1
Изобретение относится к обработке металлов давлением, а именно к ин- струменту для (малковки) уголковых профильных заготовок на положитель- пую малку.
Целью изобретения является расширение технологических возможностей штампа за счет бесступенчатого регулирования угла малковки, повышение качества и снижение усилия малковки .
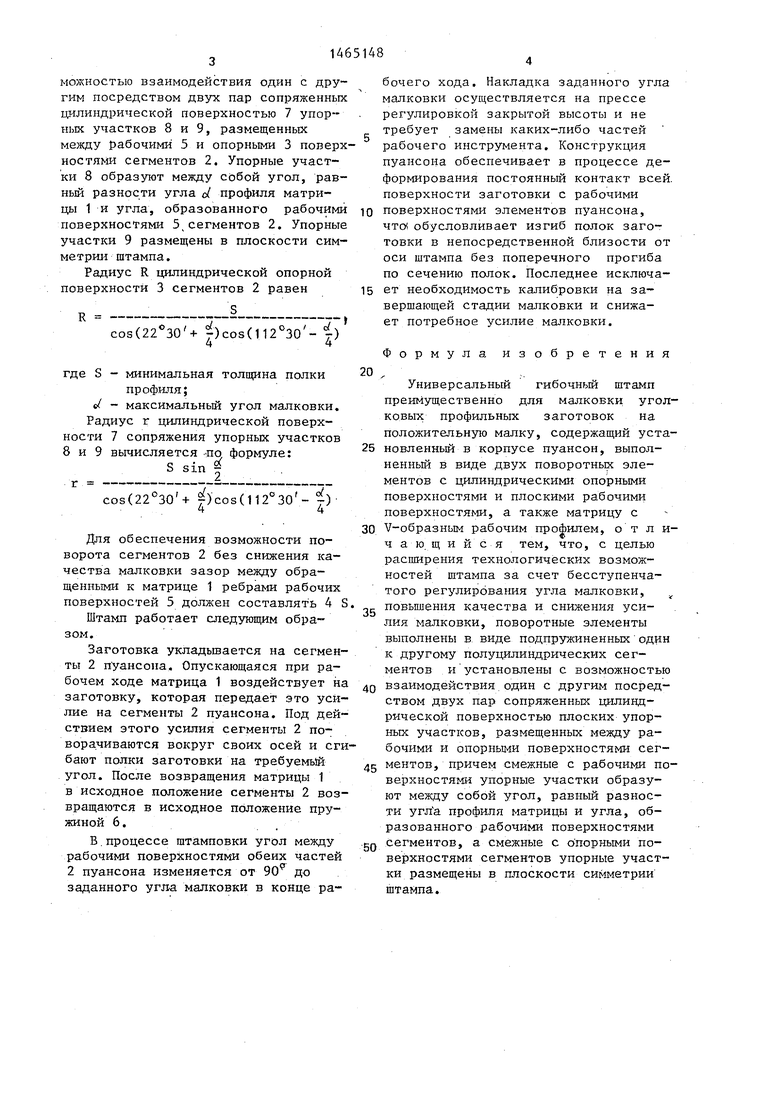
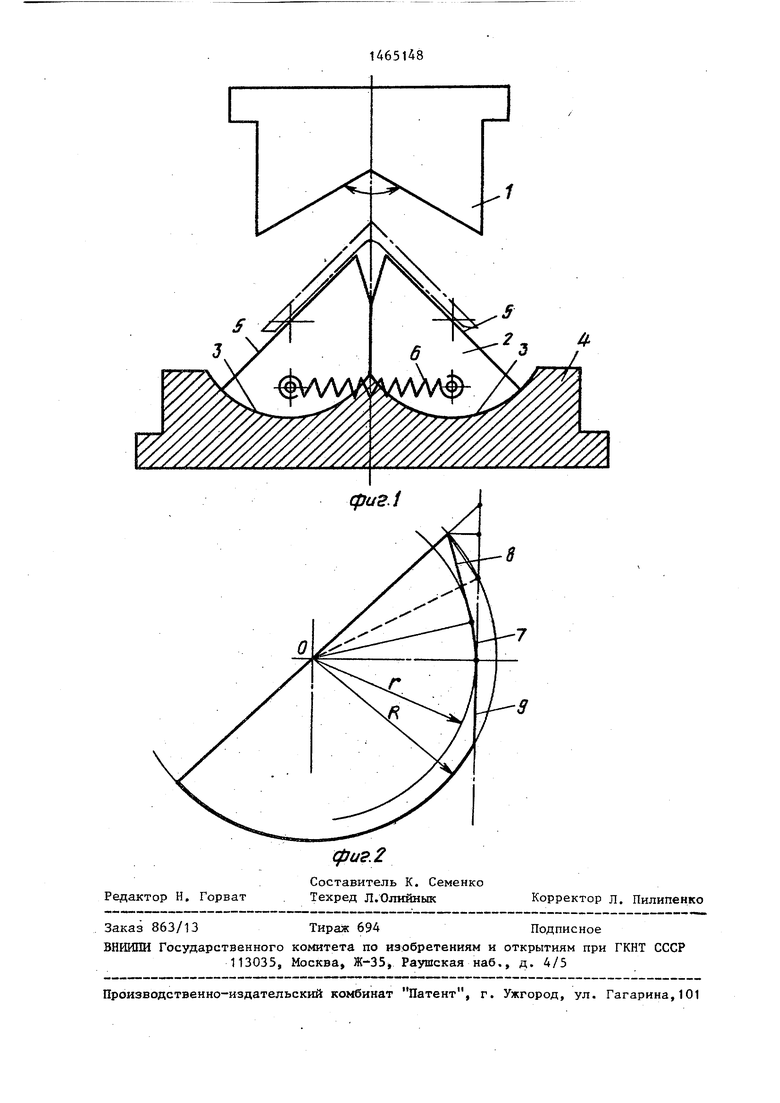
На фиг. 1 изображен универсальный штамп для малковки уголковых про- фильньЕС заготовок на положительную малку, общий вид; на фиг. 2 - сегмент пуансона, сечение.
Универсальный штамп для малковкио уголковых профильных заготовок на.положительную малку содержит универсальную матрицу 1 с V-образным профилем, угол при вершине которого соответствует наибольшему углу малковки, подвижный пуансон, состоящий из двух полуципиндрических сегментных частей 2, установленных с возмож- ностью поворота вокруг своих осей на цилиндрических опорных поверхностях 3 в корпусе 4. Плоские рабочие поверхности 5 злементов 2 пуансона в исходном положении образуют угол 90 и удерживаются, возвратной пружи ной 6. Сегменты 2 установлены с воз«4
О
СП
4
00
