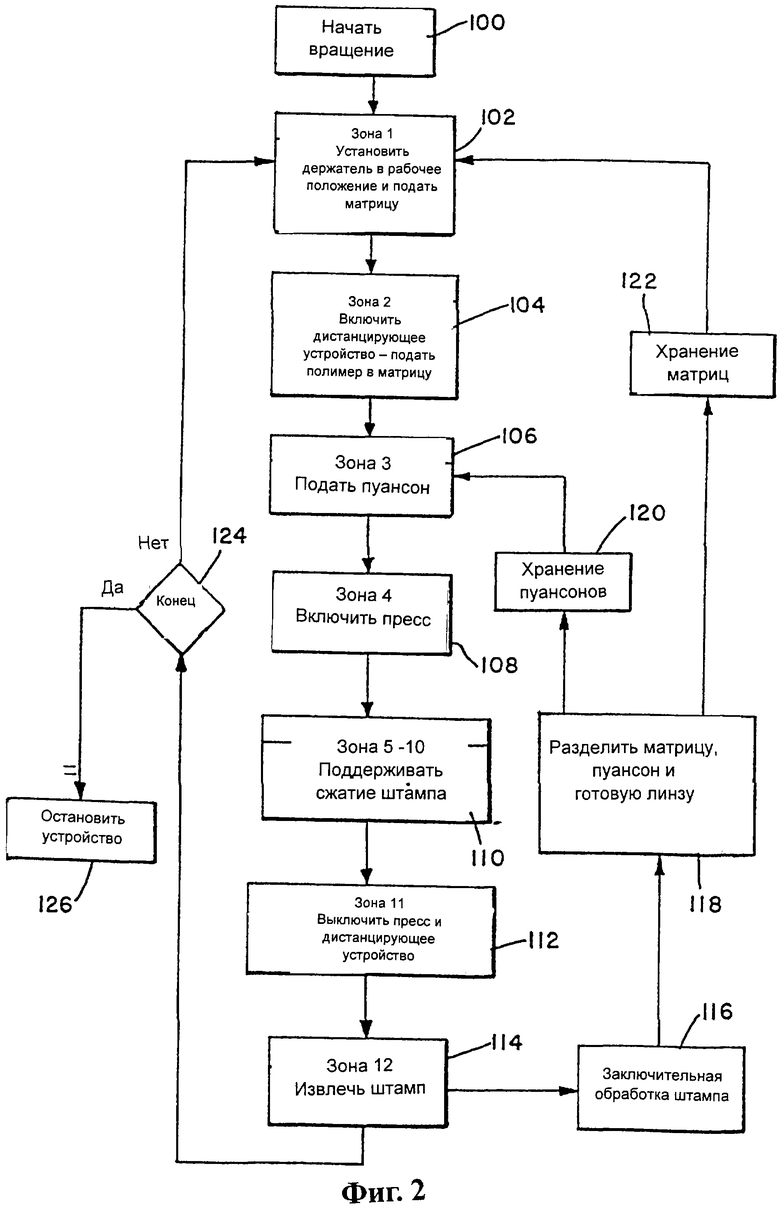
Изобретение относится к технологии изготовления из расплава оптических изделий, таких как линзы для очков или заготовки для компакт-дисков. В описываемом способе расплав полимера подают в виде струи, свободно истекающей из плавящего аппарата, в одну из матриц из нескольких поворачиваемых или линейно перемещаемых штампов. Каждый штамп состоит из матрицы и пуансона. Свободно истекающая струя расплава имеет цилиндрическую форму. Штампы установлены в держателях вращающейся планшайбы или конвейерной системы. Линзы формируются путем сжатия штампов с помощью прессующих устройств, связанных с каждым поддерживающим устройством планшайбы. Затем линзы отделяются от штампов, а штампы возвращаются на этапы загрузки штампов и подачи расплава. Процесс продолжается до тех пор, пока не будет изготовлено желаемое количество изделий. Изобретение позволяет изготавливать оптические изделия высокого качества без видимых дефектов. 5 с. и 25 з.п.ф-лы, 5 ил.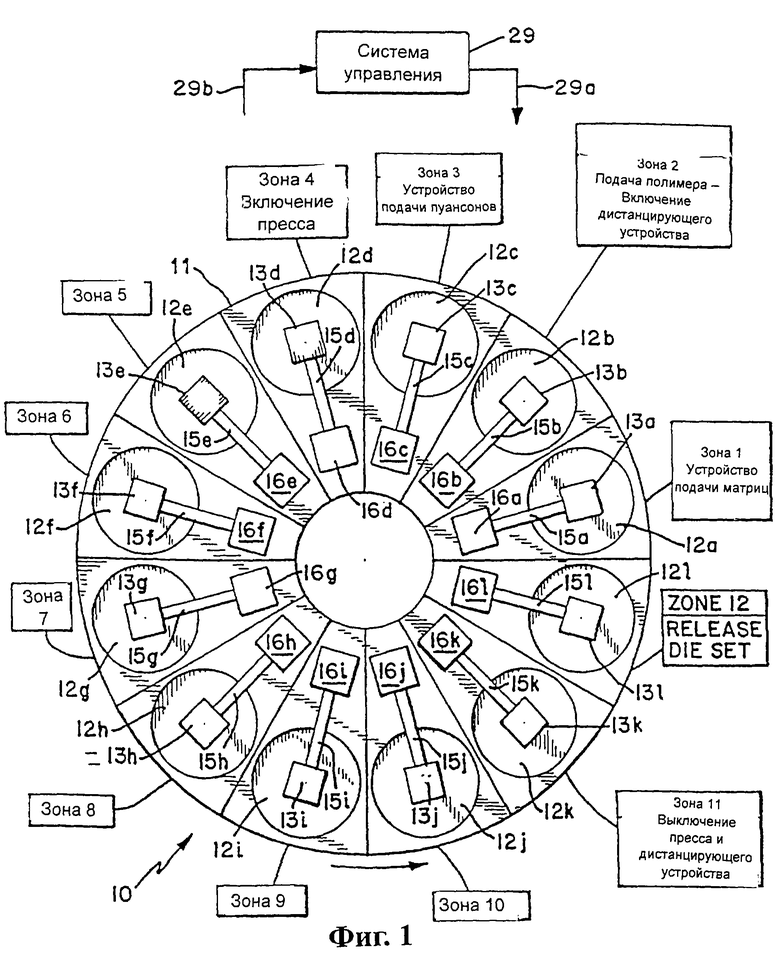
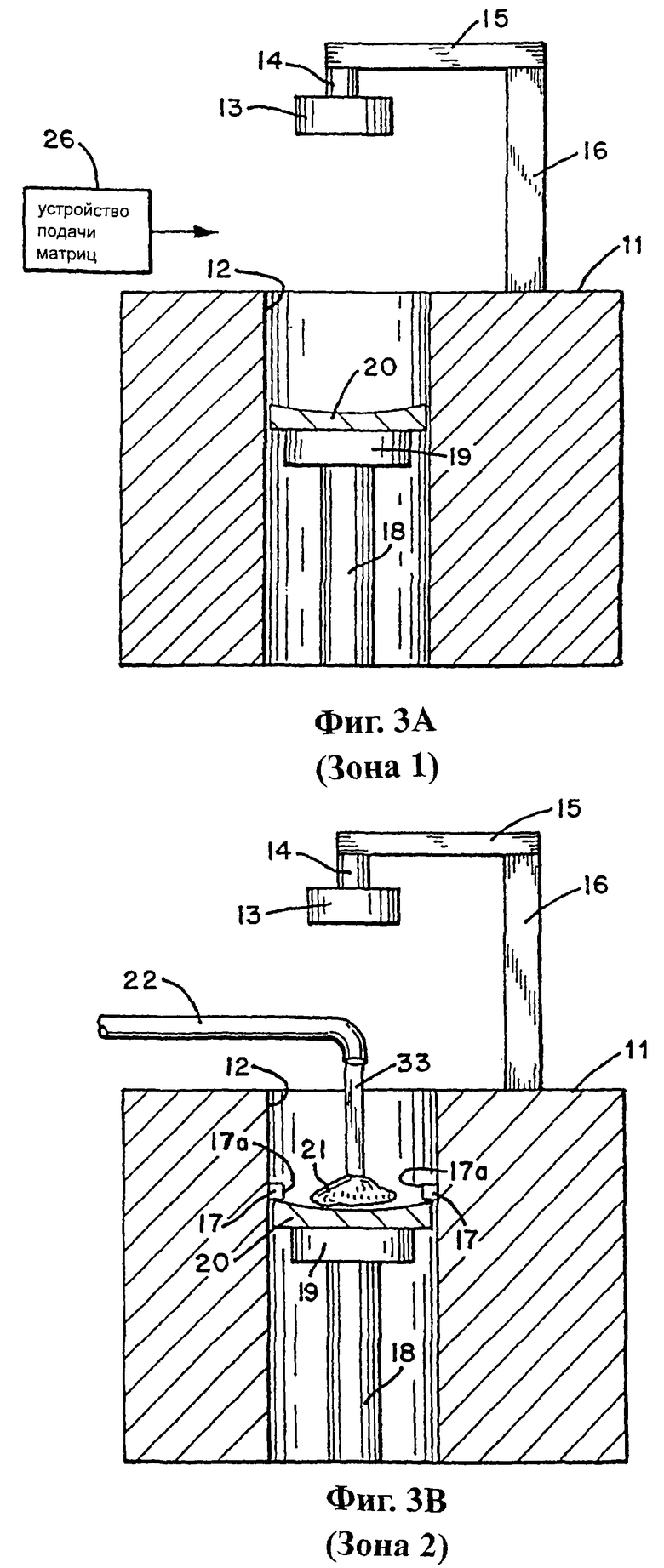
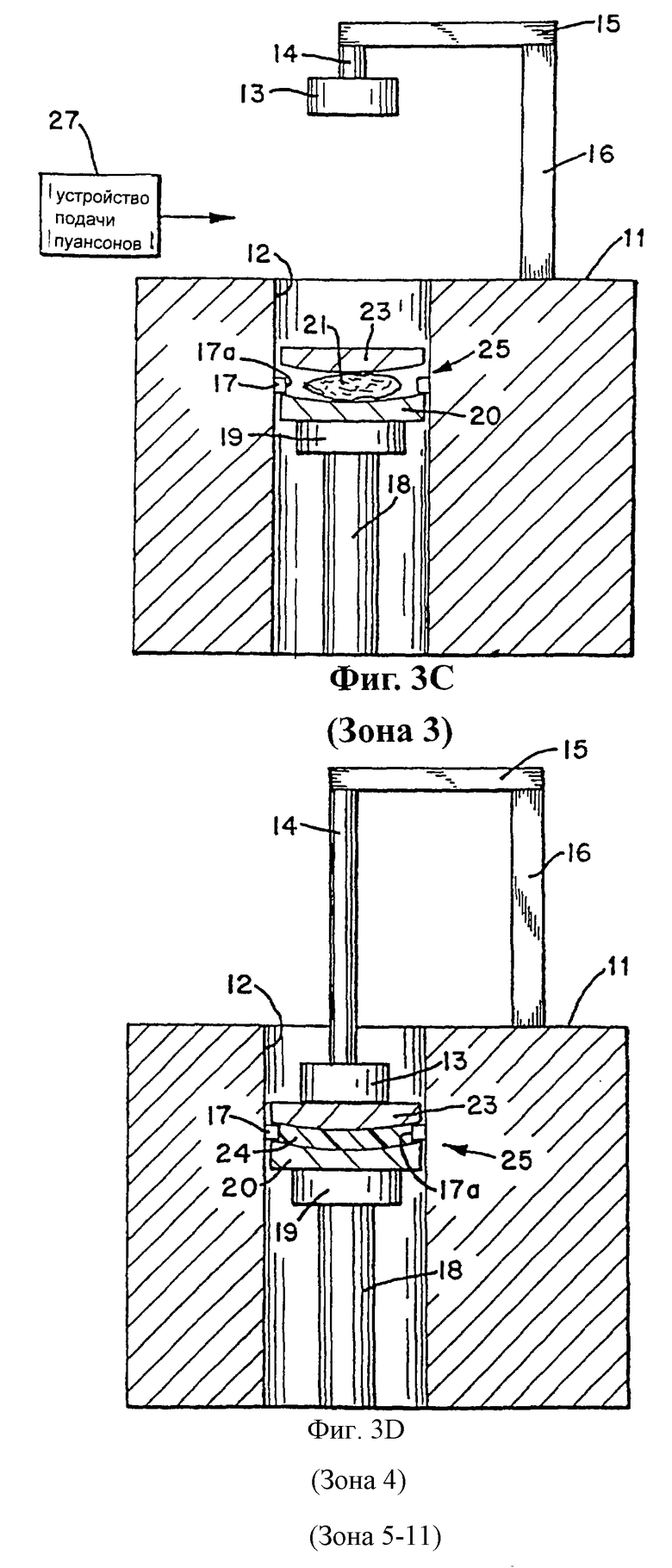
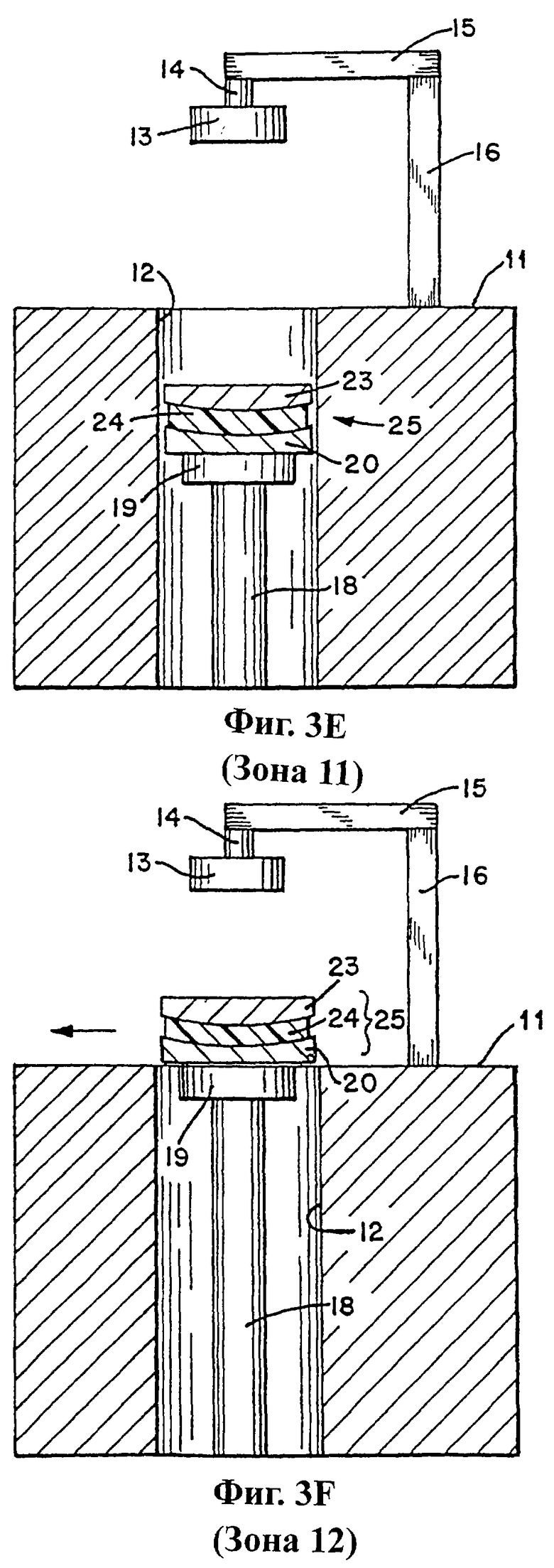
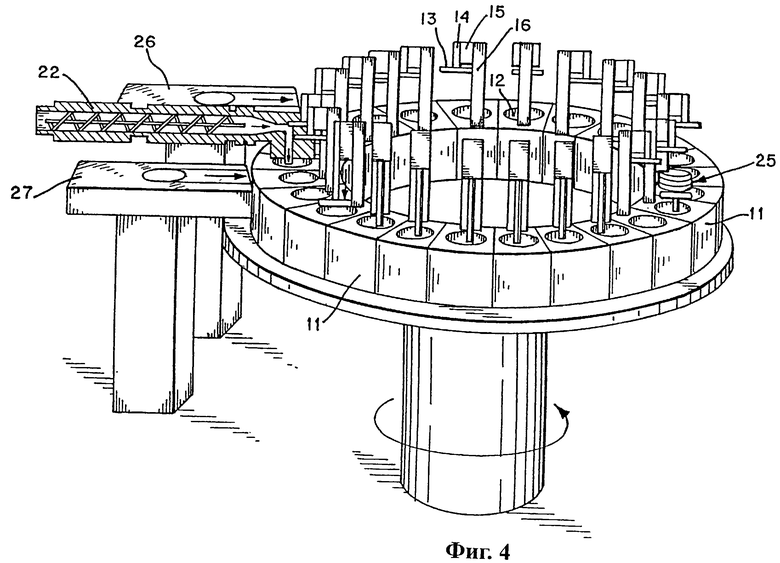
1. Способ формования оптических изделий, заключающийся в том, что используют способную вращаться планшайбу, на которой размещено множество равноудаленных держателей матриц и держателей пуансонов, причем каждая пара, состоящая из матрицы и пуансона, составляет один комплект штампа, формующий оптическое изделие, при этом осуществляют вращение планшайбы, формирование расплава оптического полимерного материала в плавящем аппарате и подачу расплава в виде струи, свободно истекающей из аппарата, при этом свободно истекающая струя расплава имеет цилиндрическую форму, подачу матрицы из устройства подачи матриц на