Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении оседиагональных изделий типа колес с лопатками для газотурбинных двигателей, газотурбинных установок, турбохолодильных машин и других аналогичных изделий.
Известен способ изготовления оседиагональных колес с лопатками, предусматривающий ковку цельнометаллической заготовки при температуре полиморфного превращения (для титанового сплава ВТЗ-1 Тп.п≈970oC) на молоте (3т), осаживание исходной заготовки (L=290±1,0 мм, ⊘ 175 мм) в торец на размеры поковки (b=144±4 мм, ⊘ 242 мм), последующую термообработку (отжиг 910±10oC, выдержка 3 ч 30 мин, перенос в печь с температурой 550±10oС, выдержка 2 ч, охлаждение на воздухе) и подачу заготовки на формообразование колеса с закрученными лопатками путем фрезерной обработки, в частности, выборкой фрезой межлопаточного пространства и фрезерованием профиля лопаток на пятикоординатных станках типа UCP-710 "Микрон" или КМЦ-600 (Технологический процесс для изготовления оседиагональных колес, 0050114021231, 2001 г., НПО "Сатурн").
Недостатками известного способа являются:
- невысокое качество изделия, обусловленное нарушением волокна заготовки при прорезании фрезой;
- высокая трудоемкость изготовления, обусловленная большим количеством фрезерных и слесарно-полировальных работ;
- низкий коэффициент использования металла.
Наиболее близким к предлагаемому техническому решению является способ изготовления оседиагональных изделий типа колеса с лопатками для авиационных двигателей с помощью подвижного пуансона, состоящего из центрального элемента и окружающего его кольца в изотермических условиях. Способ предусматривает предварительное фасонирование заготовки при движении вниз центрального элемента пуансона и окончательное формообразование изделия подачей кольца пуансона в том же направлении (см. США, патент 4312211, МПК В 21 К 1/32. Бюллетень "Изобретения в СССР и за рубежом", 10-82, с.67) - ближайший аналог.
Недостатками ближайшего аналога являются:
- невысокое качество изделия, обусловленное нарушением механических характеристик материала лопаток при однонаправленном деформировании заготовки, что в свою очередь влияет на срок службы всего изделия;
- ограниченные технологические возможности, так как он позволяет получать изделия только с прямыми лопатками.
Техническим результатом заявляемого способа является расширение технологических возможностей за счет изготовления колес с закрученными лопатками, при этом обеспечивается формообразование заготовки с прямыми лопатками и их закрутка при окончательном формообразовании изделия, что позволит снизить себестоимость изготовления и повысить качество изделий.
Сущность технического решения заключается в том, что в способе изготовления оседиагональных изделий типа колес с лопатками, включающем предварительное фасонирование заготовки в верхнем и нижнем штампах на прессе с выталкивателем, последующее формирование заготовки с прямыми лопатками и формообразование изделия в изотермических условиях, согласно изобретения получают оседиагональное изделие типа колеса с закрученными лопатками и межлопаточной поверхностью с большим и меньшим диаметрами, предварительное фасонирование заготовки осуществляют путем смыкания верхнего и нижнего штампов, в качестве последнего из которых используют штамп с пуансоном, формирование заготовки с прямыми лопатками производят перемещением упомянутого пуансона вверх при использовании в качестве его привода выталкивателя пресса, а при окончательном формообразовании изделия прямые лопатки последовательно подвергают закрутке путем фиксации заготовки с прямыми лопатками при расположении точки на меньшем диаметре ее межлопаточной поверхности в нижнем положении, а точки на большом диаметре ее межлопаточной поверхности - в верхнем положении, установки под лопатку со стороны большего диаметра заготовки поддерживающего ложемента, нагрева лопатки со стороны спинки до температуры 700±10oС, последующего ввода со стороны меньшего диаметра заготовки деформирующего ложемента, с перемещением его в горизонтальной плоскости по радиусу до упора и термофиксации лопатки в течение 1-2 мин.
