Изобретение относится к химической обработке поверхности металлических материалов, в частности к химической поверхностной обработке с использованием водных кислых растворов, и предназначено для повышения технологических свойств тонколистового проката малоуглеродистых сталей и изделий из него.
Известен способ травления стали в растворе технической серной кислоты концентрации 15-20% в течение 0,5-2 ч без подогрева раствора (см., например, Ямпольский А.М. Гальванотехника. - М.-Л.: Машгиз, 1952, с.32 и 33.)
Наилучшее использование раствора достигается при температуре 60-70°. В этом случае скорость травления возрастает. Но при травлении происходит накопление водорода на поверхности металла, что снижает технологические свойства обрабатываемого металла за счет повышения его “водородной хрупкости”.
Наиболее близким к заявленному по технической сущности является способ травления стали (см., например, Гальванотехника, Справочное издание Ажогина Ф.Ф., Беленького М.А. и др. - М.: Металлургия, 1987, с.122), основанный на обработке стали в 15%-ном растворе серной кислоты с добавлением 3 г/л тиомочевины при температуре 60-70°С с последующим обезводороживанием при температуре 200-250°С в течение 2-3 ч.
Использование этого способа, принятого за прототип, не позволяет повысить технологические свойства стали, вызванные наводороживанием металла.
Изобретение направлено на повышение технологических свойств стали, подвергнутой травлению в кислой среде.
Для решения указанной задачи в способе поверхностной обработки тонколистового проката малоуглеродистых сталей, основанном на травлении в подогретом 15-20%-ном растворе серной кислоты, травление стали осуществляют при повышенном давлении 5-20 ат (0,5-2,0 МПа) и в этом режиме тонколистовой прокат обрабатывают 15-30 мин.
Такая обработка стали позволяет повысить технологические свойства стали за счет водородного воздействия на структуру стали с последующим удалением водорода.
Сущность предлагаемого способа поверхностной обработки тонколистового проката малоуглеродистых сталей состоит в следующем.
Обрабатываемый тонколистовой прокат помещают в 15-20%-ный раствор серной кислоты кислоты с добавлением 3 г/л тиомочевины при температуре 60-70°С. Затем в травильной ванне, герметично закрытой крышкой, снабженной манометром и предохранительным клапаном, создается давление 5-20 ат (0,5-2,0 МПа). В этом режиме тонколистовой прокат обрабатывают 15-30 мин. Последующее обезводороживание позволяет восстановить пластичность до уровня выше исходного, при этом упрочение металла, вызванное водородным наклепом, сохраняется.
Ожидаемые результаты подтверждены полученными экспериментальными данными.
Исследовалось влияние водорода как внешнего агента, обеспечивающего управляемое воздействие наряду с температурой и давлением на потребительские свойства металла. Водородное воздействие представляло собой насыщение стали водородом с последующим его удалением.
Материалом исследования служили промышленные стали в состоянии поставки: горячекатанная сталь 10 толщиной 2 мм и холоднокатанная сталь 0,8 кп толщиной 1 мм.
Каждую серию образцов вырезали из одного листа в виде поперечных полос размером 160×12,5 мм.
Механические испытания на растяжение проводили в соответствии с ГОСТ 1497-84 со скоростью движения захвата разрывной машины 10 мм/мин.
Технологические пробы на изгиб проводились в соответствии с ГОСТ 14019-80. Радиус оправки составлял 1 мм.
В качестве наводораживающего раствора применялся 15%-ный раствор серной кислоты с добавлением 3 г/л тиомочевины при температуре 70°C и давлении 5 ат (0,5 МПа). Продолжительность выдержки образцов при этом режиме составляла 15 мин.
При естественной десорбции водорода после наводораживания образцы выдерживались при комнатной температуре в течение 3 суток.
Искусственное обезводороживание осуществляли двумя способами:
образцы выдерживали в вакууме 10-1 мм рт. ст. (13,3 Па);
выдержка на воздухе при температуре (190±10)°С в течение 60 мин.
