Изобретение относится к технологии производства строительных материалов и может быть использовано для изготовления теплоизоляционных и конструкционно-теплоизоляционных ячеистых бетонов автоклавного твердения.
Известен комплект оборудования и способ изготовления ячеистобетонных изделий по патенту СССР №1746895, МПК Е 04 С 5/16, содержащий арматуру и фиксатор арматуры, выполненный в виде спирали из проволоки. Способ заключается в заливке формы ячеистобетонной смесью, формовании и разборке формы.
Недостаток - большой объем ручного труда при подготовке производства.
Известны способ и устройство для распалубки ячеистобетонных блоков по патенту РФ №2056492, МПК 6 Е 04 С 5/06. Устройство содержит металлическую форму и арматурный каркас, который содержит стержневую и продольно-расположенную спиральную арматуру, соединенную с опорными плитами. Изобретение используется в строительстве зданий, возводимых в сейсмоопасных регионах.
Недостаток - большая металлоемкость арматурного каркаса.
Известны также способ и устройство для распалубки ячеистобетонных изделий по Авт.св. СССР №1617117, МПК 4 Е 04/С 5/06. Устройство также содержит металлическую форму и арматурный каркас.
Недостатки этого устройства и способа: большая трудоемкость подготовки производства ячеистобетонных блоков, ручной труд, неточность в ориентации каркаса или нескольких каркасов при непрерывном цикле производства, а также необходимость установки дистанционных прокладок на дно металлической формы.
Известны способ и устройство для распалубки ячестобетонных изделий по патенту РФ №2054966, МПК 6 В 28 В 15/00, опубл. 27.02.96 г. (прототип).
Задачи создания изобретения - снижение себестоимости выпускаемой продукции и повышение производительности труда.
Решение указанных задач достигнуто за счет того, что в способе распалубки ячеистобетонных изделий, включающем освобождение от опалубки установленного на металлический поддон, заранее нарезанного горизонтальными линиями разреза на ряды массива и вертикальными линиями разреза на изделия, распалубка массива осуществляется путем его разделения по горизонтальным линиям разреза, при этом осуществляют фиксацию нижестоящих рядов массива, а вышестоящие ряды массива перемещают вверх до отрыва, при этом разделение осуществляют сверху вниз. После разделения массива изделия его переносят на упаковку, захватывая снизу, и устанавливают на деревянные поддоны и отправляют на склад готовой продукции. Отделенный от массива металлический поддон с оставшимися на нем технологическими отходами кантуют на 60...70°, при этом отходы под действием собственного веса по наклонной плоскости перемещают на ленточный транспортер и удаляют, а поддон возвращают в горизонтальное положение и направляют на чистку и смазку для повторного использования. Одновременно с удалением отходов новые массивы на других металлических поддонах цепным конвейером подают на распалубку. Устройство для распалубки ячеистобетонных изделий, содержащее металлический поддон и разборную опалубку, металлические поддоны установлены на цепном конвейере, около него установлен цанговый кран, содержаний, в свою очередь, пары верхних и пары нижних захватов, потом размещены кантователь и ленточный транспортер. Кантователь выполнен с возможностью поворота на 60...70°.
