Изобретение относится к способу обеспечения равномерности расплавленной металлической пленки, в частности стальной пленки, согласно ограничительной части пункта 1 формулы изобретения, и к устройству для реализации способа.
Изобретение можно применять во всех случаях, когда расплавленная металлическая пленка, в частности из стали, наносится на подложку, в частности на движущуюся конвейерную ленту, в виде расплава, который должен иметь по возможности одинаковую толщину и максимально одинаковые свойства по ширине ленты.
При непрерывной разливке металла, в частности стали в ленту, можно в соответствии с необходимой толщиной при чистовой прокатке, а также необходимой тепловой деформации для обеспечения достаточных свойств материала оптимально выбирать толщину отлитой ленты. При этом известно, что расплавленный металл посредством соответствующих способов и устройств охлаждают так, что поверхность жидкой металлической заготовки равномерно охлаждается путем контакта с инертным газом.
В DE 4407873 С2 описаны способ и устройство для охлаждения расплавленной стали, при котором сопла направлены под углом 0-50o в направлении литья к поверхности стальной заготовки, благодаря чему поверхность стали охлаждается равномерно и целенаправленно. За счет этого можно предотвратить образование окалины и обеспечить целенаправленный отвод тепла, благодаря чему оказывается целенаправленное влияние на поверхностные напряжения и обеспечивается желаемое качество стальной заготовки, соответственно стальной ленты. Однако для качества ленты из стали все еще остается важным обеспечение равномерной толщины, влияющей на равномерность свойств материала, по ширине ленты, что не во всех случаях обеспечивается за счет подачи на конвейерную ленту.
Поэтому задачей изобретения является усовершенствование уровня техники с целью обеспечения возможности такого изменения пленки расплавленного металла перед и после его подачи на конвейерную ленту, чтобы она имела по своей ширине равномерную толщину с равномерными свойствами материала.
Поставленная задача решается тем, что в способе обеспечения равномерности изготовленной путем непрерывной разливки в ленту расплавленной металлической пленки, в частности стальной пленки, в котором нанесенный на движущуюся ленту расплав должен иметь возможно одинаковую толщину и одинаковые свойства по ширине ленты посредством направленного на поверхность металлической пленки газового потока, согласно изобретению для обеспечения равномерности металлической пленки по ее ширине на поверхность металлической пленки направляют противоположно направлению течения отливаемой металлической пленки газовый поток под углом между 0-80o к нормали.
За счет такой реализации способа втекающий на конвейерную ленту расплав должен тормозиться за счет действия сил газового потока. Если пленка расплава течет быстрее, чем движется конвейерная лента, то заполняемое расплавом поперечное сечение меньше поперечного сечения движущегося синхронно с конвейерной лентой пленки расплава (заданное поперечное сечение). Такое недостаточное заполнение поперечного сечения является недостатком. За счет торможения и скопления расплава обеспечивается равномерное заполнение поперечного сечения. При этом необходимо избегать слишком сильного торможения и увеличения высоты пленки расплава. В противоположность DE 4407873 С2 на первом месте стоит достижение геометрической равномерности, даже если она достигается с помощью газового потока, а не охлаждение. В соответствии с этим существенно обуславливаются различные признаки газового потока. Кроме того, обеспечение равномерности по поперечному сечению облегчается за счет действующих перпендикулярно поверхности составляющих сил газового потока.
Газ после соударения с металлической пленкой улавливают и подают обратно. Используют восстановительный газ. В качестве газов пригодны инертные газы, такие как аргон или азот, при необходимости с подмешиванием восстанавливающих компонентов, например H2, CO, или окисляющих, влияющих на поверхностные напряжения компонентов, таких как O2, СО2.
Кроме того, предпочтительно подавать газ на металлическую пленку с равномерными интервалами. Это можно обеспечить с помощью ряда сопел в виде отдельных струй. Газ подают при повышенной температуре. Проводят измерение толщины по ширине ленты, в соответствии с сигналами которого целенаправленно регулируют газовые потоки. Газовый поток подается на поверхность отливаемой металлической пленки со скоростью, так что в жидком металле в месте соударения возникает углубление, равное по меньшей мере половине толщины отливаемой металлической ленты. На выровненную металлическую пленку подают средство, инициирующее кристаллизацию. На выровненную металлическую пленку в качестве средства, инициирующего кристаллизацию, подают газ, при этом в качестве газа используют окислительный газ.
