Изобретение относится к области машиностроения и металлургии и может быть использовано в метизной отрасли при изготовлении изделий сложной формы типа железнодорожных прутковых клемм по форме буквы "омега" - ω.
Известен способ изготовления изделий сложной формы типа клемм рельсового крепления, реализованный известным штампом, включающий подачу длинномерной исходной прутковой заготовки, установку ее на позицию формообразования, отрезку прутка заданной длины фиксированным отрезным инструментом и формообразование изделия (Патент РФ 2155112, кл. В 21 D 22/02, опубл. 27.08.2000).
Способ реализуется на пресс-автомате с фиксированным расположением и креплением отрезного и формообразующего инструментов. Известный способ обеспечивает изготовление изделий одного типоразмера. Изготовление изделий другого типоразмера невозможно без переналадки пресс-автомата и его оснастки, а изготовление изделий из заготовки меньшей длины приводит к искажению формы изделия и его несимметричности, поскольку заготовка не может быть точно установлена на позицию формообразования.
Наиболее близким аналогом заявляемого изобретения является способ изготовления железнодорожных прутковых клемм по форме буквы ω, включающий подачу длинномерной исходной прутковой заготовки, установку ее на позицию формообразования, отрезку прутка заданной длины фиксированным отрезным инструментом и формообразование изделия (Е.В. Карпов, В.В. Кривощапов, В.П. Рудаков и др. "Деформации в заготовке при гибке заготовки для пружинных клемм". Моделирование и развитие процессов обработки металлов давлением: Сб. науч. тр. МГТУ им. Г.И. Носова, Магнитогорск, 2002, с. 129).
Способ реализуется в гибочном автомате модели "MRP" (Германия) с фиксированным расположением и креплением отрезного и формообразующего инструментов. Известный способ обеспечивает изготовление изделий одного типоразмера с конфигурацией, обусловленной конструктивными особенностями штампа и наладками гибочного автомата. При изготовлении известным способом изделий с той же конфигурацией из прутка меньшей длины по сравнению с прутком исходной заготовки, нарушается его центрирование на позиции формообразования, вызванное фиксированным расположением отрезного инструмента относительно оси позиции формообразования, что приводит к искажению формы изделия и его несимметричности.
Таким образом, изготовление изделий по форме буквы ω из прутка меньшей длины не обеспечивает их изготовления без реконструкции штампа гибочного автомата.
В основу изобретения поставлена задача усовершенствования способа изготовления изделий сложной формы, преимущественно железнодорожных прутковых клемм, в котором за счет возможности центрирования прутка при изменении его длины обеспечивается расширение сортамента изготавливаемых изделий требуемой формы.
Поставленная задача решается тем, что в способе изготовления изделий сложной формы, преимущественно железнодорожных прутковых клемм, включающем подачу длинномерной исходной прутковой заготовки, установку ее на позицию формообразования, отрезку прутка заданной длины фиксированным отрезным инструментом и формообразование изделия, по изобретению при подаче новой прутковой заготовки длиной 0,85-0,99 длины исходной прутковой заготовки, ее установку на позицию формообразования ведут несимметрично с примыканием к фиксированному отрезному инструменту участка большей длины, равной половине длины прутка исходной заготовки, а после отрезки прутка его смещают на позицию формообразования на величину, равную половине разности длины участка большей длины и участка меньшей длины прутка дополнительной подачей этой же заготовки.
Способ осуществляют следующим образом.
Для изготовления изделий сложной формы, преимущественно железнодорожных прутковых клемм по форме буквы ω длинномерную исходную прутковую заготовку длиной, предназначенной для изготовления изделий на данном штампе подают на позицию формообразования до упора штампа. При этом длина участка заготовки, примыкающего к отрезному фиксированному инструменту до оси позиции формообразования, равна длине участка заготовки от оси позиции формообразования до упора штампа. Затем ведут отрезку прутка заданной длины фиксированным отрезным инструментом и формообразование изделия. При изготовлении железнодорожных прутковых клемм из новой прутковой заготовки длиной 0,85-0,99 длины исходной прутковой заготовки ее установку на позицию формообразования ведут несимметрично с примыканием к фиксированному отрезному инструменту участка большей длины, равной половине длины прутка исходной заготовки, а после отрезки прутка его смещают на позицию формообразования на величину, равную половине разности длин участка большей длины и участка меньшей длины прутка дополнительной подачей этой же заготовки.
Предлагаемый способ обеспечивает надежное центрирование заготовки на позиции формообразования при изменении длины прутка, что приводит к расширению сортамента изготавливаемых изделий требуемой формы без ее искажения и нарушения симметричности.