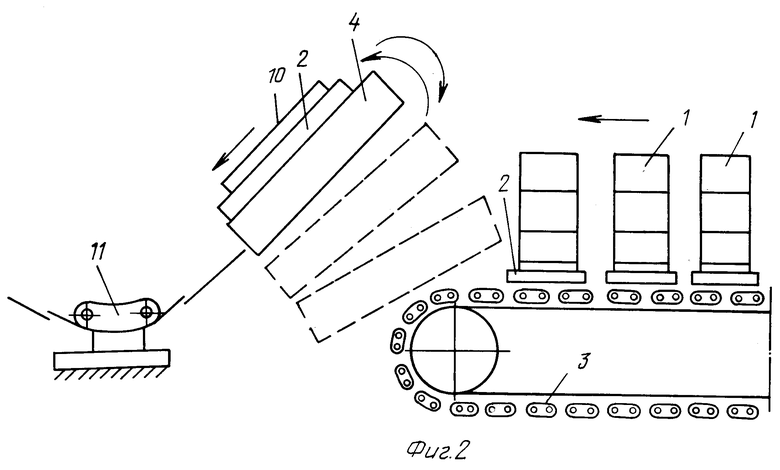
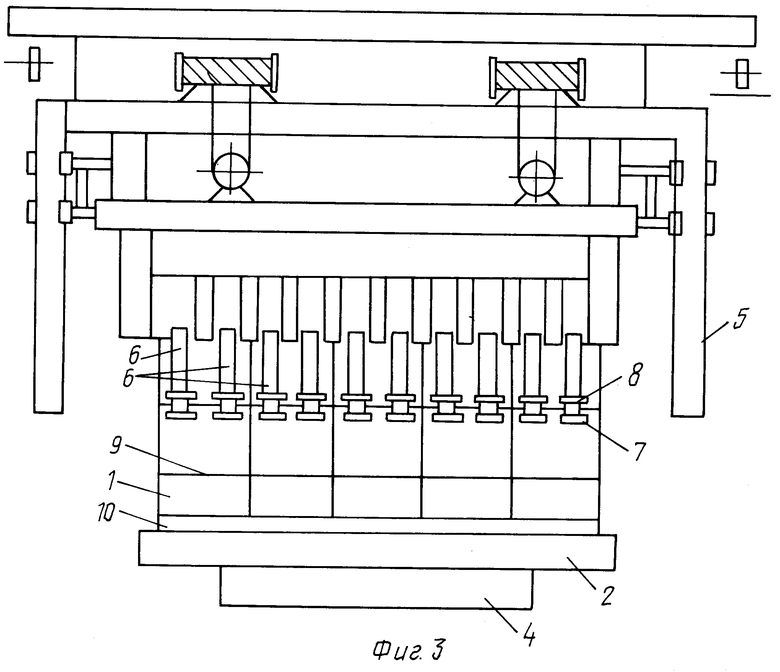
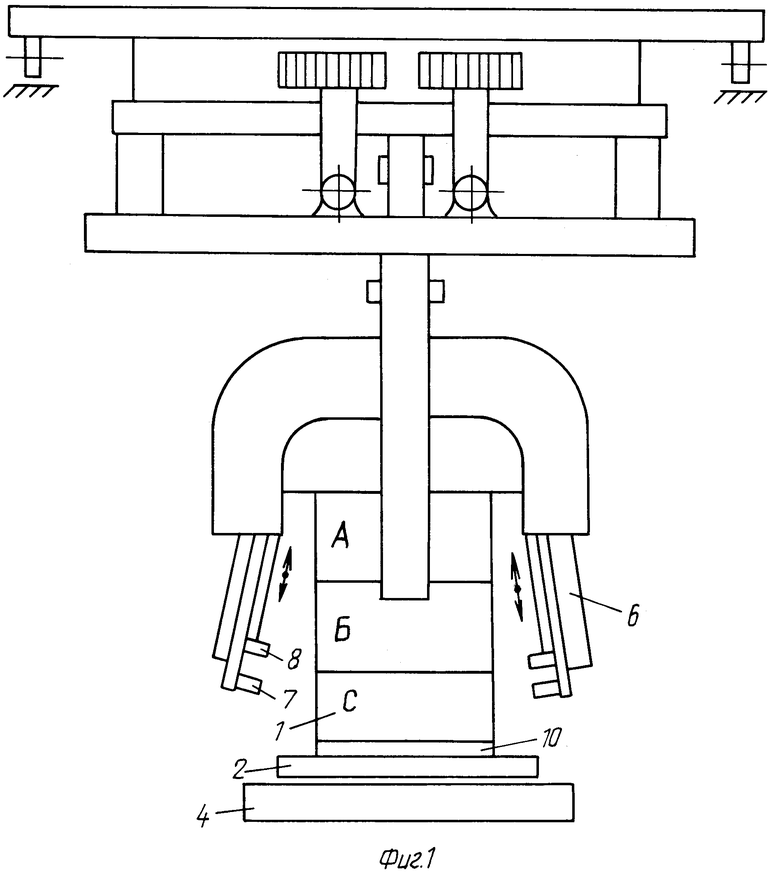
На фиг.1 дана схема устройства; на фиг.2 - вид цепного конвейера сбоку; на фиг.3 - вид устройства сбоку; на фиг.4 - вид с торца.
