Изобретение относится к области обработки поверхностей, поверхностному упрочнению деталей машин и оборудования, в частности к нанесению металлических покрытий (алюминия, меди) путем переноса материала покрытия посредством цилиндрической щетки с металлическим проволочным ворсом.
Известно устройство для нанесения покрытия на поверхность детали, содержащее цилиндрическую металлическую щетку и контактирующий с ней элемент из материала покрытия, выполненный в виде установленного на оси с возможностью вращения ролика с механизмом прижима его посредством пружины к периферии щетки, механизм прижима снабжен регулятором силы прижатия и тормозной колодкой, установленной между пружиной и роликом и взаимодействующей с его периферией, при этом ролик, колодка и пружина установлены в гильзе с выполненными в ней пазами, направленными к оси щетки для перемещения в них оси ролика (Патент РФ №2224821, кл. С23С 26/00, опубл. 27.02.2004 г.).
Недостатком известного устройства является отсутствие возможности нанесения покрытия на поверхность, отличную от округлой. Повышенная от двух источников тепла температура материала покрытия приводит к чрезмерному интенсивному расплавлению материала покрытия, чрезмерному интенсивному съему его металлическим ворсом щетки, вызывает эффект разбрызгивания капель снимаемого материала покрытия, снижает равномерность, качество покрытия.
Наиболее близким по технической сущности является известное устройство для нанесения покрытия на поверхность детали, содержащее цилиндрическую щетку с металлическим ворсом, контактирующий с ней элемент из материала покрытия, выполненный в виде установленного на оси с возможностью вращения ролика, установленного торцевой поверхностью к щетке, с узлом прижима его посредством пружины к периферии щетки, при этом щетка смещена в горизонтальном направлении относительно ролика на расстояние, равное 0,2-0,4 ширины щетки (Патент РФ №2197562, кл. С23С 26/00, опубл. 27.01.2003 г.).
Недостатком известного устройства является то, что для нанесения покрытия необходимо дополнительное изготовление специального ролика из материала покрытия, а конструктивный недостаток узла прижима приводит к тому, что при выполнении покрытия усилие прижима уменьшается по мере износа материала покрытия, что снижает равномерность, качество покрытия. Повышенная температура материала покрытия за счет проскальзывания материала покрытия относительно металлического ворса щетки также приводит к чрезмерному интенсивному расплавлению материала покрытия, чрезмерному интенсивному съему его металлическим ворсом щетки, вызывает эффект разбрызгивания капель снимаемого материала покрытия, что также снижает равномерность, качество покрытия.
Технический результат использования изобретения заключается в повышении качества покрытия, улучшении равномерности, стабилизации процесса покрытия, создании оптимального режима усилия прижима элемента материала покрытия к торцевой поверхности щетки, устранении чрезмерного интенсивного расплавления материала покрытия, чрезмерного интенсивного съема его металлическим ворсом щетки, уменьшении эффекта разбрызгивания капель снимаемого материала покрытия, повышении адгезионных свойств материала покрытия, достижении оптимального температурного режима сопряженных деталей за счет увеличения теплопроводности между ними, обеспечении антикоррозионных, антифрикционных свойств покрытия, повышении надежности, эффективности работы оборудования.
Технический результат предлагаемого изобретения достигается тем, что устройство для нанесения антикоррозионного покрытия на поверхность деталей из чугуна и стали, содержащее цилиндрическую щетку с металлическим ворсом шириной h, контактирующий с ней элемент из материала покрытия, выполненный с возможностью осевого вращения и установленный торцевой поверхностью к щетке, узел прижима элемента из материала покрытия к периферии щетки, при этом узел прижима содержит направляющую трубку, в торцевых частях которой жестко закреплены гайка и защитный металлический экран, выполненный в виде открытого с одной стороны полуцилиндра высотой Н>h, внутри направляющей трубки соосно с зазором установлены последовательно элемент из материала покрытия в виде прутка, эластичный металлический трос, жестко закрепленный посредством патрона, и подающий шток, причем подающий шток установлен в гайке с возможностью винтовой передачи вращения для подачи элемента из материала покрытия, при этом щетка смещена в горизонтальном направлении относительно оси элемента из материала покрытия на расстояние, равное 0,2-0,4 ширины щетки, с обеспечением возможности приведения в действие винтовой передачи для подачи элемента из материала покрытия и сохранения его прижима к периферии щетки, при этом щетка выполнена с равномерно распределенными секторами с металлическим ворсом и секторами без него.