Поставленная задача решается также тем, что в устройстве для реализации способа обеспечения равномерности расправленной металлической пленки, содержащем установку непрерывной разливки в ленту с движущейся конвейерной лентой, а также с расположенными в ее верхней части газовыми соплами, согласно изобретению по меньшей мере один ряд газовых сопел по ширине ленты расположен противоположно движению конвейерной ленты.
По ширине конвейерной ленты расположены друг за другом несколько рядов газовых сопел, так что на жидкой металлической пленке возникает профиль доски с вбитыми гвоздями. Газовые сопла в рядах расположены со сдвигом относительно друг друга. Между газовыми соплами и питателем металла по ширине ленты расположены датчики измерения толщины. Между датчиками измерения толщины и газовыми соплами расположено регулирующее устройство.
Вышеописанная конструкция устройства обеспечивает то, что выходящий из сопел объемный поток газа создает действующую на поверхность расплавленной металлической пленки силу. Эта сила приводит к тому, что струи газа проникают в металлическую пленку по меньшей мере на 50% ее глубины. При этом интенсивность каждой газовой струи следует выбирать так, чтобы предотвратить разбрызгивание жидкого металла и образование пузырьков газа в расплаве.
Кроме того, является предпочтительным располагать газовые сопла рядом друг с другом и друг за другом так, чтобы они имели форму квазигребенки. За счет этого достигается обработка жидкой металлической пленки, транспортируемой в направлении, противоположном направлению потока газа, выходящими струями газа наподобие гребенки, за счет чего обеспечивается торможение и выравнивание расплава по ширине ленты. Особенно предпочтительным является расположение двух или более гребенок друг за другом, смещенных относительно друг друга, для оказания действия подобно треугольнику Паскаля. За счет этого обеспечивается максимально равномерная толщина ленты по ее ширине и выравнивание свойств материала по ширине.
Кроме того, предпочтительно располагать сопла под углом так, чтобы газовый поток попадал на поверхность пленки расплава под углом 10-80o к нормали против направления движения отливаемой ленты. Для целенаправленного регулирования толщины отливаемой ленты предпочтительно измерять толщину пленки расплава после подачи с помощью подходящих датчиков и с помощью подходящего регулирующего устройства управлять газовым потоком из сопел так, чтобы он целенаправленно оказывал влияние на толщину ленты по ее ширине.
Кроме того, является предпочтительным наносить на металлическую пленку средство, инициирующее кристаллизацию, с целью обеспечения предпочтительной кристаллизации поверхности. Для стали в качестве инициирующего кристаллизацию средства применяют, например, окислительный газ, содержащий СО2, что обеспечивает обезуглероживание тонкого поверхностного слоя пленки расплава и тем самым такое повышение температуры кристаллизации над действительной температурой, что кристаллизация начинается с верхней стороны. Для этого содержание СО2 должно быть достаточно небольшим для предотвращения образования шлаков.
В качестве инициирующего кристаллизацию средства можно применять также охлаждающий и создающий центры кристаллизации порошок, например металлический порошок, жидкий шлак, газ или другой жидкий металл.
Ниже приводится подробное описание изобретения на примере выполнения, со ссылками на чертежи.
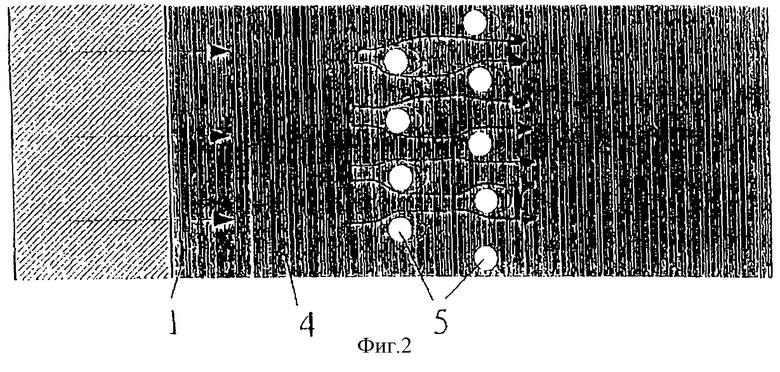
На фиг.1 и 2 показана ситуация модификации потоков. Из содержащего 2 камеры медного профиля 6, одна из камер которого служит для подачи газа, а другая для водяного охлаждения медного профиля 6, выходят в два ряда в расположенных со сдвигом относительно друг друга местах газовые струи 7 из газовых сопел 3 с отверстиями диаметром 3 мм. Эти газовые струи 7 попадают под углом 30o относительно нормали к поверхности противоположно направлению разливки на растекающийся по конвейерной ленте 2 расплав и затормаживает его. В соответствии с уменьшенной средней скоростью увеличивается поперечное сечение потока до заданного размера. Кроме того, в сдерживаемом расплаве между точкой подачи и зоной воздействия газа может происходить выравнивание расплава в поперечном направлении для обеспечения равномерного профиля по толщине. Действие газового потока указанного типа можно в целом сравнить с действием гребенки для обеспечения равномерного распределения материала ("аргонная гребенка Паскаля").
