Изобретение относится к обработке металлов давлением, а именно к устройствам, предназначенным для гибки профилей по большому радиусу. Изобретение может быть использовано в штампо-заготовительных цехах на предприятиях авиационной, машиностроительной и других отраслей промышленности.
Известно устройство для гибки профилей, содержащее гибочную оправку и нажимной ролик с механизмом его прижима и торможения (авт. св. СССР №332886, B 21 D 7/04, 1972г.). При гибке профиля гибочная оправка совершает вращательное движение, а нажимной ролик прижимает профиль к оправке и одновременно тормозит его перемещение, обеспечивая дополнительное усилие профиля в зоне гиба, что повышает эффективность формообразования. Недостатком известного устройства является трудность обеспечения точной формы получаемого изделия из-за значительного пружинения материала.
Наиболее близким к предполагаемому изобретению по технической сущности является профилегибочный растяжной станок ПГР (Горбунов М. Н., Технология заготовительно-штамповочных работ в производстве самолетов. - М.: Машиностроение, 1981 г., с.81, рис. 3.22). Станок включает стол, установленную на столе оправку и гидроцилиндр для гибки, который связан тягами с двумя кронштейнами, выполненными с возможностью вращения вокруг оси, перпендикулярной плоскости стола. На кронштейнах установлены гидроцилиндры для растяжения заготовки, связанные штоками с механизмами захвата. Профильную заготовку с помощью механизмов захвата закрепляют на штоках гидроцилиндров для растяжения заготовки и осуществляют ее предварительное растяжение. Под действием гидроцилиндра для гибки осуществляется поворот вращающихся кронштейнов и гибка профиля. Известное устройство уменьшает или полностью исключает деформацию сжатия заготовки, что исключает потерю ею устойчивости. Недостатком устройства является высокое пружинение материала, что уменьшает точность получаемых деталей, требует корректировки профиля гибочной оснастки и в конечном итоге приводит к снижению качества изделий.
Задачей изобретения является уменьшение пружинения материала заготовки в процессе ее деформации.
Предлагаемое устройство для гибки профилей с растяжением включает стол, установленную на столе оправку, гидроцилиндр для гибки, расположенный соосно с оправкой. Гидроцилиндр для гибки связан тягами с кронштейнами, выполненными с возможностью вращения вокруг осей, перпендикулярных плоскости стола. На кронштейнах с возможностью вращения установлены гидроцилиндры для растяжения заготовки с механизмами ее захвата. Предлагаемое устройство, в отличие от прототипа, снабжено двумя дополнительными кронштейнами, расположенными в плоскости, параллельной поверхности стола. Дополнительные кронштейны выполнены с возможностью вращения вокруг общей оси, перпендикулярной плоскости стола и проходящей через ось гидроцилиндра для гибки. На дополнительных кронштейнах расположены гидроцилиндры для прижима со штоками, на которых закреплены гибочные ролики.
Использование предлагаемого устройства позволяет уменьшить пружинение материала заготовки за счет изгиба ее в процессе деформации сначала в сторону, противоположную кривизне оправки, а затем по радиусу оправки. Повышается качество готовых изделий.