Предлагаемый способ поясняется чертежами, где:
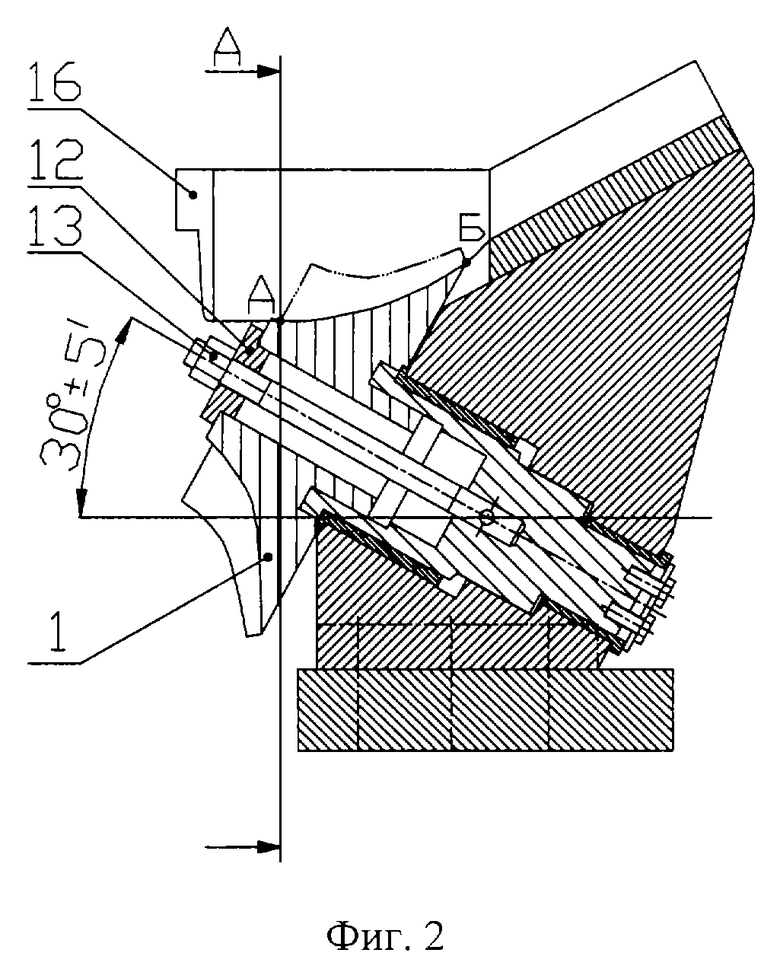
фиг. 1 - штамповочный блок для изготовления оседиагонального изделия в изотермических условиях,
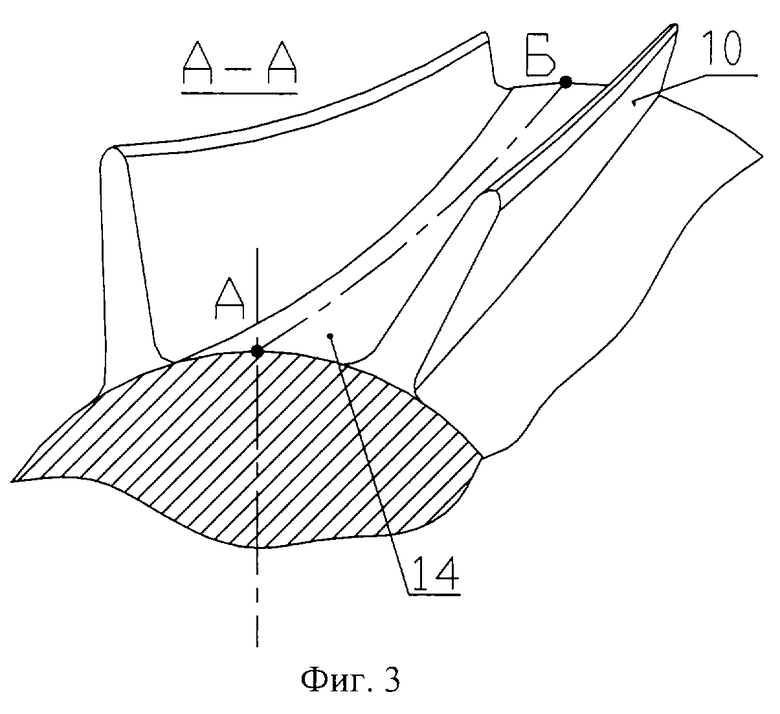
фиг.2 - схема фиксации заготовки при закрутке лопатки,
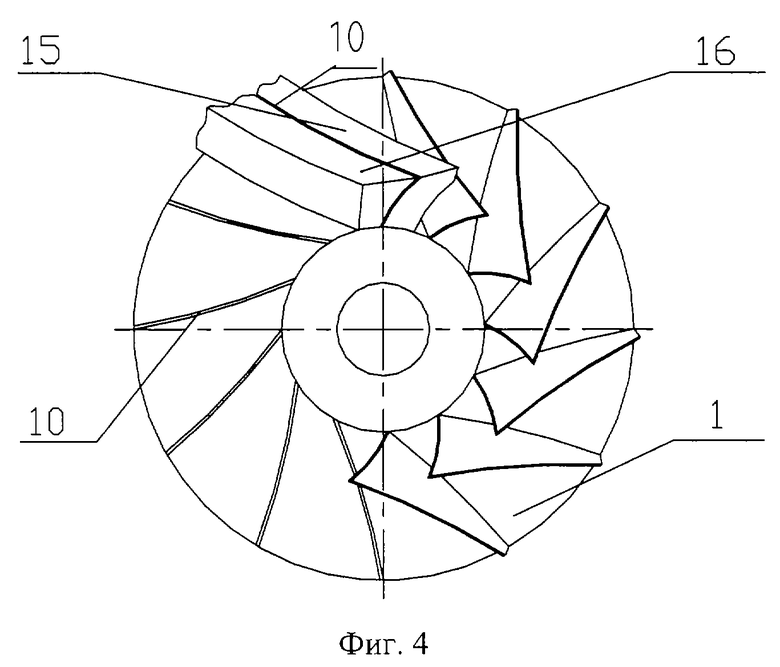
фиг.3 - схема фиксации заготовки, взятая по линии А-А фиг.2,
фиг.4 - схема закрутки лопаток.