матрицедержатель, формирование и подачу заданной порции свободно истекающего расплава на матрицу, подачу пуансона из устройства подачи пуансонов и опускание пуансона на свободную поверхность расплава с образованием комплекта формующего расплав штампа, состоящего из последовательно расположенных матрицы, полимерного материала и пуансона, сжатие содержащего расплав комплекта штампа с помощью пресса, связанного с держателем одной из частей штампа, для формирования оптического изделия, освобождение пресса по окончании формовки оптического изделия, удаление штампа с вращающейся планшайбы, извлечение оптического изделия из комплекта штампа, возвращение матрицы и пуансона в соответствующие устройства подачи и повторение перечисленных выше этапов до тех пор, пока не будет изготовлено желаемое количество оптических изделий.2. Способ по п.1, отличающийся тем, что свободная струя расплава вертикально изливается из плавящего устройства и используется для формирования порций не сжатого расплава.3. Способ по п.2, отличающийся тем, что плавящим устройством является экструдер.4. Способ по п.1, отличающийся тем, что расплав формируется в экструдере.5. Способ по п.4, отличающийся тем, что части штампов и вращающаяся планшайба подогреваются.6. Способ по п.1, отличающийся тем, что части штампов подогреваются до температуры, превышающей Тg полимера, но более низкой, чем температура разложения полимера.7. Способ по п.6, отличающийся тем, что температура частей штампов лежит между температурой, превышающей Тg полимера на 20°С, и температурой, на 10°С более низкой, чем температура разложения полимера.8. Способ по п.7, отличающийся тем, что после удаления с планшайбы штампы подвергаются заключительной обработке путем охлаждения от начальной температуры, превышающей Тg полимера примерно на 20°С, до температуры, на 