Известны установки для иайки, содержащие раму, на которой смонтированы флюсования и иродувки.
Эти установки недостаточно производг тельны и требуют повышенного расхода флюса, так как издeлliя окунают в ванну с флюсом, и флюс остается в каииллярных ячейках изделия. Кроме тото, эти установки не имеют узла правки изделия после иайки.
Предлагае.мая установка с целью повышения производительности и качества 1кзделия снабжена узлом объе.мной правки, состоящим из горизонтальной и двух вертикальных боковы.х плит, шарнирно укрепленных на приводных параллелограммных механизмах, установленны.х на раме. Узлы
флюсования и иродувки выполнены каждый в виде кареткр. с рамкой, перемещаюп1ихся позвратно-постус.монтированных пательно в направляюп1их, на раме.
Рамка дли флюсования снабжена с.мещенными по щертикали и гор.изонтали рядами сопел, по которым подается флюс, а рамка для продувки - рядами Г-образно расположенных сопел, но которым подается воздух.
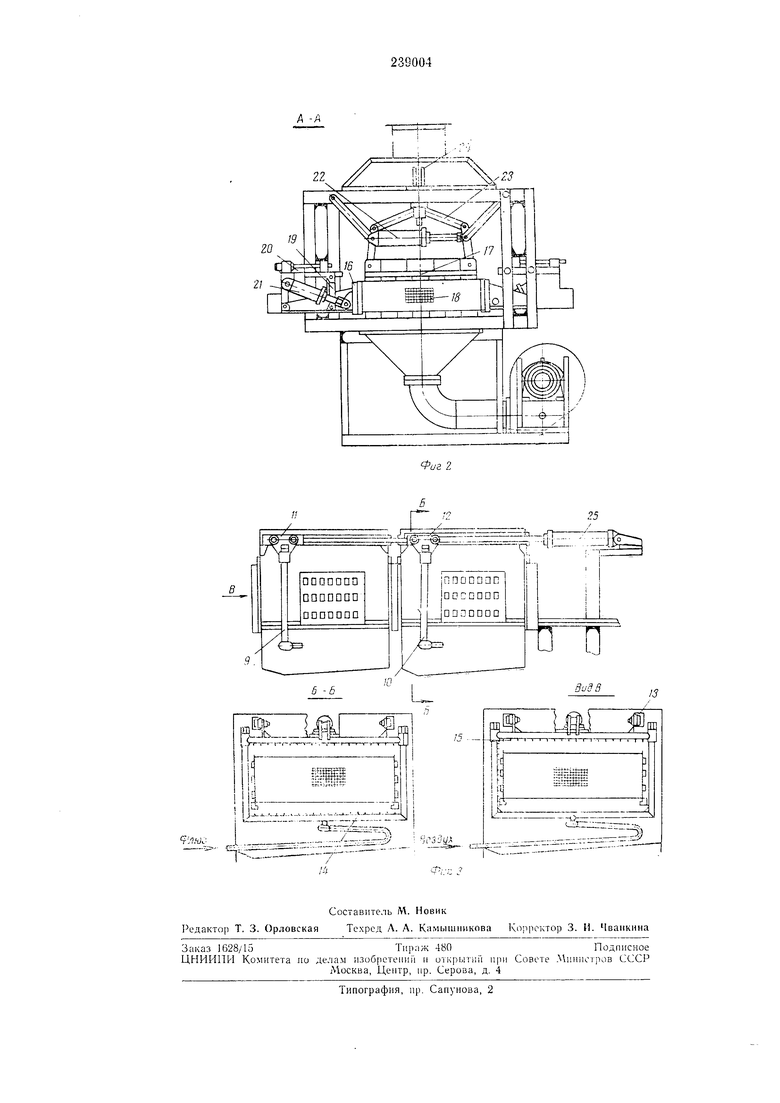
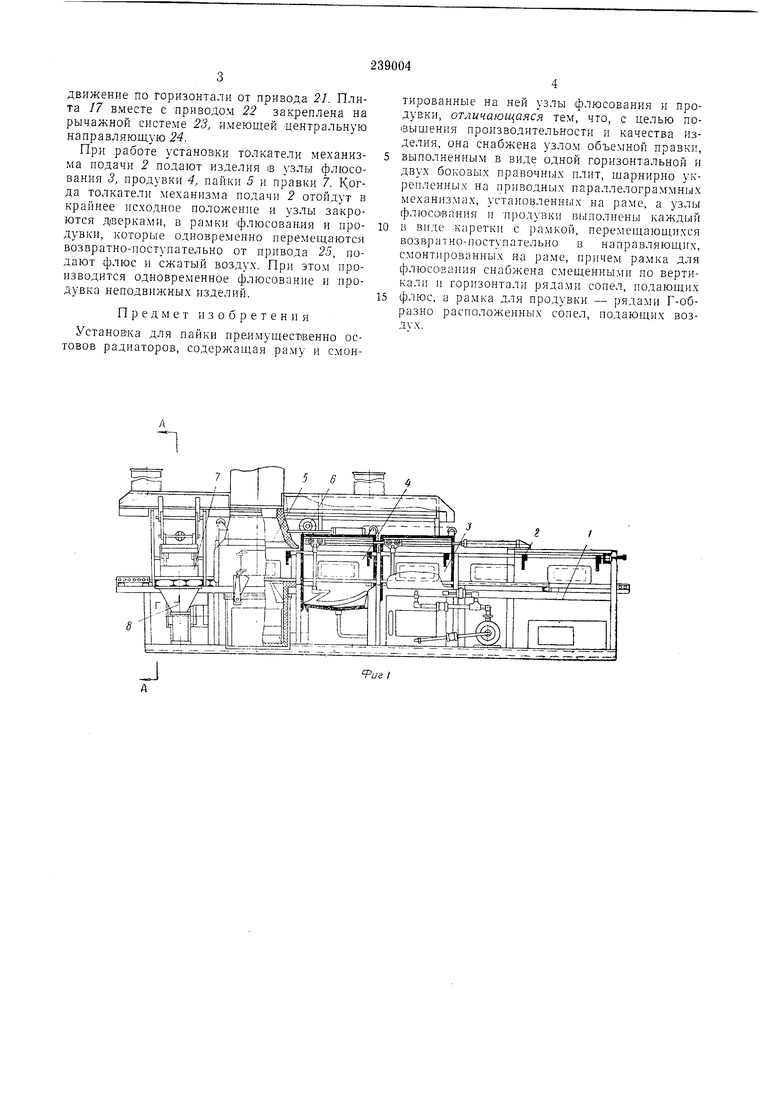
На фиг. 1 наказана предлагаемая установка в общем виде; на фиг. 2 - узел объемной правки, разрез по А-А на фиг. 1; на фиг. 3 - узлы флюсования и продувк с разрезом 110 Б-Б и вид В.
Установка со.яержит jK-niy /. на KOTI IIOII смонтированы механизм 2 no.ia-ni изделий, злы 1ПЛ осо:,аиия :). продхвки -/ и Г1ай| и .). механизм 6 открывания лзсрик и узел
7 объе.мно иГан1чИ, совмепич;ныГ| с венти.тятором (S д.чя ох.чаждения остова.
Узль; ф.иоссивания и npo.iyisKi; состоят из рамок 9 и 10, устан1);5Л.енных на шарнирно связанных меж.ту собой каретках 1 и J2, которые перемещаются rio направляющим 13. Рамка флюсования 10 имеет сопла 14, расположенные против друга и смеп1енные к вертикально плоскости таким образом, чтобы струи флюса не сталкивались.
Рамка иродхзк; .9 снабжена соплами 15. расположенными Г-образно я такя;е смещенными в вертикальной илоскости. Такое расположение сопел дает возможность удалигь 1 зл1;шкн флюса в виде капель не только по
сечению изделия, но и выдувать флюс из труоок. Рамки флюсования и продувки перемеидаются возщратно-поступательно пол, неподзижным.и изделиями.