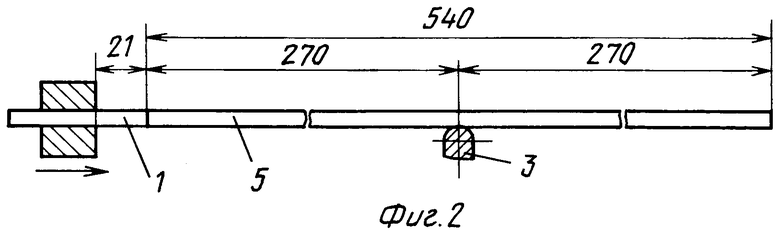
На фиг. 1 изображена схема предварительной установки новой заготовки на позицию формообразования; на фиг.2 - схема окончательной установки новой заготовки на позицию формообразования, где 1 - исходная заготовка, 2 - отрезная матрица, 3 - средний дорн, 4 - вертикальная ось позиции формообразования, 5 - пруток.
Пример.
Изготовление железнодорожных прутковых клемм по форме буквы ω диаметром 15 мм осуществляли на гибочном автомате "MRP". Относительно вертикальной оси 4 исходную заготовку располагали симметрично. Затем от исходной заготовки 1 отрезали пруток 5 длиной 582 мм и проводили гибку изделия по форме буквы ω за несколько переходов.
Изготовление железнодорожных прутковых клемм по форме буквы ω диаметром 13 мм на том же гибочном автомате без изменения его переналадок осуществляли подачей новой длинномерной прутковой заготовки 1 диаметром 13 мм через отрезную матрицу 2 на средний дорн 3 позиции формообразования длиной 540 мм. При этом заготовку располагали несимметрично (длины участков заготовки от отрезной матрицы до оси 4 позиции формообразования и от оси 4 позиции формообразования до переднего торца заготовки составляли 291 и 249 мм соответственно). Затем от заготовки 1 отрезали пруток 5 с тем же соотношением длин относительно оси 4 позиции формообразования. После возвращения под действием упругих сил изгиба конца прутка, примыкающего к отрезной матрице 2, дополнительной подачей длинномерной заготовки перемещали пруток на 21 мм до его симметричной установки относительно оси позиции формообразования. Затем проводили гибку изделия по форме буквы ω за несколько переходов.
На ОАО "МКЗ" при использовании гибочного автомата "MRP" по предложенному способу освоено за счет расширения технологических возможностей производство более легких и экономичных прутковых клемм ОП 105 по ОСТ 32.156-2000 с повышенными качественными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Устройство к универсально-гибочному автомату для изготовления пустотелых заклепок | 1986 |
|
SU1366258A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2227812C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВКИ В ШТАМП | 1995 |
|
RU2082528C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
Изобретение относится к машиностроению и металлургии и может быть использовано в метизной отрасли при изготовлении изделий сложной формы типа железнодорожных прутковых клемм по форме буквы "омега" - ω. Способ включает подачу длинномерной исходной прутковой заготовки, установку ее на позицию формообразования, отрезку прутка заданной длины фиксированным отрезным инструментом и формообразование изделия, при этом при подаче новой прутковой заготовки длиной 0,85-0,99 длины исходной прутковой заготовки ее установку на позицию формообразования ведут несимметрично с примыканием к фиксированному отрезному инструменту участка большей длины, равной половине длины прутка исходной заготовки, а после отрезки прутка его смещают на позицию формообразования на величину, равную половине разности длин участка большей длины и участка меньшей длины прутка дополнительной подачей этой же заготовки. Способ обеспечивает расширение сортамента изготавливаемых изделий требуемой формы за счет возможности центрирования прутка при изменении его длины. 2 ил.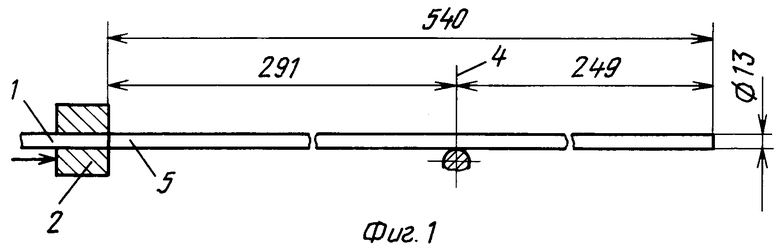
Способ изготовления изделий сложной формы типа железнодорожных прутковых клемм, включающий подачу длинномерной прутковой заготовки и ее установку на позицию формообразования, отрезку от нее прутка заданной длины фиксированным отрезным инструментом и формообразование изделия из симметрично расположенного относительно оси позиции формообразования прутковой заготовки заданной длины, отличающийся тем, что при изготовлении изделий из прутковых заготовок заданной длины, равной 0,85-0,99 длины исходной прутковой заготовки, на гибочном автомате для прутковых заготовок исходной длины длинномерную прутковую заготовку устанавливают на позицию формообразования несимметрично относительно оси позиции формообразования с примыканием к фиксированному отрезному инструменту участка большей длины, равной половине длины прутковой заготовки исходной длины, а после отрезки прутка заданной длины его смещают до симметричного расположения относительно оси профилирования дополнительной подачей длинномерной прутковой заготовки на величину, равную половине разности длин участков большей и меньшей длины.
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2155112C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 1996 |
|
RU2102171C1 |
| GB 1137996, 30.09.1966. | |||