можностыо взаимодействия один с другим посредством двух пар сопряженных цилиндрической поверхностью 7 упор™ ных участков 8 и 9, размещенных между рабочими 5 и опорными 3 поверх нocтя И сегментов 2. Упорные участки 8 образуют между собой угол, равный разности угла d профиля матрицы 1 и угла, образованного рабочими поверхностями 5 сегментов 2, Упорные участки 9 размещены в плоскости симметрии штампа.
Радиус R цилиндрической опорной поверхности 3 сегментов 2 равен
S
R
соз(22 30 + 7)cos(112°30 - 7) 44
где S - минимальная толщина полки
профиля;
/ - максимальный угол малковки. Радиус г цилиндрической поверхности 7 сопряжения упорных участков
8 и 9 вычисляется -по формуле:
(/
г
sin I
cos(22°30 + )cos(112°30 - т)
Для обеспечения возможности поворота сегментов 2 без снижения качества малковки зазор между обращенными к матрице 1 ребрами рабочих поверхностей 5 должен составлять 4 S
Штамп работает следующим образом.
Заготовка укладьшается на сегменты 2 пуансона. Опускающаяся при рабочем ходе матрица 1 воздействует на заготовку, которая передает это усилие на сегменты 2 пуансона. Под действием этого усилия сегменты 2 поворачиваются вокруг своих осей и сгибают полки заготовки на требуемьй угол. После возвращения матрицы 1 в исходное положение сегменты 2 возвращаются в исходное положение пружиной 6.