15°С более низкой, чем Тg, со скоростью от 0,1 до 5°С в минуту.9. Способ по п.8, отличающийся тем, что начальная температура превышает Тg полимера примерно на 10°С.10. Способ по п.8, отличающийся тем, что скорость охлаждения составляет около 2°С в минуту.11. Способ по п.1, отличающийся тем, что держатели частей штампов размещены в гнездах вращающейся планшайбы.12. Способ формования оптических изделий, заключающийся в том, что используют конвейер, на котором размещено множество равноудаленных держателей матриц и держателей пуансонов, причем каждая пара, состоящая из матрицы и пуансона, составляет один комплект штампа, формующего оптическое изделие, при этом осуществляют движение конвейера, получение расплава оптического полимерного материала в плавящем аппарате и подачу расплава в виде струи, свободно истекающей из аппарата, подачу матрицы из устройства подачи матриц на матрицедержатель, формирование и подачу заданной порции свободно истекающего расплава на матрицу, при этом свободно истекающая струя расплава имеет цилиндрическую форму, подачу пуансона из устройства подачи пуансонов и опускание пуансона на свободную поверхность расплава с образованием комплекта формующего расплав штампа, состоящего из последовательно расположенных матрицы, полимерного материала и пуансона, сжатие содержащего расплав комплекта штампа с помощью пресса, связанного с держателем одной из частей штампа, для формирования оптического изделия, освобождение пресса по окончании формовки оптического изделия, удаление штампа с конвейера, извлечение оптического изделия из комплекта штампа, возвращение матрицы и пуансона в соответствующие устройства подачи и повторение перечисленных выше этапов до тех пор, пока не будет изготовлено желаемое количество оптических изделий.13. Способ по п.12, отличающийся тем, что