Изобретение относится к области машиностроения, а именно к резьбовым соединениям деталей машин, конкретно к шайбам.
Известны способы изготовления металлических шайб с плоскими торцами, непараллельными между собой или выполненными в форме усеченного конуса (см.кн. : Биргер И. А., Иосилевич Г.Б. "Резьбовые соединения", М., Машиностроение, 1973, рис. 168 и 204).
Недостатком указанных конструкций, обусловленным способом изготовления металлических шайб, является их использование преимущественно для компенсации перекосов деталей, а также ограниченное применение в практических сферах производства,
Известны также способы изготовления плоских металлических шайб с параллельными торцами (см.кн.: Гельфанд М.Л., Ципенюк O.К. "Сборка резьбовых соединений", М., Машиностроение, с.11, рис.4), широко применяемые в резьбовых соединениях. Однако существенный недостаток подобных шайб, изготовленных методом штамповки или механической обработки из заготовки, заключается в износе рабочего торца при сборке соединения путем приложения к гайке крутящего момента, в невозможности вследствие износа использования шайбы многократно, в особенности при затяжке гайки до значения осевой нагрузки в стержне винта, например, диаметром 20-52 мм до 15...20 тc.
Технической задачей, на решение которой направлено изобретение, является разработка способа изготовления шайбы, не имеющей указанных недостатков.
Технический результат от реализации изобретения заключается в уменьшении износа рабочего торца шайбы при многократном ее использовании для тяжелонагруженных резьбовых соединений.
Средство достижения указанного технического результата состоит в том, что в известном способе, заключающемся в механической обработке заготовки плоской шайбы для резьбового соединения, рабочую поверхность шайбы, контактирующую с болтом или гайкой, формируют в виде участка симметричной криволинейной выпуклой поверхности с вершиной на оси шайбы, например, в виде усеченного конуса, в дальнейшем эту поверхность пластически деформируют путем осадки меду жесткими плоскими параллельными поверхностями, например, пресса, затем калибруют механической обработкой до необходимых размеров и шероховатости.
Сущность изобретения заключается в том, что контактное давление между рабочими торцами гайки и шайбы вдоль радиуса распределено неравномерно (см. кн.: Гельфанд М.Л., Ципенюк Я.И., Кузнецов О.К. "Сборка резьбовых соединений", М., Машиностроение, гл. 10, п.2, с. 230). Это установлено теоретически с применением пространственной теории упругости (см.: "Bull. JSME", 1985, V. 28, 238, р. 586-593) и подтверждено экспериментально (см.: Голубев Г.А. "Вестник машиностроения", 1989, 8, с.15-17) при помощи специального устройства (Голубев Г.А. и др. Авт.св. 1626079, кл. G 01 B 5/30, опубл. 07.02.91, бюлл. 5). Установлено, что максимальное значение контактного давления имеет место вблизи отверстия в шайбе, а минимальное - на ее периферии. Наблюдающаяся на практике картина износа шайбы многократного применения хорошо коррелирует с распределением давления по радиусу: наибольший износ наблюдается вблизи отверстия шайбы.
Применение предлагаемого изобретения позволяет обеспечить выравнивание давления по радиусу на площади рабочего торца, что повышает его несущую способность, уменьшает износ и повышает долговечность шайбы.
Известно, что минимизация износа может быть достигнута путем регулирования величины поверхностной деформации (см.кн.: Протопопов Б.В. "Теоретические основы оценки качества поверхностей трения, упрочненных пластическим деформированием". Трение, износ и смазочные материалы. Труды Международной научной конференции, Ташкент, 22-26.05.85, т.3, 4.2, 1985, с. 80-87). Деформационное упрочнение поверхности сопровождается увеличением ее твердости, усталостной прочности, износостойкости.