В.процессе штамповки угол между рабочими поверхностями обеих частей 2 пуансона изменяется от 90 до заданного угла малковки в конце ра
5
0
5
0
5
0
5
0
бочего хода. Накладка заданного угла малковки осуществляется на прессе регулировкой закрытой высоты и не требует замены каких-либо частей рабочего инструмента. Конструкция пуансона обеспечивает в процессе деформирования постоянный контакт всей, поверхности заготовки с рабочими поверхностями элементов пуансона, что обусловливает изгиб полок заготовки в непосредственной близости от оси штампа без поперечного прогиба по сечению полок. Последнее исключает необходимость калибровки на завершающей стадии малковки и снижает потребное усилие малковки.
Формула изобретения
Универсальный гибочный штамп преимущественно для малковки уголковых профильных заготовок на положительную малку, содержащий установленный в корпусе пуансон, выполненный в виде двух поворотных элементов с цилиндрическими опорными поверхностями и плоскими рабочими а также матрицу с
т л ию щ и и с я тем, что, с целью расширения технологических возможностей штампа за счет бесступенчатого регулирования угла малковки, повьш ения качества и снижения усилия малковки, поворотные элементы выполнены в. виде подпружиненных один к другому полуцилиндрических сегментов и установлены с возможностью взаимодействия один с другим посредством двух пар сопряженных цилиндрической поверхностью плоских упорных участков, размещенных между рабочими и опорньвди поверхностями сегментов, причем смежные с рабочими поверхностями упорные участки образуют между собой угол, равный разности угл а профиля матрицы и угла, образованного рабочими поверхностями сегментов, а смежные с опорными поверхностями сегментов упорные участки размещены в плоскости симметрии штампа.
поверхностями,
V-образным рабочим профилем, о
ч аю щ и йся тем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп преимущественно для малковки уголковых профильных заготовок на отрицательную малку | 1986 |
|
SU1386332A1 |
| Устройство для малковки уголковых профилей | 1984 |
|
SU1227286A1 |
| Штамп для гибки профильных заготовок | 1988 |
|
SU1574315A1 |
| Способ штамповки изогнутых деталей с фланцами | 1990 |
|
SU1766558A1 |
| СПОСОБ ГИБКИ, МАЛКОВКИ И РАЗМЕТКИ ШПАНГОУТОВ И МАЛКОВОЧНО-ГИБОЧНЫЙ УНИВЕРСАЛЬНЫЙ СТАН | 1948 |
|
SU85385A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для штамповки деталей из профильных заготовок полузакрытых сечений | 1985 |
|
SU1319973A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Штамп для формовки полуцилиндрических обечаек | 1987 |
|
SU1530294A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
Изобретение относится к обработке металлов давлением, а именно к инструменту для малковки уголковых профильных заготовок на положительную малку. Цель изобретения -.рас- иирёнйе технологических возможностей штампа за счет бесступенчатого регулирования , угла малковки, повышение качества и снижение усилия малковки. Штамп содержит матрицу с V-образным рабочим профилем, а также установленный и корпусе луансон. Последний вьшолнен в виде двух полуцилиндрических сегментов (С) с цилиндрическими опорными и плоскими рабочими поверхностями. С подпружинены один к другому и взаимодействуют между собой двумя парами упорных участков, одна из которьк размещена в плоскости симметрии штампа, а другая образует угол, равный разности угла профиля матрицы и угла, образованного рабочими поверхностями С. При малковке заготовка укладывается на С. Матрица, опускаясь, через заготовку воздействует на С пуансона, которые отгибают полки малкуе- мого профиля, поворачиваясь навстречу один другому. Наладка заданного угла осуществляется регулировкой закрытой высоты штампа. 2 ил. а (Q (Л
фи.2
Редактор Н. Горват
Составитель К. Семенкс Техред Л.Олийнык
Корректор л. Пилипенко
| Универсальный пуансон для гибки | 1981 |
|
SU1013019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