свободная струя расплава вертикально изливается из плавящего устройства и используется для формирования порций не сжатого расплава.14. Способ по п.13, отличающийся тем, что плавящим устройством является экструдер.15. Оптическое изделие, отличающееся тем, что оно изготовлено способом по п.1.16. Оптическое изделие по п.15, отличающееся тем, что оно является линзой.17. Оптическое изделие по п.15, отличающееся тем, что оно является заготовкой компакт-диска.18. Устройство для изготовления оптических изделий, содержащее имеющую возможность вращаться планшайбу для поддержки множества матриц и пуансонов, причем каждая пара, состоящая из матрицы и пуансона, составляет один комплект штампа, нагревательные устройства для подогрева частей штампов и/или планшайбы, множество соединенных с планшайбой поддерживающих устройств для поддержки каждого из комплектов штампов, множество прессующих устройств, соединенных с каждым поддерживающим устройством планшайбы для сжатия заполненных расплавом комплектов штампов с целью формования оптических изделий, извлекающее устройство для удаления с планшайбы комплектов штампов, содержащих отформованное изделие, плавящее устройство для получения расплава оптического полимерного материала и подачи расплава в виде свободно истекающей из аппарата струи расплава, устройство подачи матриц на матрицедержатели с целью получения порции струи расплава, устройство подачи свободно истекающего расплава на верхнюю поверхность матриц, причем свободно истекающая струя расплава имеет цилиндрическую форму, и формирования из свободной струи расплава заданных порций не сжатого расплава, устройство подачи пуансонов и опускания пуансонов на свободную поверхность расплава с образованием комплекта формующего расплав штампа, состоящего из последовательно расположенных матрицы, полимерного