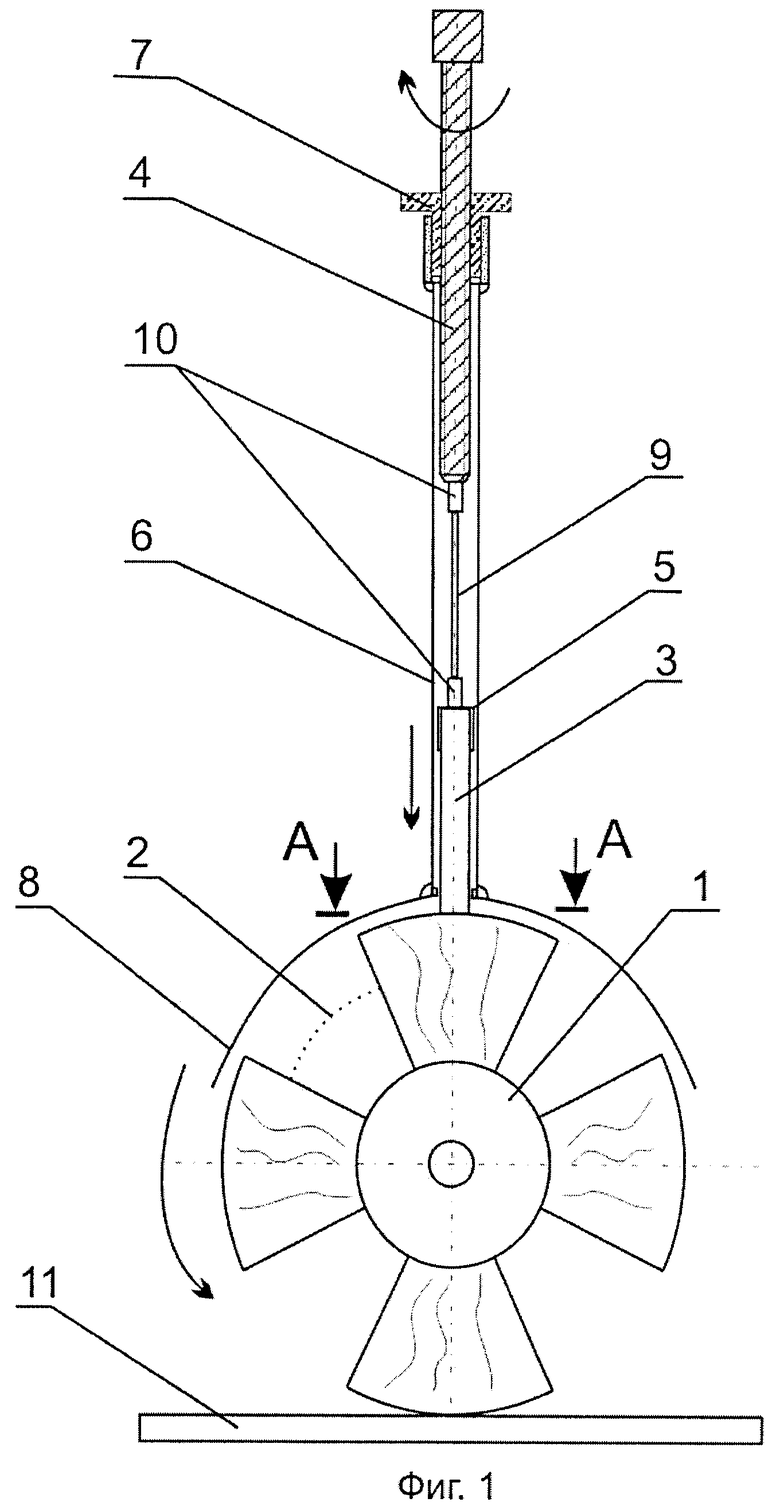
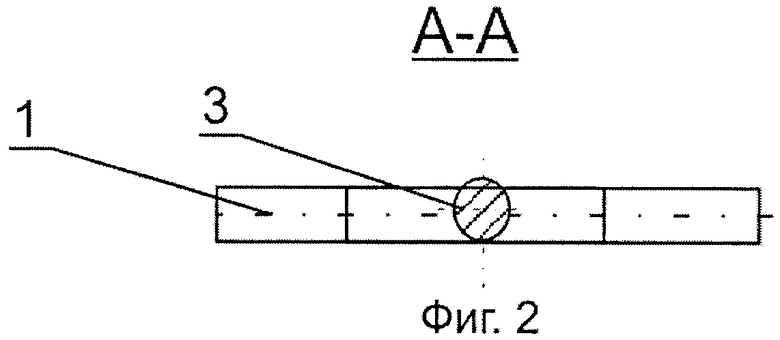
На фиг.1 изображено устройство для нанесения покрытия на поверхность; на фиг.2 - разрез А-А на фиг.1.