Способ изготовления оседиагональных изделий типа колес с лопатками осуществляют следующим образом:
в соответствии с изотермическими условиями предварительно нагретую заготовку 1 устанавливают в нижний штамп 2 (см. фиг.1) и фиксируют на дугообразной поверхности 3 сегментов 4, образующих между смежными боковыми поверхностями ручьи для формообразования лопаток. При этом сегменты 4 фиксируются в нужном положении относительно друг друга установкой торцов 5 на поверхности нижнего штампа 2 и дугообразную поверхность 6 сегментов 4, образуемую торцами будущих прямых лопаток. Включают пресс (на чертежах не показан). Верхний штамп 7 опускают до смыкания с нижним штампом 2, при этом центральная вставка 8 верхнего штампа 7 выжимает нагретый металл в периферийные зоны и формируют ступицу 9 и частично лопатки 10, обеспечивая таким образом предварительное фасонирование заготовки изделия в монолитном исполнении с лопатками 10. Затем включают рабочий ход выталкивателя пресса, под действием которого пуансон 11 нижнего штампа 2 перемещается вверх и формирует окончательно оседиагональное колесо с прямыми лопатками. Подъемом траверсы пресса (на чертеже не показано) верхний штамп 7 поднимают вверх, раскрывают полость штампового блока, приводят в движение пуансон 11 и он поднимает над торцом нижнего штампа 2 полученную заготовку 1 вместе с дугообразными сегментами 4. Заготовку 1 вынимают и подают на закрутку в приспособление (см. фиг.2), снабженное делительным диском (на чертежах не показан). Заготовку 1 фиксируют с помощью втулки 12 и гайки 13 таким образом, что ось заготовки 1 составляет с горизонтальной осью угол, например, в 30o±5', при этом точка "А" на меньшем диаметре ее межлопаточной поверхности 14 (см. фиг.3) находится в нижнем положении, а точка "Б" - на большом диаметре ее межлопаточной поверхности 14 в верхнем положении. Затем под прямую лопатку 10 (см. фиг.4) под корыто со стороны большого диаметра заготовки 1 устанавливают поддерживающий ложемент 15 и лопатку 10 нагревают со стороны спинки до температуры 700±10oС. После этого со стороны малого диаметра заготовки 1 вводят деформирующий ложемент 16, перемещая его в горизонтальной плоскости до упора с помощью пневмоцилиндра (на чертежах не показан), при этом деформирующий элемент 16 укладывает прямую лопатку 10 на поддерживающий ложемент 15. Лопатку 10 термофиксируют при температуре 700±10oC в течение 1-2-х мин. Затем деформирующий ложемент 16 выводят из межлопаточного пространства 14 заготовки 1, поворачивают на шаг делительный диск и цикл повторяют до закрутки всех лопаток 10.