материала и пуансона, при этом содержащий расплав комплект штампа сжимается с помощью прессующего устройства с целью формирования оптического изделия, комплект штампа вращается в планшайбе заданное время, после чего прессующее устройство выключается, а комплект штампа удаляется с планшайбы с помощью извлекающего устройства, сформированное оптическое изделие отделяется от матрицы и пуансона, а матрица и пуансон возвращаются в соответствующие устройства подачи.19. Устройство по п.18, отличающееся тем, что оно имеет вертикальную ось вращения.20. Устройство по п.18, отличающееся тем, что оно имеет горизонтальную ось вращения.21. Устройство по п.18, отличающееся тем, что плавящим устройством является экструдер.22. Устройство по п.18, отличающееся тем, что части штампов изготовлены из стекла.23. Устройство по п.18, отличающееся тем, что части штампов изготовлены из металла.24. Устройство по п.18, отличающееся тем, что дополнительно содержит устройство заключительной обработки для охлаждения комплектов штампов и формирования оптических изделий.25. Устройство по п.24, отличающееся тем, что входящее в него устройство заключительной обработки охлаждает комплекты штампов от начальной температуры, примерно на 20°С превышающей Тg, до температуры примерно на 15°С ниже Тg, со скоростью от 0,1 до 5°С в минуту.26. Устройство по п.25, отличающееся тем, что при заключительной обработке скорость охлаждения равна примерно 2°С в минуту.27. Устройство по п.18, отличающееся тем, что держатели установлены с возможностью перемещения в гнездах планшайбы.28. Устройство по п.18, отличающееся тем, что свободная струя расплава вертикально изливается из плавящего устройства и используется для формирования порций не сжатого расплава.29. Устройство по п.28, отличающееся тем, что плавящим устройством является