Предлагаемое изобретение относится к упрочнению рабочего профиля железнодорожных колес, восстановленных методом резания.
Наиболее близким к заявляемому решению является способ [Обточка бандажей и ободьев цельнокатаных колес по профилю. Инструкция по формированию и содержанию колесных пар тягового подвижного состава железных дорог колей 1520 мм. ЦТ/ 4351] , включающий в себя восстановление требуемого профиля колеса металлорежущим инструментом при вращении колеса вокруг своей оси и последующую пластическую деформацию поверхностного слоя в целях повышения чистоты поверхности бандажей по поверхности катания. Примерами такой обработки является обработка колесных пар вагонов и локомотивов на специальном металлорежущем оборудовании путем вращения колеса вокруг своей оси с пластической деформацией (накаткой роликом) поверхности инструментом. Недостатком решения является ограниченный ресурс колеса. Это объясняется тем, что после накатки роликом образуется гладкая поверхность, неспособная задерживать на своей поверхности смазочный материал (имеется на рельсе, наносится при лубрикации), с тонким слоем деформированного (упроченного) материала, ограничивающим межресурсный восстановительный срок.
(Лубрикация - нанесение на боковые поверхности головки рельса смазочного материала для уменьшения трения галтели колеса о рельс).
Техническим результатом заявляемого способа является повышение ресурса колеса между восстанавливающими обработками.
Технический результат достигается за счет создания упрочненного слоя с заданным микрорельефом на поверхности колеса в области галтели методом вибронакатывания (то есть деформирования рабочей поверхности галтели инструментом для формирования микрорельефа, создающего поверхностный упрочненный слой металла и микролунки, способные удерживать смазочный материал).
При этом способ включает восстановление требуемого профиля колеса металлорежущим инструментом при вращении колеса вокруг своей оси и последующую пластическую деформацию поверхностного слоя в области галтели колеса и прилегающих к ней участков. Пластическую деформацию выполняют путем формирования микрорельефа в виде лунок.
Пластическую деформацию могут осуществлять вращением инструмента вокруг своей оси с обеспечением натяга между инструментом и галтелью колеса.
Пластическую деформацию могут осуществлять при возвратно-поступательном движении инструмента.
Пластическую деформацию могут осуществлять путем обеспечения осциллирующего движения с переменным натягом.
Образованные лунки могут быть заполнены смазочным материалом предварительно и/или в процессе контакта колеса со смазочным материалом, нанесенным на рельс при лубрикации.
Поверхность галтели с нанесенным микрорельефом может быть подвергнута дополнительному пластическому деформированию.
Область галтели и прилегающих к ней участков может быть дополнительно подвергнута термообработке.
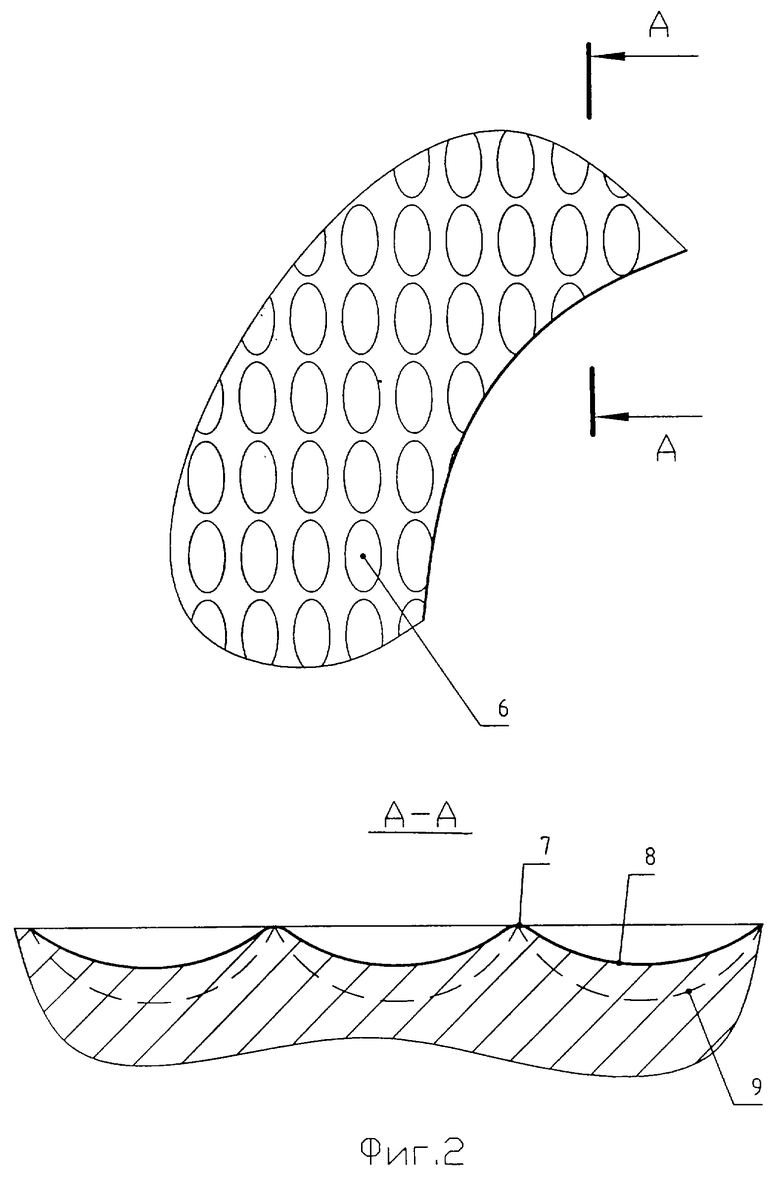
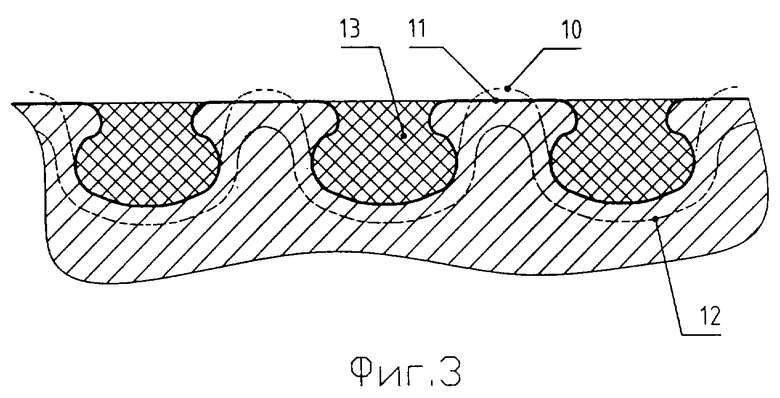
На фиг. 1 показан эскиз колеса с виброобработанной галтелью, на фиг. 2 - схема микрорельефа виброобработанной поверхности, на фиг. 3 - эскиз поверхности галтели после деформации выступов в процессе эксплуатации.