Механизм o6i,емкой прав1 и состоит из трех
право1 ных плит: двух 6oKOiibix вертикальных /6 и o.THoii горизонтальной 17.
движение по горизонтали от привода 21. Плита /7 вместе с приводом 22 закреплена на рычажной системе 23, имеющей центральную направляющую 24.
При работе установки толкатели механизма подачи 2 подают .изделия е узлы флюсования 3, продувки 4, пайки 5 и правки 7. Когда толкатели механизма подачи 2 отойдут в крайнее исходное положение и узлы закроются дверками, в рамки |флюсован,ия и продувки, которые одновременно перемещаются возвратно-поступательно от ир гвода 25, подают флюс и сжатый воздух. При этом производится одновременное флюсование и продувка неподвижных изделий.
Предмет изобретения
Установка для пайки преимущест1венно остовов радиаторов, содержащая раму и смонтированные на ней узлы флюсования и продувки, отличающаяся тем, что, с целью повышения производительности и качества издел.ия, она снабжена узлом объемной правки, выполненным в виде одной горизонтальной и двух боковых правочных плит, шарнирно укрепленных на приводных параллелограммных механизмах, установленных на раме, а узлы флюсования и продувки выполнены каждый в виде .каретки с рамкой, перемещающихся возвратно-поступательно в направляющих, смонтированных на раме, причем рамка для флюсования снабжена смещенными по вертикали и горизонтали рядами сопел, подающих флюс, а рамка для продувки - рядами Г-образно располол енных сопел, подающих воздух.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия пайки погружением в расплавленый припой | 1986 |
|
SU1431904A1 |
| ВСЕСОЮЗНАЯ "1пдгЕйть'а-г?х.%".'Е:«м | 1971 |
|
SU302192A1 |
| Линия пайки погружением | 1985 |
|
SU1263462A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ | 1971 |
|
SU292738A1 |
| Устройство для пайки микросхем | 1987 |
|
SU1480988A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| ВСЕСОЮЗНАЯ Iшшно-кх>&;;г:г ?(4БИБЛИО^Т(<Д J | 1972 |
|
SU349509A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Установка для горячего лужения плоских ферромагнитных деталей | 1980 |
|
SU889737A1 |