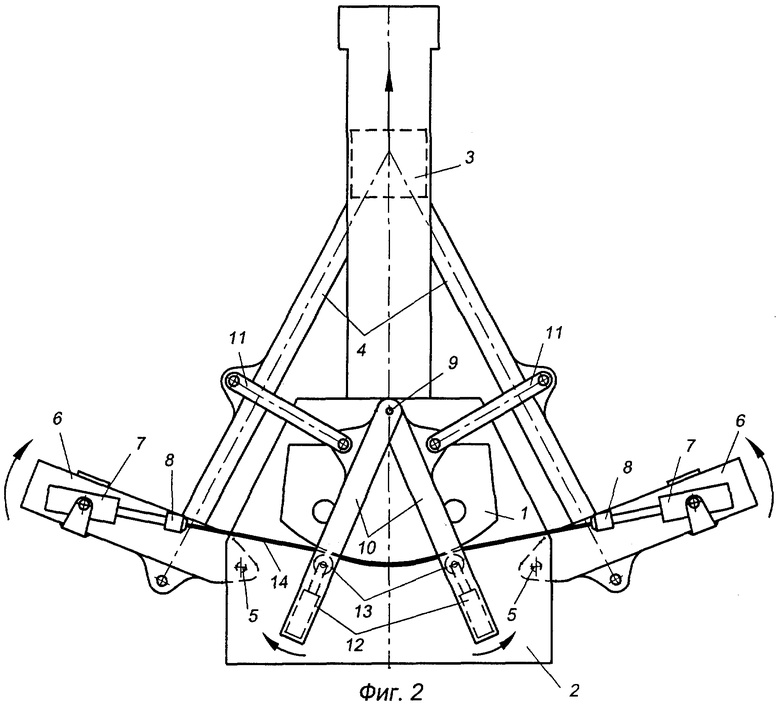
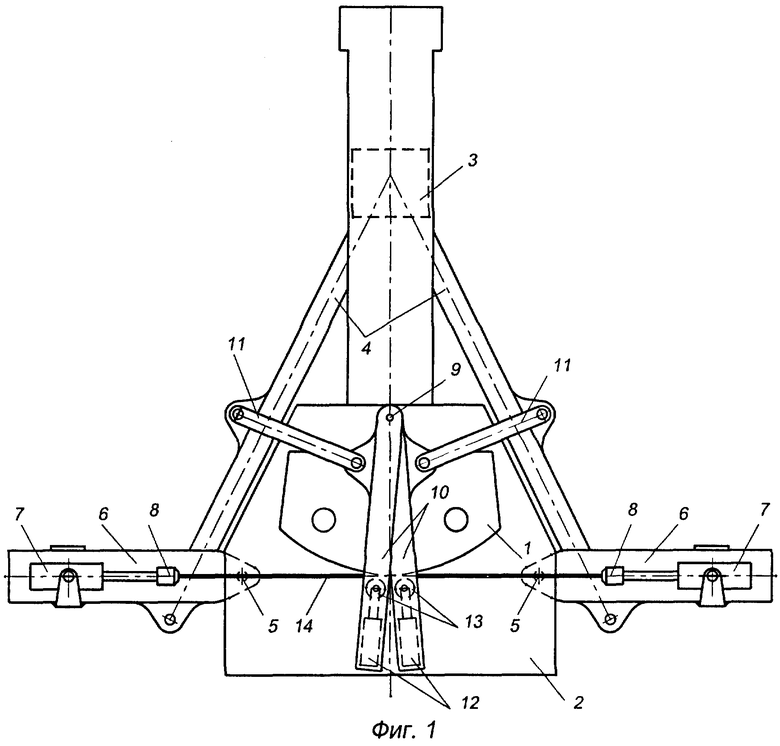
Сущность устройства поясняется графическими материалами, где изображена схема устройства в плане: на фиг.1 - начальное положение, на фиг.2 -положение в процессе работы.
Устройство содержит оправку 1, установленную на столе 2, и гидроцилиндр для гибки 3, который через тяги 4 связан с выполненными с возможностью вращения относительно осей 5 кронштейнами 6. На кронштейнах 6 установлены с возможностью вращения гидроцилиндры для растяжения 7 с механизмами захвата 8. Два, выполненных с возможностью вращения относительно оси 9, дополнительных кронштейна 10 связаны дополнительными тягами 11 с цилиндром для гибки 3. Два гидроцилиндра для прижима 12 установлены на кронштейнах 10. Со штоками гидроцилиндров для прижима 12 связаны гибочные ролики 13. В механизмах захвата 8 закреплена заготовка 14.