экструдер.30. Устройство для изготовления оптических изделий, содержащее конвейер для поддержки множества матриц и пуансонов, причем каждая пара, состоящая из матрицы и пуансона, составляет один комплект штампа, нагревательные устройства для подогрева частей штампов и/или конвейера, множество соединенных с конвейером поддерживающих устройств для поддержки каждого из комплектов штампов, множество прессующих устройств, соединенных с каждым поддерживающим устройством конвейера для сжатия заполненных расплавом комплектов штампов с целью формирования оптических изделий, извлекающее устройство для удаления с конвейера комплектов штампов, содержащих отформованные изделия, плавящее устройство для получения расплава оптического полимерного материала и подачи расплава в виде свободно истекающей из аппарата струи, устройство подачи матриц на матрицедержатели с целью получения порции струи расплава, устройство подачи свободно истекающего расплава на верхнюю поверхность матриц, причем свободно истекающая струя расплава имеет цилиндрическую форму, и формирования из свободной струи расплава заданных порций не сжатого расплава, устройство подачи пуансонов для подачи пуансона и опускания его на свободную поверхность расплава с образованием комплекта формующего расплав штампа, состоящего из последовательно расположенных матрицы, полимерного материала и пуансона, при этом содержащий расплав комплект штампа сжимается с помощью прессующего устройства с целью формирования оптического изделия, комплект штампа перемещается по конвейеру заданное время, после чего прессующее устройство выключается, а комплект штампа удаляется с конвейера с помощью извлекающего устройства, сформированное оптическое изделие отделяется от матрицы и пуансона, а матрица и пуансон возвращаются в соответствующие устройства подачи.