Устройство предназначено для распалубки ячеистобетонных массивов 1, расположенных на металлических поддонах 2, установленных на цепной конвейер 3. Поддон 2 с массивом 1 установлен на кантователь 4. Цанговый кран 5 содержит цанги 6, которые имеют нижние 7 и верхние 8 захваты. Горизонтальные линии разреза 9 располагаются между верхними и нижними линиями захватами 7 и 8. На металлическом поддоне 1 также остаются технологические отходы 10. Сбоку от цепного конвейера 3 установлен ленточный транспортер 11 (фиг.2).
ПРИМЕР РЕАЛИЗАЦИИ СПОСОБА
После тепловой обработки массив 1, заранее разрезанный по горизонтальным линиям разреза 9 на ряды А, В и С (фиг.1) и вертикальными линиями разреза на изделия (фиг.2), устанавливают на металлическом поддоне 2 на цепной конвейер 3 и поочередно направляют на пост распалубки. Здесь металлический поддон 2 с массивом 1 устанавливают на кантователь 4, сверху на массив 1 опускают цанговое устройство цветового крана 5. Цанги 6 сжимают с обеих сторон нижними 7 и верхними 8 захватами массив 1, при этом горизонтальная линия разреза 9 располагается между нижними 7 и верхними 8 захватами (фиг.3 и 4). Разделение массива 1 на изделия начинается с верхнего ряда А, который отрывают от нижележащего ряда В. Нижние захваты 7 обжимают массив 1 с двух сторон и остаются в неподвижном состоянии, а верхние, кроме обжимающих усилий, создают усилия, направленные вверх, путем вертикального перемещения. За счет этого происходит отрыв слипшихся рядов (изделий, блоков или плит) по всей длине массива в одном горизонтальном ряду друг от друга.
Приподнятый и оторванный от других один ряд изделий А устанавливают на прежнее место (на ряд В), цанги 6 с захватами 7 и 8 опускают к следующему ряду С, операция повторяется до полного разделения всех изделий в массиве 1.
После этого цанговый кран 5, захватывая массив 1 за нижний ряд, переносит его (массив 1) на пост упаковки, где изделия устанавливаются на деревянные поддоны, упаковывают и отправляют на склад готовой продукции.
Металлический поддон 1 с оставшимися на нем отходами 10 переводят кантователем 4 в наклонное положение под углом 60...70°. Отходы 10 сползают с металлического поддона 1 на ленточный транспортер 11 и удаляются из цеха, а металлический поддон 1 возвращают в горизонтальное положение и направляют на чистку и смазку для последующего повторного использования.
Новые массивы 1 по цепному конвейеру 3 вновь подаются к месту расплалубки и операции повторяются. Операции по распалубке автоматизированы и требуют вмешательства оператора только в экстренных случаях.
Применение изобретения позволило:
1. Повысить производительность труда.
2. Снизить себестоимость продукции.
3. Организовать крупносерийное производство ячеистобетонных блоков любых типоразмеров.
4. Полностью автоматизировать процесс изготовления ячеистобетонных блоков.

Изобретение относится к технологии производства строительных материалов и может быть использовано для изготовления теплоизоляционных и конструкционно-теплоизоляционных ячеистых бетонов автоклавного твердения. Технический результат - повышение производительности труда и снижение себестоимости выпускаемой продукции. Способ распалубки ячеистобетонных изделий включает освобождение от опалубки установленного на металлический поддон, заранее нарезанного горизонтальными линиями разреза на ряды массива и вертикальными линиями разреза на изделия. При этом распалубка массива осуществляется путем его разделения по горизонтальным линиям разреза, при этом осуществляют фиксацию нижестоящих рядов массива, а вышестоящие ряды массива перемещают вверх до отрыва, при этом разделение осуществляют сверху вниз. Устройство для распалубки ячеистобетонных изделий содержит металлический поддон и разборную опалубку. При этом металлические поддоны установлены на цепном конвейере, около него установлен цанговый кран, содержащий, в свою очередь, пары верхних и пары нижних захватов, далее размещены кантователь и ленточный транспортер. 2 с. и 4 з.п.ф-лы, 4 ил.
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |

