий ход) в направлении к ролику 10 и цилиндра - при обратном ходе.
В каретку 9 помещена сферическая подушка 11, несущая ролик. 10, который лежит в подушке цапфами и может вращаться вокруг своей оси. Сферическая подушка 11 может вращаться в сферическом гнезде каретки на угол 45° в плоскости, параллельной плоскости чертежа.
В цилиндровую часть плунжера 8 входит утоненная часть цилиндра 12, через который поступает вода из аккумулятора. Благодаря этому каретка 9 и подушка 11 находятся все время под постоянным давлением и приходят в свое первоначальное положение после рабочего хода.
При поступлении воды из аккумулятора в цилиндр 7 поршень 8, двигаясь, передвигает каретку 9 в сторону главного вала.
Ролик 10, достигая профиля или шаблона, поворачивает сферическую подушку на угол, соответствующий углу шаблона. При этом ролик 10 давит на грань профиля и продвигает нижнюю горизонтальную полку между роликом 6 и шаблоном. Наружная же вертикальная полка располагается по скосу шаблона.
Обратный ход каретки 9 совершается под давлением воды аккумулятора, поступающей в цилиндр 12; при этом и подушка 11 под давлением воды на поршень 13 займет свое нормальное положение.
В случаях, когда необходима только гибка профиля по шаблону, а малковка не производится, подушка вместе с роликом жестко закрепляется в каретке 9.
Вертикальный опорный механизм состоит из укрепленного на станине цилиндра 14, в котором ходит плунжер 15 с закрепленной на ней кареткой. Каретка несет опорный ролик 16, сидящий свободно на оси и закрепленный гайкой. Плунжер 15 поднимается в исходное положение при помощи второго плунжера 17, связанного с кареткой поперечиной 18 и двумя тягами.
Ролик 16 воспринимает вертикальную составляющую силы нажима ролика 10 и регулирует зазор между шаблоном и верхней плоскостью ролика 6 для устранения возможности образования гофров на горизонтальной полке профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ДЕТАЛЕЙ МАЛОЙ КРИВИЗНЫ | 2001 |
|
RU2219009C2 |
| Головка к профилегибочному станку | 1982 |
|
SU1050775A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Универсальный штамп преимущественно для малковки уголковых профильных заготовок на отрицательную малку | 1986 |
|
SU1386332A1 |
| Универсальный гибочный штамп преимущественно для малковки уголковых профильных заготовок на положительную малку | 1986 |
|
SU1465148A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОГО ПРОКАТА | 2011 |
|
RU2483822C2 |
| Станок для гибки изделий | 1990 |
|
SU1706744A2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Устройство для завальцовки кромок металлического листа | 1976 |
|
SU651872A1 |
1. Способ гибки, малковки и разметки шпангоутов и других деталей из фасонных профилей или полос, отличающийся пропусканием нагретого или холодного металла-заготовки вместе с копир-шаблоном через систему роликов гибочного стана.
2. Малковочно-гибочный стан, предназначенный для выполнения описанного в п. 1 способа отличающийся тем, что на этом стане гибка по заданной кривой и малковка на определенный для каждого сечения угол производится автоматически пропусканием заготовки вместе с шаблоном через рабочие ролики стана.