Устройство для нанесения покрытия на поверхность детали содержит цилиндрическую щетку 1 с металлическим ворсом шириной h, оснащенную приводом вращения (не показан), сектора 2 щетки 1 без металлического ворса, контактирующий со щеткой 1 элемент 3 из материала покрытия, выполненный в виде прутка, установленного торцевой поверхностью к щетке 1 соосно с подающим штоком 4 в патрон 5 узла прижима материала 3 покрытия с возможностью осевого вращения, передаваемого торцевой поверхностью металлического ворса щетки 1, узел прижима материала 3 покрытия к щетке 1 содержит направляющую трубку 6, в торцевых частях которой жестко закреплены гайка 7 и защитный металлический экран 8, выполненный в виде открытого с одной стороны полуцилиндра высотой H≥h, внутри направляющей трубки 6 соосно с зазором установлены последовательно элемент 3 из материала покрытия, эластичный металлический трос 9, подающий шток 4, причем подающий шток 4 установлен в гайке 7 с возможностью винтовой передачи вращения для подачи элемента 3 из материала покрытия, а эластичный металлический трос 9 жестко закреплен патроном 5 в пазах 10. Щетка 1 в рабочем положении находится в контакте с подготовленной для нанесения покрытия поверхностью 11 детали.
Устройство работает следующим образом.
Для нанесения покрытия на поверхность 11 детали приводят во вращение щетку 1. Смещение в горизонтальном направлении торцевой поверхности прутка элемента 3 материала покрытия относительно щетки 1 на расстояние, равное 0,2-0,4 ширины щетки 1, приводит в действие винтовую передачу, состоящую из штока 4 и гайки 7. Материал элемента 3 материала покрытия посредством вышеупомянутой винтовой передачи через металлический трос 9 подают и прижимают к торцевой поверхности щетки 1 посредством узла прижима. Металлический трос 9 служит для поддержания стабилизации процесса и компенсации биения щетки 1 по поверхности прутка элемента 3 материала покрытия. Жесткость крепления обеспечивается конструктивными элементами узла прижима - установленными в торцевых частях направляющей трубки 6 гайкой 7 и защитным металлическим экраном 8. В результате поддерживается оптимальный режим усилия прижима прутка элемента 3 материала покрытия к торцевой поверхности щетки 1. Несовпадение линейных скоростей вращения щетки 1 и прутка элемента 3 материала покрытия ведет к проскальзыванию металлического ворса щетки 1 относительно прутка материала 3 покрытия, усилие прижима увеличивает трение, вызывает нагрев прутка элемента 3 материала покрытия, расплавленный материал прутка материала 3 покрытия равномерно снимается металлическим ворсом щетки 1, в виде капель переносится на более холодную поверхность детали 11 и схватывается с ней. Перенос материала покрытия выполняется в дискретные промежутки времени непосредственного контакта секторов щетки 1 с металлическим ворсом с прутком элемента 3 материала покрытия, наличие секторов 2 щетки 1 без металлического ворса, защитный металлический экран 8 устраняют недостатки известных способов - чрезмерное интенсивное расплавление элемента 3 материала покрытия, излишний съем его металлическим ворсом щетки 1, уменьшают эффект разбрызгивания капель снимаемого материала покрытия, что обеспечивает выполнение цели изобретения - повышается качество покрытия поверхности 11 детали, улучшается равномерность покрытия, повышается стабилизация процесса покрытия.