Механические свойства стали 0,8 кп в результате водородного воздействия заметных изменений не претерпели и сохранились на исходном уровне (средние значения): σв = 335 МПа, σт = 265 МПа, δ4 = 27,0%,
где σв - предел прочности,
σт - предел текучести,
δ4 - относительное удлинение.
Результаты испытаний для стали 10 приведены в таблице.
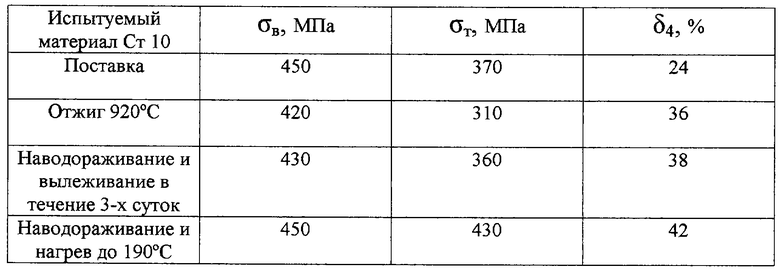
Полученные результаты свидетельствуют о том, что относительное удлинение в результате отжига повышается при одновременном снижении прочностных свойств.
Применение водородного воздействия позволяет повысить относительное удлинение и предел текучести при неизменной величине временного сопротивления.
Обе среды обезводороживания - как вакуум, так и воздух - оказались одинаково эффективными.
Естественное обезводороживание показало меньшую эффективность по сравнению с искусственным.
Технологические пробы на изгиб до появления первой трещины показали, что трещина на металле в состоянии поставки появляется при изгибе образца на угол 150-160°.
Опытные образцы выдержали догиб до соприкосновения сторон параллельными плоскостями, при этом трещины отсутствовали, расслоений и надрывов не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ПЛАСТИЧНОСТИ НИЗКОУГЛЕРОДИСТЫХ НЕЛЕГИРОВАННЫХ СПОКОЙНЫХ СТАЛЕЙ | 2006 |
|
RU2309184C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2313582C2 |
| Способ изготовления горячекатаной полосы | 1977 |
|
SU709702A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2083689C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2307175C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2001 |
|
RU2207401C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕХНОЛОГИЧНОЙ ПРИ ВЫРУБКЕ ЭЛЕМЕНТОВ МАГНИТОПРОВОДОВ ХОЛОДНОКАТАНОЙ СВЕРХНИЗКОКРЕМНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2102503C1 |
| СПОСОБ ХОЛОДНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ ШИРОКОПОЛОСНОЙ СТАЛИ | 2012 |
|
RU2506131C1 |
Способ относится к химической обработке поверхности металлических материалов, в частности к химической поверхностной обработке с использованием водных кислых растворов, и предназначено для повышения технологических свойств тонколистового проката малоуглеродистых сталей и изделий из него. Способ поверхностной обработки тонколистового проката малоуглеродистых сталей включает травление в подогретом 15-20%-ном растворе серной кислоты при повышенном давлении 5-20 ат (0,5-2,0 МПа) в течение 15-30 мин. Использование изобретения обеспечивает повышение технологических свойств стали, подвергнутой травлению в кислой среде. 1 табл.
Способ поверхностной обработки тонколистового проката малоуглеродистых сталей, включающий травление в подогретом 15-20%-ном растворе серной кислоты и последующее обезводороживание, отличающийся тем, что травление осуществляют при повышенном давлении 0,5-2,0 МПа в течение 15-30 мин.
| АЖОГИН Ф.Ф | |||
| и др | |||
| Гальванотехника, Справочное изд-е | |||
| - М.: Металлургия, 1987, с.122 | |||
| СПОСОБ ТРАВЛЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU185180A1 |
| Способ травления стальных изделий | 1975 |
|
SU550458A1 |
| СПОСОБ ТРАВЛЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1991 |
|
RU2085616C1 |
| АЛЮМОТЕРМИТНАЯ СМЕСЬ ДЛЯ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ АЛЮМОТЕРМИТНОЙ СВАРКИ СТАЛЬНЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2578271C1 |