Обоснование заявляемого способа состоит в следующем. В процессе обработки колеса 1 инструментом (вибронакаткой) 2 по поверхности 3 колеса в границах 4 образуется вибронакатанная поверхность 5. Полученная поверхность представляет мозаичное (управляемое регулярное) расположение лунок 6, т.е. микрорельеф поверхности представляет собой чередование возвышенностей 7 и лунок 8. За счет неравномерного воздействия инструмента на поверхности образуются зоны 9 высокой деформации с достаточно большой толщиной упрочненного слоя в лунках 8 и незначительной на возвышенностях 7. Во время эксплуатации колеса в период приработки исходный профиль 10 деформируется до профиля 11. Образуется равнотолщинная упрочненная зона 12 по всему профилю. Лунки 6 предварительно (или в результате контакта галтели с рельсом, имеющим смазку, нанесенную при лубрикации) заполняют смазочным материалом 13. Наличие упрочненного поверхностного слоя снижает интенсивность износа колеса. Наличие смазки в лунках 6 снижает силу трения галтели об рельс, т.е. тоже снижает интенсивность износа колеса (и рельса). Оба эти фактора способствуют повышению ресурса колеса (и рельса).
Пример 1 реализации способа. Устанавливали на колесотокарный станок модели UBB 150-колесную пару, по типовой технологии обтачивали колеса до получения требуемого профиля. Затем устанавливали специальный инструмент, задавали колесу вращение вокруг своей оси, инструмент подводили к галтели колеса до создания натяга, задавали возвратно-поступательное движение, то есть производили обработку (вибронакатывание) в области галтели на рабочей части колеса методом пластического деформирования с образованием микрорельефа. Второе колесо в области галтели упрочняли обычным накатным роликом (по типовой технологии прототипа), т.е. без микрорельефа. Наносили на колеса метки для идентификации эксперимента. Пример исполняли в двух вариантах: 1 - на этом вибронакатывание заканчивали и на поверхность галтели наносили смазку; 2 - после формирования лунок наносили смазку и производили дополнительную пластическую деформацию обычным роликовым накатником (как на втором колесе) для частичного закупоривания смазки в лунках.
После пробега 2000 км колесные пары подвергали контролю.
Установлено, что при обработке вибронакатыванием без дополнительного пластического деформирования (вариант 1) относительный износ на 15-18% ниже в области галтели, чем у колеса, подвергнутого обычному пластическому деформированию без микрорельефа. Применение дополнительного пластического деформирования (вариант 2 см. п.4 в формуле) после виброобкатывания делает относительный износ вибронакатанного колеса с микрорельефом ниже на 23-27% в области галтели по сравнению с обычным накатанным без микрорельефа. Это подтверждает достижение технического результата и преимущество реализации способа по варианту 2.
Пример 2 реализации способа. В предшествующем примере рассмотрен метод вибронакатывания с постоянным натягом.
В данном примере использовали наряду с указанным движением инструмента (подача) один из видов дополнительных движений инструмента (вращательное, осциллирующее, возвратно-поступательное), а именно осциллирующее.