Пример 1. Нагрев заготовки 1, например, из титанового сплава ВТЗ-1 осуществляют в электропечи типа СН04,0х8,0. Перед нагревом для предотвращения взаимодействия нагретого металла с воздушной атмосферой заготовку 1 эмалируют покрытием ЭВТ-24. Нагрев заготовки 1 проводят до температуры 950oС. Заготовку 1 вынимают из электропечи и устанавливают в нижний штамп 2 с помощью механических клещей. Дугообразные сегменты 4 (фиг.1), ложементы 15 и 16 (фиг.4) изготавливают из литейного сплава на никелевой основе ЖС6-К и их поверхность покрывают теплоизоляционным слоем толщиной 0,01-0,005 мкм, состоящим из окислов Аl2О3, MgO, SiO2. Слой наносят плазменным, катодным или газоплазменным способами, что обеспечивает высокое качество получаемых изделий. Формообразование выполняют на гидравлическом прессе усилием 6,3 МН, снабженном индукционным нагревателем УИДИН-350. Полученную заготовку 1 с прямыми лопатками 10 устанавливают в приспособление (фиг.2) и фиксируют так, что угол между горизонтальной осью и осью заготовки 1 составляет 30o. Затем устанавливают поддерживающий ложемент 15, фиксируя его от смещения, причем его можно устанавливать последовательно под каждую лопатку 10, или все сразу по количеству лопаток 10. В межлопаточное пространство 14 заготовки 1 вводят индуктор ТВЧ, снабженный фотопирометром с устройством автоматического регулирования температуры (источник питания с частотой тока 2400 Гц и мощностью 100 кВт), нагревают лопатку 10 со стороны спинки до 700oС, выводят индуктор и со стороны малого диаметра заготовки 1 перемещают деформирующий ложемент 16 до упора. Проводят термофиксацию лопатки в течение 1-2 мин при температуре 700oС, а затем выводят деформирующий элемент 16 из межлопаточного пространства 14 заготовки 1. Цикл повторяют до полной закрутки всех лопаток 10. Предложенным способом изготовлено оседиагональное колесо со следующими параметрами:
- малый диаметр заготовки ≈ 77 мм;
- большой диаметр заготовки ≈ 226 мм;
- угол закрутки лопаток 10 со стороны малого диаметра 41o.
Пример 2. Способ осуществляют аналогичным образом, при этом угол фиксации заготовки 1 составлял 30o±5', температура нагрева составляла 710oС, время термофиксации составило до 2 мин.
Предлагаемый способ изготовления оседиагональных изделий позволяет по сравнению с аналогом повысить в 10 раз производительность труда, увеличить КИМ с 0,15 до 0,85, ликвидировать потребность в дорогостоящем металлорежущем оборудовании и инструменте.
По сравнению с ближайшим аналогом предлагаемое техническое решение позволяет:
- повысить качество готового изделия за счет сохранения механических характеристик структуры тела лопаток, благодаря последовательной подаче усилия сверху и снизу при смыкании штампов и перемещении пуансона вверх;
- расширить технологические возможности способа за счет изготовления колес с закрученными лопатками, при этом обеспечивается формообразование заготовки с прямыми лопатками и их закрутка при окончательном формоообразовании изделия, что позволит снизить себестоимость изготовления и повысить качество изделий;
- обеспечить высокое качество за счет установки заготовки при определенном положении точек пересечения межлопаточной поверхности и диаметров изделия, что в свою очередь позволяет вводить деформирующий, поддерживающий ложементы и осуществлять плавную закрутку лопаток без изменения структуры пера и нарушения механических характеристик, обеспечить высокий ресурс готового изделия;
- упростить конструкцию штамповочного блока и использовать стандартное прессовое оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2557821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ ДЕТАЛИ | 2013 |
|