В качестве дополнительной меры можно использовать соответствующую аргонную гребенку для обеспечения равномерного распределения материала уже в плоскости подачи.
Кроме того, для придания равномерности металлической пленке 4 предпочтительно подвергнуть колебаниям такую аргонную гребенку поперек потока металла.
Перечень позиций
1 - подача металла
2 - конвейерная лента
3 - газовое сопло
4 - металлическая пленка
5 - точка соударения газа с металлической пленкой
6 - медный профиль
7 - струя газас
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РАСПЛАВЛЕННОЙ СТАЛИ ПРИ ЛИТЬЕ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2122919C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2010 |
|
RU2484920C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИРОКИХ ПОЛОС ИЗ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2007 |
|
RU2444414C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 2008 |
|
RU2431116C2 |
| УСТАНОВКА ДЛЯ ИНВЕРСИОННОЙ РАЗЛИВКИ С КРИСТАЛЛИЗАТОРОМ | 1995 |
|
RU2127167C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПОЛУФЕРРИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2025198C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ТОНКИХ ПЛОСКИХ СЛИТКОВ ИЗ МЕТАЛЛА | 1996 |
|
RU2149074C1 |
| СПОСОБ ОТЛИВКИ ИЗ МЕТАЛЛА ЗАГОТОВКИ СЕЧЕНИЕМ, БЛИЗКИМ К ГОТОВОМУ ПРОКАТУ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2213642C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ИЛИ ЛЕНТ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ, СПОСОБ ЗАМЕНЫ БЛОКОВ | 2004 |
|
RU2341352C2 |
Изобретение относится к области металлургии, конкретнее к способу и устройству для обеспечения равномерности изготовленной путем непрерывной разливки в ленту расплавленной металлической пленки, в частности стальной пленки. Нанесенный на движущуюся ленту расплав должен иметь возможно одинаковую толщину и одинаковые свойства по ширине ленты. Для обеспечения равномерности металлической пленки по ее ширине на поверхность металлический пленки направляют противоположно направлению течения отличаемой металлической пленки газовый поток под углом между 0-80o к нормали. В устройстве, по меньшей мере, один ряд газовых сопел по ширине ленты расположен противоположно движению конвейерной ленты. Технический результат - обеспечение возможности такого изменения пленки расплавленного металла перед и после его подачи на конвейерную ленту, чтобы она имела по всей ширине равномерную толщину с равномерными свойствами материала. 2 с. и 15 з.п.ф-лы, 2 ил.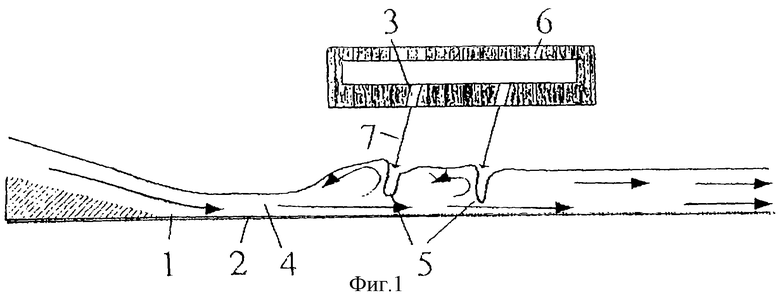
| US 4791979, 20.12.1988 | |||
| DE 4407873, 07.09.1995 | |||
| JP 58023549, 12.02.1983 | |||
| Способ непрерывного литья быстрозакаленной ленты | 1988 |
|
SU1581468A1 |