При данном методе обработки износ снизился без дополнительного деформирования (вариант 1) на 19-26%, с дополнительным деформированием (вариант 2) на 28-32%, то есть достижение технического результата обеспечено.
Пример 3. Все делали, как в примере 1, но инструменту давали еще вращательное движение. Относительный износ (вариант 1) снизился на 17-20%.
Пример 4. Все делали, как в примере I, но область галтели подвергали упрочняющей термообработке. Относительный износ снизился на 32-37%п
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2001 |
|
RU2211747C2 |
| СПОСОБ ФОРМИРОВАНИЯ СМАЗОЧНЫХ КАРМАНОВ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2010 |
|
RU2458776C2 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| ИНСТРУМЕНТ РАБОЧЕГО ОРГАНА ШПАЛОПОДБОЙНОЙ МАШИНЫ | 2002 |
|
RU2244055C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201317C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛА | 1991 |
|
RU2030364C1 |
| СПОСОБ ОПТИМИЗАЦИИ ПРОЦЕССА ТОЧЕНИЯ КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2000 |
|
RU2212308C2 |
| ЛОПАТКА ШПАЛОПОДБОЙКИ | 2002 |
|
RU2211275C1 |
Изобретение относится к области железнодорожного транспорта, упрочнению профиля колес, восстановленных методом резания. Способ включает восстановление требуемого профиля колеса металлорежущим инструментом при вращении колеса вокруг своей оси и последующую пластическую деформацию поверхностного слоя в области галтели колеса и прилегающих к ней участков. Для повышения ресурса колес между восстанавливающими обработками пластическую деформацию выполняют путем формирования микрорельефа в виде лунок. Пластическую деформацию могут осуществлять вращением инструмента вокруг своей оси с обеспечением натяга между инструментом и галтелью колеса. Пластическую деформацию могут осуществлять при возвратно-поступательном движении инструмента. Пластическую деформацию могут осуществлять путем обеспечения осциллирующего движения с переменным натягом. Образованные лунки могут быть заполнены смазочным материалом предварительно и/или в процессе контакта колеса со смазочным материалом, нанесенным на рельс при лубрикации. Поверхность галтели с нанесенным микрорельефом может быть подвергнута дополнительному пластическому деформированию. Область галтели и прилегающих к ней участков может быть дополнительно подвергнута термообработке. 6 з.п. ф-лы, 3 ил.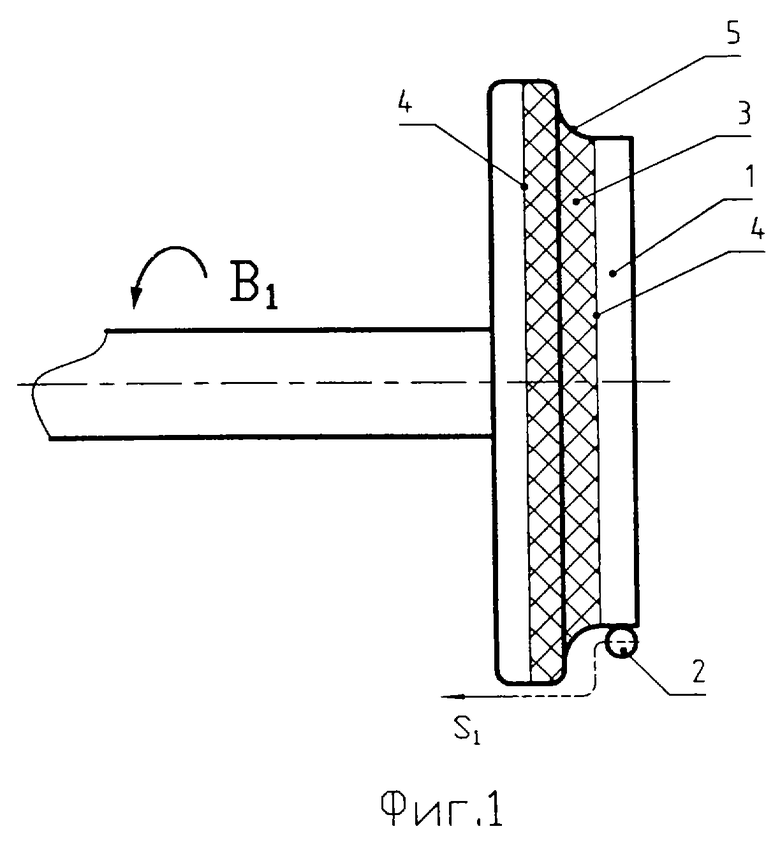
| Инструкция по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм | |||
| Букса для железнодорожного подвижного состава | 1922 |
|
SU329A1 |
| - М.: Издательство центра внедрения новой техники и технологии "Транспорт" МПС РФ, 1995, с.53, п.6.9.1 | |||
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЛЬСОВ И РЕБОРД КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1996 |
|
RU2128266C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЛЬСОВ И РЕБОРД КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2182093C2 |