Устройство внедрено на ММК при условии наличия в щетке 1 по четыре сектора 2 щетки 1 - без металлического ворса и с металлическим ворсом. Сектора равномерно распределены по окружности щетки 1, угол сектора равен 45°. Металлический трос 9, служащий для поддержания стабилизации процесса и компенсации биения щетки 1 по поверхности прутка элемента 3 материала покрытия, имеет диаметр 4-6 мм. Покрытие осуществлялось путем установки зачистной щетки в угловую шлифмашину (УШМ). Покрывались резьбовые анкерные соединения стальных деталей оборудования, например насосов, работающих в агрессивной влажно-пылевой среде.
Таким образом, предлагаемое изобретение обеспечивает повышение качества покрытия, улучшает равномерность, стабилизацию процесса покрытия, создает оптимальный режим усилия прижима прутка элемента материала покрытия к торцевой поверхности щетки, устраняет чрезмерное интенсивное расплавление материала покрытия, чрезмерный интенсивный съем его металлическим ворсом щетки, уменьшает эффект разбрызгивания капель снимаемого материала покрытия, повышает адгезионные свойства материала покрытия, создает оптимальный температурный режим сопряженных деталей за счет увеличения теплопроводности между ними, обеспечивает антикоррозионные, антифрикционные свойства покрытия, повышает надежность, эффективность работы оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2002 |
|
RU2224821C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2021 |
|
RU2764253C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2243290C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2001 |
|
RU2197562C1 |
| Линия для нанесения металлических покрытий на поверхность стальной ленты | 1990 |
|
SU1718713A3 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346767C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| Устройство для нанесения покрытия | 1991 |
|
SU1785492A3 |
| СПОСОБ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2353447C2 |
| Способ нанесения металлических покрытий | 1987 |
|
SU1504070A1 |
Изобретение относится к области нанесения металлических покрытий путем переноса материала покрытия посредством цилиндрической щетки с металлическим ворсом. Устройство для нанесения антикоррозионного покрытия содержит цилиндрическую щетку с металлическим ворсом шириной h, контактирующий с ней элемент из материала покрытия, выполненный с возможностью осевого вращения, и узел прижима элемента из материала покрытия к периферии щетки. Узел прижима содержит направляющую трубку, внутри которой соосно с зазором установлены последовательно элемент из материала покрытия в виде прутка, эластичный металлический трос и подающий шток. При этом подающий шток установлен в гайке с возможностью винтовой передачи вращения для подачи элемента из материала покрытия. Щетка смещена в горизонтальном направлении относительно оси элемента из материала покрытия на расстояние, равное 0,2-0,4 ширины щетки. Причем щетка выполнена с равномерно распределенными секторами с металлическим ворсом и секторами без него. Технический результат - повышение качества и равномерности покрытия, повышение адгезионных свойств материала покрытия, улучшение коррозионных, антифрикционных свойств покрытия. 2 ил.
Устройство для нанесения антикоррозионного покрытия на поверхность деталей из чугуна или стали, содержащее цилиндрическую щетку с металлическим ворсом шириной h, контактирующий с ней элемент из материала покрытия, выполненный с возможностью осевого вращения и установленный торцевой поверхностью к щетке, узел прижима элемента из материала покрытия к периферии щетки, отличающееся тем, что узел прижима содержит направляющую трубку, в торцевых частях которой жестко закреплены гайка и защитный металлический экран, выполненный в виде открытого с одной стороны полуцилиндра высотой Н>h, внутри направляющей трубки соосно с зазором установлены последовательно элемент из материала покрытия в виде прутка, эластичный металлический трос, жестко закрепленный посредством патрона, и подающий шток, причем подающий шток установлен в гайке с возможностью винтовой передачи вращения для подачи элемента из материала покрытия, при этом щетка смещена в горизонтальном направлении относительно оси элемента из материала покрытия на расстояние, равное 0,2-0,4 ширины щетки с обеспечением возможности приведения в действие винтовой передачи для подачи элемента из материала покрытия и сохранения его прижима к периферии щетки, при этом щетка выполнена с равномерно распределенными секторами с металлическим ворсом и секторами без него.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2001 |
|
RU2197562C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2243290C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2008367C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