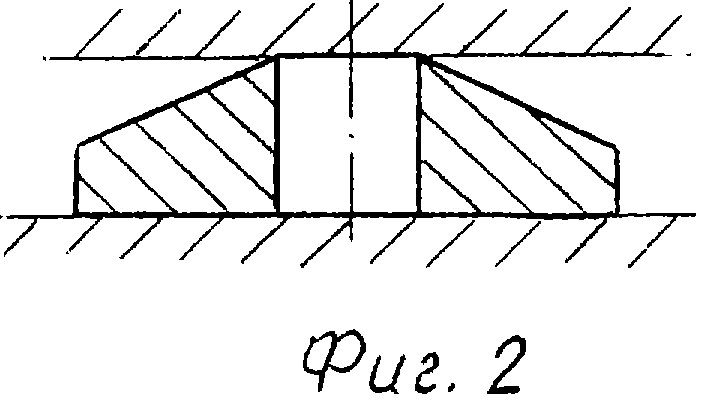
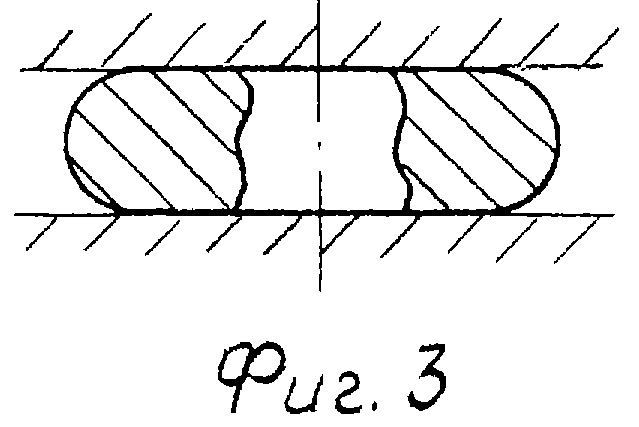
Конструкция шайбы представлена на фиг.1 (продольный разрез), а этапы, характеризующие способ ее изготовления, показаны на фиг.2 (продольный разрез заготовки после обработки рабочей поверхности) и фиг.3 (продольный разрез после пластического деформирования).
Предлагаемый способ изготовления металлической плоской шайбы реализуется следующим образом. Торцовой поверхности заготовки посредством, например, механической обработки придают форму усеченного конуса с осью на оси шайбы, опирающегося на периферийную часть шайбы. Конкретные размеры конуса (высота, угол при вершине конуса) подбираются экспериментальным путем в зависимости от механических свойств материала шайбы, ожидаемых осевых нагрузок в резьбовом соединении, кратности сборки соединения и других факторов. Затем заготовку (фиг. 2) пластически деформируют путем осадки между жесткими параллельными плоскими поверхностями инструмента, например пресса (фиг.3), после чего механической обработкой доводят размеры и шероховатость шайбы до необходимых значений (фиг.1).
Процесс изготовления шайбы современными приемами обработки не представляет технических трудностей.
Полученная таким образом шайба имеет прочностные характеристики рабочего торца, неравномерно распределенные по радиусу: с максимальным значением твердости и других характеристик прочности вблизи отверстия шайбы, с минимальным - на ее периферии.
Подобная шайба может использоваться многократно в резьбовых соединениях тяжелого машиностроения, атомной технике, судостроении и проч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шайб | 2022 |
|
RU2796660C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2430826C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
Изобретение относится к машиностроению, а именно к резьбовым соединениям деталей машин, конкретно к шайбам. Рабочую поверхность шайбы, контактирующую с болтом или гайкой, формируют в виде участка симметричной криволинейной выпуклой поверхности с вершиной на оси шайбы, например, в виде усеченного конуса. В дальнейшем эту поверхность пластически деформируют путем осадки между жесткими параллельными поверхностями пресса. После деформации шайбу калибруют механической обработкой до необходимых размеров и шероховатости. В результате обеспечивается уменьшение износа рабочего торца шайбы при многократном ее использовании для тяжелонагруженных резьбовых соединений. 3 ил.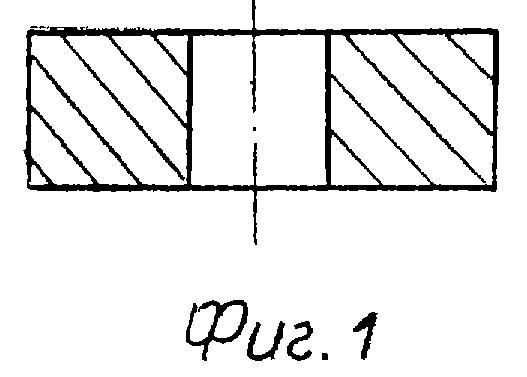
Способ изготовления плоской шайбы для резьбового соединения, заключающийся в механической обработке заготовки, отличающийся тем, что рабочую поверхность шайбы, контактирующую с болтом или гайкой, формируют в виде участка симметричной криволинейной выпуклой поверхности с вершиной на оси шайбы, например, в виде усеченного конуса, в дальнейшем эту поверхность пластически деформируют путем осадки между жесткими плоскими параллельными поверхностями, например, пресса, затем калибруют механической обработкой до необходимых размеров и шероховатости.
| ГЕЛЬФАНД М.Л | |||
| и др | |||
| Сборка резьбовых соединений | |||
| - М.: Машиностроение, 1961, с.11, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1579627A1 |
| Способ получения кольцевых деталей | 1976 |
|
SU590053A1 |
| Способ получения кольцевой детали из плоской листовой заготовки | 1980 |
|
SU940957A1 |
| US 5259819, 09.11.1993. | |||