RU2542215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ РАБОЧИХ КОЛЕС ТУРБОМАШИН С ЛОПАТКАМИ СЛОЖНОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ И МНОГОРАЗЪЕМНЫЙ РАЗБОРНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016693C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 2010 |
|
RU2467823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2525961C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Способ изготовления лопатки вентилятора с защитной входной кромкой | 2023 |
|
RU2811636C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении оседиагональных изделий типа колес с лопатками для газотурбинных двигателей, газотурбинных установок, турбохолодильных машин и других аналогичных изделий. Способ включает предварительное фасонирование заготовки в верхнем и нижнем штампах на прессе с выталкивателем, последующее формирование заготовки с прямыми лопатками и формообразование изделия в изотермических условиях. Оседиагональное изделие типа колеса с закрученными лопатками и межлопаточной поверхностью с большим и меньшим диаметрами, предварительное фасонирование заготовки осуществляют путем смыкания верхнего и нижнего штампов. В качестве нижнего штампа используют штамп с пуансоном. Формирование заготовки с прямыми лопатками производят перемещением упомянутого пуансона вверх при использовании в качестве его привода выталкивателя пресса, а при окончательном формообразовании изделия прямые лопатки последовательно подвергают закрутке путем фиксации заготовки с прямыми лопатками при расположении точки на меньшем диаметре ее межлопаточной поверхности в нижнем положении, а точки на большом диаметре ее межлопаточной поверхности - в верхнем положении, установки под лопатку со стороны большего диаметра заготовки поддерживающего ложемента, нагрева лопатки со стороны спинки до температуры 700±10oС, последующего ввода со стороны меньшего диаметра заготовки деформирующего ложемента с перемещением его в горизонтальной плоскости по радиусу до упора и термофиксации лопатки в течение 1-2 мин. Использование изобретения ведет к расширению технологических возможностей, снижению себестоимости изготовления и повышению качества изделий. 4 ил.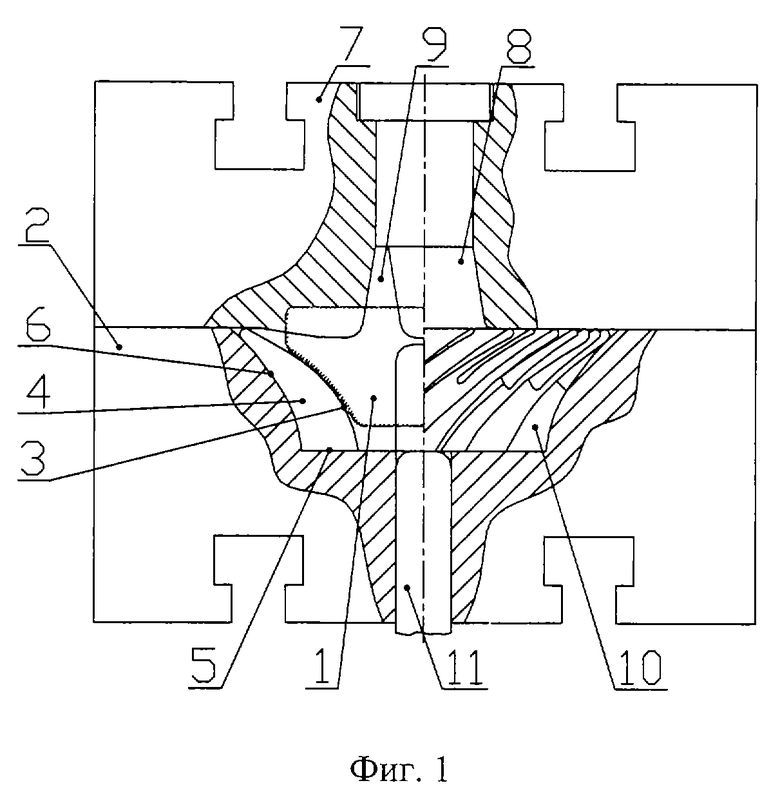
Способ изготовления оседиагональных изделий типа колес с лопатками, включающий предварительное фасонирование заготовки в верхнем и нижнем штампах на прессе с выталкивателем, последующее формирование заготовки с прямыми лопатками и формообразование изделия в изотермических условиях, отличающийся тем, что получают оседиагональное изделие типа колеса с закрученными лопатками и межлопаточной поверхностью с большим и меньшим диаметрами, предварительное фасонирование заготовки осуществляют путем смыкания верхнего и нижнего штампов, в качестве последнего из которых используют штамп с пуансоном, формирование заготовки с прямыми лопатками производят перемещением упомянутого пуансона вверх при использовании в качестве его привода выталкивателя пресса, а при окончательном формообразовании изделия прямые лопатки последовательно подвергают закрутке путем фиксации заготовки с прямыми лопатками при расположении точки на меньшем диаметре ее межлопаточной поверхности в нижнем положении, а точки на большом диаметре ее межлопаточной поверхности - в верхнем положении, установки под лопатку со стороны большего диаметра заготовки поддерживающего ложемента, нагрева лопатки со стороны спинки до температуры (700±10)°С, последующего ввода со стороны меньшего диаметра заготовки деформирующего ложемента с перемещением его в горизонтальной плоскости по радиусу до упора и термофиксации лопатки в течение 1-2 мин.
| US 4312211, 26.01.1982 | |||
| Способ изготовления рабочих колес центробежных машин | 1976 |
|
SU632465A1 |
| Способ изготовления рабочих колес центробежных машин | 1981 |
|
SU948527A2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В ИЗДЕЛИЯХ | 2010 |
|
RU2556992C2 |