Устройство работает следующим образом. Заготовку 14 закрепляют с помощью механизмов захвата 8 относительно оправки 1 и осуществляют ее предварительное растяжение с помощью гидроцилиндров для растяжения 7, имеющих, например, независимый источник создания рабочего давления жидкости. Усилие растяжения определяют из условия создания в материале заготовки напряжений, равных пределу текучести материала, и поддерживают постоянным на протяжении процесса гибки. В первоначальный момент гидроцилиндры для прижима 12 вместе с гибочными роликами 13 занимают положение в центральной части оправки 1. От независимого источника создания рабочего давления жидкости осуществляется прижим гибочного ролика 13 к профильной заготовке 14. Усилием прижима обеспечивается постоянное поджатие заготовки к оправке, на протяжении всего процесса гибки. Под действием гидроцилиндра для гибки 3 осуществляют гибку профильной заготовки по оправке 1 путем перемещения тяг 4 и 11 и кронштейнов 6 и 10. При этом гидроцилиндры для растяжения 7 осуществляют постоянное растяжение заготовки, а гидроцилиндры для прижима 12 совместно с гибочными роликами 13 - прижим и перегиб заготовки в зоне ее контакта с оправкой 1. Такое нагружение заготовки приводит к последовательному растяжению-сжатию частей заготовки, которые расположены с внутренней стороны от нейтрального сечения, и сжатию-растяжению частей заготовки, которые расположены с наружной стороны от нейтрального сечения заготовки. Таким образом, пластическая деформация металла приводит к уменьшению предела упругости при повторной деформации противоположного знака (эффект Баушингера) (Аркулис Г.Э., Дрогобид В.Г. Теория пластичности. - М.: Металлургия, 1987, с.159). В результате пружинение материала получаемой детали резко уменьшается, т.к. последующее растяжение заготовки после ее сжатия или ее сжатие после предварительного растяжения приводят к уменьшению напряжений текучести материала и, следовательно, к уменьшению упругой составляющей деформации (т.е. к уменьшению пружинения). По окончании гибки заготовку освобождают из захватов и извлекают полученную деталь.
Использование изобретения позволяет повысить качество готовых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
Изобретение относится к области обработки металлов давлением. Устройство содержит стол, установленную на столе оправку, гидроцилиндр для гибки, расположенный соосно с оправкой и связанный тягами с кронштейнами, установленными с возможностью вращения вокруг осей, перпендикулярных плоскости стола, а также установленные на кронштейнах с возможностью вращения гидроцилиндры для растяжения заготовки, снабженные механизмами захвата. В плоскости, параллельной поверхности стола, расположены дополнительные кронштейны, выполненные с возможностью вращения вокруг общей оси, перпендикулярной плоскости стола и проходящей через ось гидроцилиндра для гибки, и соединенные через дополнительные тяги с гидроцилиндром для гибки. На дополнительных кронштейнах установлены гидроцилиндры для прижима со штоками, на которых расположены гибочные ролики. Достигается уменьшение пружинения материала заготовки в процессе деформации. 2 ил.
Устройство для гибки профилей, содержащее стол, установленную на столе оправку, гидроцилиндр для гибки, расположенный соосно с оправкой и связанный тягами с кронштейнами, установленными с возможностью вращения вокруг осей, перпендикулярных плоскости стола, установленные на кронштейнах с возможностью вращения гидроцилиндры для растяжения заготовки, снабженные механизмами захвата, отличающееся тем, что в плоскости, параллельной поверхности стола, расположены дополнительные кронштейны, выполненные с возможностью вращения вокруг общей оси, перпендикулярной плоскости стола и проходящей через ось гидроцилиндра для гибки, и соединенные через дополнительные тяги с гидроцилиндром для гибки, на дополнительных кронштейнах установлены гидроцилиндры для прижима со штоками, на которых расположены гибочные ролики.
| ГОРБУНОВ М.Н | |||
| Технология заготовительно-штамповочных работ в производстве самолетов | |||
| - М.: Машиностроение, 1981 г., с.81, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Станок для гибки профилей с растяжением | 1976 |
|
SU724243A1 |
| Станок для гибки профилей | 1976 |
|
SU550197A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| US 5884519 A, 23.03.1999. | |||

